 |


Основные операции термической обработки
|
|
|
|
Термическая обработка (сокращенно ТО) подразделяется на предварительную и окончательную.
 Предварительная обработка - отжиг и нормализация, применяется часто при подготовке структуры стали для последующей обработки (давлением, резанием и т.д.)
Предварительная обработка - отжиг и нормализация, применяется часто при подготовке структуры стали для последующей обработки (давлением, резанием и т.д.)
В качестве окончательной обработки применяют, как правило, закалку с последующим отпуском.
Иногда отжиг и, чаще, нормализация могут быть окончательной операцией, если эти операции дают нужные механические свойства по условиям работы детали.
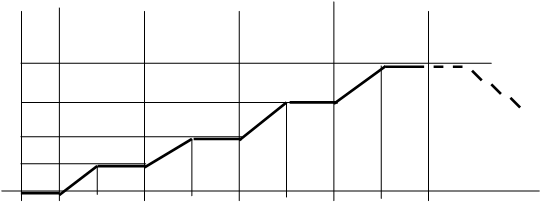
Режим любой ТО можно представить схематически в координатах “температура (T) - время (t)” (рис.4).
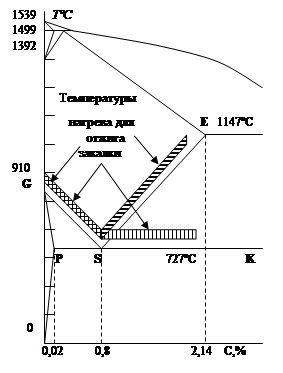
Рис. 3. Температуры нагрева при термической обработке стали
Для большинства марок стали численное значение температуры нагрева Tн определяется положением критических точек Aс1 (т.е. по линии PSK) и Aс3 (линия GS):
для доэвтектоидных сталей Tн = Aс3 + (30 …50°);
для заэвтектоидных сталей Tн = Aс1+ (30 …50°)
Нагрев ниже A с3 для доэвтектоидных сталей нежелателен, т.к. сохраняется часть феррита.
Для заэвтектоидных сталей целесообразен нагрев ниже Aст (линия SЕ), т.к. при этом сохраняется цементит, повышающий твердость и износостойкость стали. Нагрев выше Aст, являясь менее экономичным, дает после закалки крупноигольчатый мартенсит без цементита, с повышенным количеством остаточного аустенита - структуры менее твердой, но хрупкую за счет грубой структуры мартенсита.
 T Закалка, отжиг или
T Закалка, отжиг или
нормализация




 Тн
Тн


 Aс1 , Aс3 или Aст Отпуск:
Aс1 , Aс3 или Aст Отпуск:



 Tвыс высокий
Tвыс высокий
Tср средний




Тниз низкий





t, время
Структуры: М Т С П М структуры отпуска
Рис.4. Схема термической обработки
Tн - температура нагрева стали для закалки, отжига или нормализации;
|
|
|
Tвыс,Tср,Tниз - температуры нагрева закаленной стали для отпуска.
Нагрев производится обычно в газовой среде (атмосфера печи), реже в расплавленных солях, металлах.
Продолжительность нагрева складывается из времени нагрева детали до нужной температуры и времени выдержки.
Время выдержки зависит от многих факторов. Обычно для углеродистой стали это время исчисляется по максимальному сечению детали: 1 - 1,5 мин/мм по размеру наибольшего сечения. Например, если продолговатая деталь имеет толщину в самом большом поперечном сечении 10 мм, то его нужно прогревать 10 - 15 мин.
Отжиг - термическая операция, заключающаяся в нагреве металла до температур выше линии GSK в диаграмме системы "железо-углерод" (то есть выше Ас1), обеспечивающих нужные превращения, выдержке при этих температурах и медленном охлаждении (обычно вместе с печью или в песке). После отжига получаются равновесные структуры: Ф+П; П; П+ Ц. В зависимости от температуры нагрева отжиг имеет несколько разновидностей, применяющихся при определенных условиях. Полный отжиг достигается нагревом выше верхних критических температур, при неполном отжиге деталь нагревают выше нижних критических температур.
Нормализация - термическая операция, заключающаяся в нагреве стали выше линий GS и SE, выдержке при этих температурах и охлаждение на воздухе. Назначение нормализации:
а) для доэвтектоидных сталей - получение однородной мелкозернистой структуры (иногда вместо отжига в малоуглеродистых сталях);
б) в заэвтектоидных сталях - уничтожение вредной цементитной сетки.
Закалка - термическая операция, заключающаяся в нагреве стали до температур выше линии GSK, выдержке при этих температурах и охлаждении со скоростью, обеспечивающей получение мартенсита..
Минимальная скорость охлаждения, необходимая для переохлаждения аустенита до мартенситного превращения, называется критической скоростью закалки.
|
|
|
При охлаждении со скоростью ниже критической образуются ферритно-цементитные смеси.
 НВ
НВ
 М а р т е н с и т
М а р т е н с и т
Т р о о с т о м а р т е н с и т
закалки отпуска
Т р о о с т и т
закалки отпуска
С о р б и т
закалки отпуска
П е р л и т
Способ охлаждения Температуры нагрева для отпуска
печь песок воздух масло вода 200 300 400 500 600 700°С
 |
Рис.5. Диаграмма закономерностей процессов закалки и отпуска
.
Скорость охлаждения обеспечивается определенной охлаждающей средой. В качестве закалочных сред обычно применяют воду, водные растворы солей, щелочей, минеральные масла. Углеродистые стали чаще закаливают в воде.
Назначение закалки - получение высокой твердости.
Отпуск - термическая операция, заключающаяся в нагреве закаленной стали до температур ниже линии PSK, выдержке при этих температурах и охлаждении.
Назначение отпуска - снятие внутренних напряжений и получение необходимых свойств путем изменения структуры (повышение пластичности и вязкости).
Отпуск имеет важное практическое значение. Именно в процессе отпуска стальные изделия приобретают свойства, определяющие их поведение в эксплуатации. Температура отпуска обусловливается требованиями механических свойств детали.
Низкотемпературный (низкий) отпуск проводят с нагревом до 250°С. Цель - снижение внутренних напряжений. Мартенсит закалки переходит в мартенсит отпуска. Высокая твердость и износостойкость сохраняются. Сохраняется также низкая ударная вязкость. Данному отпуску подвергается металлорежущий инструмент.
Среднетемпературный (средний) отпуск проводится при температурах 350-500°С. Структура мартенсита переходит в троостит отпуска. Такой отпуск обеспечивает наиболее высокий предел упругости и несколько повышает вязкость. Такой отпуск применяется для рессор, пружин, а также инструмента, испытывающего ударные нагрузки.
Высокотемпературный (высокий) отпуск проводят при температуре 500-680°С. Структура мартенсита закалки переходит в сорбит отпуска. После такого отпуска почти полностью снимаются внутренние напряжения, значительно повышается ударная вязкость. Прочность и твердость при этом снижаются, но остаются более высокими, чем при нормализации. Высокий отпуск создает наилучшее сочетание прочности и вязкости стали.
|
|
|
ТО, состоящая из закалки и высокого отпуска, называется улучшением.
Продолжительность отпуска зависит от конкретных изделий. Обычно в течение 1,5 часов напряжения снижаются до минимальной величины, соответствующей данной температуре отпуска. Некоторым изделиям (измерительный инструмент) делают более продолжительный отпуск.
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1. Приготовить 4 образца углеродистой стали, зачистить напильником; отшлифовать.
2. Подготовить таблицу:
Таблица 1
| № образца | Температура нагрева, Т°С | Время выдержки, мин | Среда охлаждения | Твердость HRC |
| вода | ||||
| масло | ||||
| воздух | ||||
| песок |
3. Приготовить ванны для охлаждения:
вода и масло должны иметь уровень, обеспечивающий слой жидкости поверх образцов не менее 1 см;
подготовить место для воздушного охлаждения, положить керамическую плитку - поддон;
приготовить клещи (пинцет) и палочку для перемешивания воды;
4. Включить электропечь Laborterm S3. Поставить программу прогрева печи на 850°С и пусть печь держит эту температуру 30 минут.
Для этого во-первых необходимо нажать на нужные кнопки на графическом дисплее, потом ввести на цифровых клавишах требуемое значение величины:
задать температуру нагрева:
нажать на кнопочку у “ Т1 “, заморгает зеленая лампочка у нажатой вами клавиши;
 t°С
t°С
T4
T3
T2
T1
время в мин
time time time time time time time time time time
start 1a 1b 2a 2b 3a 3b 4a 4b 4c
затем набрать на цифровом индикаторе “ 850”, индикатор покажет “ 850”.
задать время выдержки печи на температуре нагрева
нажать кнопочку у “time 1b”, заморгает лампочка у “time 1b”;
набрать на цифровом индикаторе “ 30”, индикатор покажет “00 30”.
нажать на кнопку “ENTER”
нажать на кнопку “START”.
Загорится ровным светом лампочка у “time 1а”, это означает, что печь начала нагреваться с максимальной скоростью до заданной вами температуры.(Если бы задали “time 1а”- время нагрева, то печь старалась бы выдержать определенную скорость нагревания). Цифровой индикатор начинает показывать температуру в камере.
|
|
|
При достижении заданной температуры загорится ровным светом лампочка у “time +-1b”, и после времени выдержки (здесь 30 минут) печь отключится (или начнет отрабатывать заданную вами температуру “Т2” за указанное по “time 2а” время).
5. При достижении рабочей температуры печи, используя средства индивидуальной защиты, открыть дверцу и поместить образцы в печь, закрыть дверцу;
6. При достижении срока нагрева, определяемого по эмпирической зависимости: 1-1,5 мин на каждый мм по наибольшему сечению материала, вынуть их из печи и как можно быстрее поместить их в приготовленные ванны;
Воду нужно перемешивать приготовленной заранее палочкой.
7. Образцы высушить, почистить, отшлифовать.
8. Определить твердость HRC каждого образца, результаты занести в табл.1.
9. Сделать анализ результатов работы.
10. Подготовить отчет по работе.
11. Подготовиться к коллоквиуму и сдать работу.
Контрольные вопросы. 1. Влияние энергетических факторов на переструктурирование в металле при термообработке; 2. Влияние температуры на концентрацию зародышей кристаллообразования; 3. Диффузионный механизм переструктурирования металлов; 4. Диаграмма состояния железо-карбид железа; 5. Закаливаемые стали. 6. Диаграммы изотермического распада аустенита; 7. Перлитное, аустенитное и мартенситное превращение; 8. Структуры закалки и отпуска; 9.. Влияние термической обработки на свойства стали; 10. Влияние скорости охлаждения на структуру стали; 11.Технология закалки, отжига, нормализации и отпуска.
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
1. Гуляев А.П. Металловедение. - М.: Металлургия, 1986.- 544 с.
2. Лахтин.Материаловедение. - М.:Высшая школа, 1987.- 480 с.
|
|
|
