 |


Монтаж проводов в пластмассовых трубах
|
|
|
|
В настоящее время начинают широко применять электропроводки в пластмассовых трубах. Основными видами пластмассовых труб являются винипластовые, полиэтиленовые и полипропиленовые.
При укладке винипластовых труб параллельно горячим трубопроводам должно быть выдержано расстояние не менее 100 мм; при этом винипластовые трубы располагают ниже горячих трубопроводов.
Пластмассовые трубы удобны в монтаже, легко обрабатываются, соединяются и гнутся. Электропроводки в пластмассовых трубах применяют в сухих, влажных, сырых, особо сырых и пыльных помещениях, в помещениях с химически активной средой, в наружных установках, а также в агрессивном грунте. Электропроводки в пластмассовых трубах не применяют в пожароопасных и взрывоопасных помещениях.
Электропроводки в полиэтиленовых и полипропиленовых трубах не прокладывают в зданиях ниже 11 степени огнестойкости, т. е. в таких, у которых имеются горючие смеси, перекрытия и переборки. В зданиях выше II степени огнестойкости эти трубы применяют только для скрытых электропроводок. Электропроводки в винипластовых трубах выполняют в зданиях любой степени огнестойкости. При этом в открытых и скрытых электропроводках винипластовые трубы прокладывают непосредственно по несгораемым, трудносгораемым и сгораемым стенам, перекрытиям и конструкциям. По сгораемым стенам и конструкциям их прокладывают по прослойке из листового асбеста толщиной 3 мм или слою штукатурки толщиной 5 мм, выступающим по сторонам трубы на 5 мм (минимально допустимые размеры).
Монтаж электропроводок в пластмассовых трубах осуществляют в две стадии. К первой стадии относят заготовку элементов проводки в мастерских и подготовительные работы на монтажном объекте, включающие приемку от строителей трубных трасс с предусмотренными по проекту проходами, закладными деталями, бороздами (штрабами) для укладки труб, отверстиями и проемами. Во второй стадии выполняют монтаж, который включает в себя сборку, укладку и крепление трубной сети, затяжку в трубопроводы электрических проводов и кабелей, установку электрооборудования, сборку и опробование электрической схемы.
|
|
|
 Заготовка включает в себя разметку, резку, правку труб, снятие фасок, нагревание труб для изгибания и выпресеовки на их концах раструбов или изготовление соединительных раструбных муфт и втулок, изгибание труб, обортовку отрезков труб для получения втулок, соединение труб сваркой, горячей посадкой (для полиэтиленовых и полипропиленовых труб) и склеиванием (для винипластовых
Заготовка включает в себя разметку, резку, правку труб, снятие фасок, нагревание труб для изгибания и выпресеовки на их концах раструбов или изготовление соединительных раструбных муфт и втулок, изгибание труб, обортовку отрезков труб для получения втулок, соединение труб сваркой, горячей посадкой (для полиэтиленовых и полипропиленовых труб) и склеиванием (для винипластовых
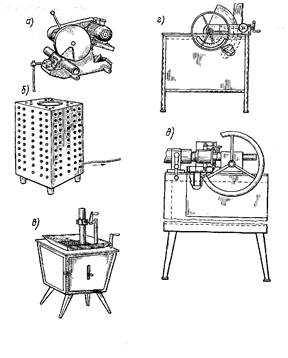
Рис. 2-Г6. Устройство для обработки пластмассовых труб:
а — для резки труб; б — для разогрева труб; в — для разогрева концов труб; г —для изгибания; д — для выпрессовки раструбов
винипластовых труб), соединение труб с коробками и ящиками, комплектование и маркировку трубных заготовок. Заготовку полиэтиленовых труб больших сечений, а также полипропиленовых и винипластовых труб выполняют в мастерских на специальных станках и приспособлениях (рис. 2-16), а труб среднелегкого и среднего типа с условным проходом до 25 мм — на месте монтажа, применяя средства малой механизации, так как при небольших сечениях и тонких стенках трубы легко обрабатываются и гнутся. Это особенно относится к трубам, поставляемым в бухтах, которые требуют минимального числа соединений.
Пластмассовые трубы соединяют между собой, с коробками и ящиками сваркой, приклеиванием или с помощью образования раструбов на концах труб, в зависимости от материала труб и коробок или ящиков (рис. 2-17). Применяют также монтаж пластмассовых труб нормализованными элементами (мерные отрезки труб, колена с нормализованными углами изгиба, коробки), заготовленными в заводских условиях

|
|
|
|
