 |


Определение оптимальных режимов резания
|
|
|
|
КОНТРОЛЬНАЯ РАБОТА
Тема: Оптимальный режим резания. Высокочастотная металлизация
Усть-Каменогорск
2010г.
Определение оптимальных режимов резания
Технологические процессы обработки металлов путём снятия стружки, осуществляемые режущими инструментами на металлорежущих станках с целью придания деталям заданных форм, размеров и качества поверхностных слоев. Основные виды О. м. р.: Точение, Строгание, Сверление, Развёртывание, Протягивание, Фрезерование и зубофрезерование, Шлифование, хонингование и др. Закономерности О. м. р. рассматриваются как результат взаимодействия системы станок — приспособление — инструмент — деталь. Любой вид О. м. р. характеризуется режимом резания, представляющим собой совокупность следующих основных элементов: скорость резания v, глубина резания t и подача s. Скорость резания — скорость инструмента или заготовки в направлении главного движения, в результате которого происходит отделение стружки от заготовки, подача — скорость в направлении движения подачи. Например, при точении (рис. 1) скоростью резания называется скорость перемещения обрабатываемой заготовки относительно режущей кромки резца (окружная скорость) в м/мин, подачей — перемещение режущей кромки резца за один оборот заготовки в мм/об. Глубина резания— толщина (в мм) снимаемого слоя металла за один проход (расстояние между обрабатываемой и обработанной поверхностями, измеренное по нормали). В сечении срезаемого слоя металла (см. рис. 1) рассматриваются такие элементы резания (физические параметры): толщина срезаемого слоя и ширина срезаемого слоя; их величина при постоянных t и s зависит от главного угла в плане j (см. Геометрия резца).
|
|
|
В зависимости от условий резания стружка, снимаемая режущим инструментом Сверлом, протяжкой, фрезой в процессе О. м. р., может быть элементной, скалывания, сливной и надлома. Характер стружкообразования и деформации металла рассматривается обычно для конкретных случаев, в зависимости от условий резания; от химического состава и физико-механических свойств обрабатываемого металла, режима резания, геометрии режущей части инструмента, ориентации его режущих кромок относительно вектора скорости резания, смазывающе-охлаждающей жидкости и др. Деформация металла в разных зонах стружкообразования различна, причём она охватывает также и поверхностный слой обработанной детали, в результате чего он приобретает Наклёп и возникают внутренние (остаточные) напряжения, что оказывает влияние на качество деталей в целом.
В результате превращения механической энергии, расходуемой при О. м. р., в тепловую возникают тепловые источники (в зонах деформации срезаемого слоя, а также в зонах трения контактов инструмент — стружка и инструмент — деталь), влияющие на стойкость режущего инструмента (время работы между переточками до установленного критерия затупления) и качество поверхностного слоя обработанной детали. Описание температурного слоя в зоне резания (рис. 2) может быть получено экспериментально, расчётным путём или моделированием процесса резания на ЭВМ. Тепловые явления при О. м. р. вызывают изменение структуры и физико-механических свойств как срезаемого слоя металла, так и поверхностного слоя детали, а также структуры и твёрдости поверхностных слоев режущего инструмента. Процесс теплообразования зависит также от условий резания. Скорость резания и свойства обрабатываемого металла существенно влияют на температуру резания в зоне контакта стружки с передней поверхностью резца (рис. 3). Тепловые и температурные факторы процессов О. м. р. выявляются следующими экспериментальными методами: калориметрическим, при помощи термопар по изменению микроструктуры (например, поверхности инструмента), при помощи термокрасок, оптическим, радиационным и др. Трение стружки и обрабатываемой детали о поверхности режущего инструмента, тепловые и электрические явления при О. м. р. вызывают его изнашивание. Различают следующие виды износа: адгезионный, абразивно-механический, абразивно-химический, диффузионный, электродиффузионный. Характер изнашивания металлорежущего инструмента является одним из основных факторов, предопределяющих выбор оптимальной геометрии его режущей части. При выборе инструмента в зависимости от материала его режущей части и др. условий резания руководствуются тем или иным критерием износа. На рис. 4 показан характер изнашивания задней поверхности резца. Его переточку надо осуществлять после времени работы T2 при износе hoпт (до наступления критического износа hk, соответствующего T3).
|
|
|
Система сил, действующих при О. м. р., может быть приведена к единой равнодействующей силе. Однако для решения практических задач не обязательно знать величину этой силы, важное значение имеют её составляющие: Pz — сила резания, действующая в плоскости резания в направлении главного движения; Ру — радиальная составляющая, действующая перпендикулярно к оси заготовки (при точении) или оси инструмента (при сверлении и фрезеровании); Px — сила подачи, действующая в направлении подачи. Силы Pz, Px, Ру влияют на условия работы станка, инструмента и приспособления, точность обработки, шероховатость обработанной поверхности детали и т.д. На величину этих сил влияют свойства и структура обрабатываемого материала, режим резания, геометрия и материал режущей части инструмента, метод охлаждения и др. Сила Pz обычно является наибольшей — на её преодоление расходуется наибольшая мощность. Способы определения Pz, Ру, Px могут быть теоретическими и экспериментальными, определяемыми с помощью специальных динамометров. На практике часто используют полученные на основе экспериментов эмпирические формулы. Затрачиваемая мощность (в квт) для большинства процессов О. м. р.:
|
|
|
Nэ = Pz ·v/60·102, (1)
где Pz — составляющая силы резания в направлении подачи в н (кгс), v — скорость резания в м/мин, потребная мощность электродвигателя станка Ncт = Nэ/h, где h — кпд станка.
Скорость резания, допускаемая режущим инструментом, зависит от тех же факторов, что и силы резания, и находится в сложной зависимости от его стойкости (рис. 5).
Значительное влияние на О. м. р. оказывают активные смазочно-охлаждающие жидкости, при правильном подборе, а также при оптимальном способе подачи которых увеличивается стойкость режущего инструмента, повышается допускаемая скорость резания, улучшается качество поверхностного слоя и снижается шероховатость обработанных поверхностей, в особенности деталей из вязких жаропрочных и тугоплавких труднообрабатываемых сталей и сплавов. Вынужденные колебания (вибрации) системы СПИД, а также автоколебания элементов этой системы ухудшают результаты О. м. р. Колебания обоих видов можно снизить, воздействуя на вызывающие их факторы — прерывистость процесса резания, дисбаланс вращающихся частей, дефекты в передачах станка, недостаточную жёсткость и деформации заготовки и др.
Эффективность О. м. р. определяется установлением рациональных режимов резания, учитывающих все влияющие факторы. Для ускорения расчёта часто применяют ЭВМ. Расчёт режимов резания на ЭВМ сводится к предварительному отбору исходной информации, разработке и конкретизации алгоритмов, заполнению операционных карт исходной информацией, её кодированию и программированию алгоритмов.
Повышение производительности труда и уменьшение потерь металла (стружки) при О. м. р. связано с расширением применения методов получения заготовок, форма и размеры которых максимально приближаются к готовым деталям. Это обеспечивает резкое сокращение (или исключение полностью) обдирочных (черновых) операций и приводит к преобладанию доли чистовых и отделочных операций в общем объёме О. м. р.
Дальнейшее направление развития О. м. р.: интенсификация процессов резания, освоение обработки новых материалов, повышение точности и качества обработки, применение упрочняющих процессов, автоматизации и механизации обработки.
|
|
|

Рис. 1. Элементы режима резания при точении
1 — обрабатываемая поверхность; 2 — поверхность резания; 3 — обработанная поверхность; D — диаметр обрабатываемой заготовки; d — диаметр детали после обработки; а и б — толщина и ширина срезаемого слоя

Рис. 2. Температурное поле на поверхностях сверла (деталь — сталь 45; сверло из быстрорежущей стали; v = 25 м/мин; s = 0,11 мм/об; без охлаждения)

Рис. 3. Влияние свойств обрабатываемого металла на температуру резания
1 — сталь Ст. 3; 2 — сталь 4OX; 3 — чугун; 4 — латунь; 5 — алюминий

Рис. 4. Характер изнашивания задней поверхности режущего инструмента
OA — период приработки; AB — период рабочего изнашивания; ВС — период катастрофического изнашивания
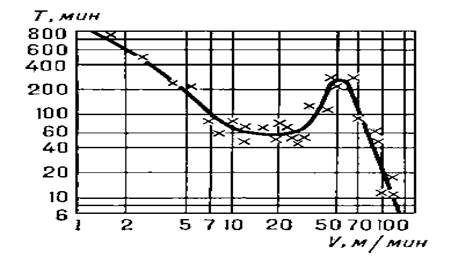
Рис. 5. Зависимость стойкости резца от скорости резания (t = 1 мм; s = 0,1 мм/об).
|
|
|
12 |
