 |


Анализ типовых роботизированных технологических комплексов (РТК) сборки
|
|
|
|
Экспериментальный сборочный РТК на базе ПР мод. РВ - 50Ф2 (рис.1), созданный в ЭНИМСе, обеспечивает автоматическую сборку подшипниковой опоры комбайна. Собираемый узел состоит из корпуса, крышки, двух резиновых манжет, подшипника, картонной прокладки, трех болтов (с шайбами).
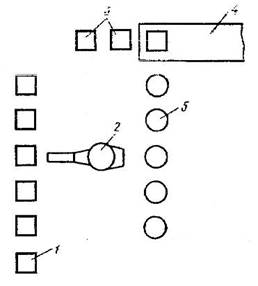
Рис.1 - Экспериментальный РТК на базе ПР модели РВ - 50Ф2
Последовательность сборки следующая: установка базовой детали (корпуса) в технологическое приспособление; установка крышки в технологическое приспособление; запрессовка манжеты в крышку; запрессовка манжеты в корпус; установка подшипников в корпус; установка картонной прокладки на корпус; сборка крышки с корпусом; установка трех болтов (с шайбами), их наживление и завинчивание с требуемым усилием.
В состав РТК входит следующее оборудование: ПР 2; магазины 5 сборочных инструментов, выполненные в виде пятипозиционных поворотных столов; рабочие сборочные позиции 3, обеспечивающие установку и фиксацию основных деталей (корпуса и крышки); конвейер 4, подающий корпус и крышку на рабочую позицию; питатели 1.
Различают конструкции, содержащие соответственно манжеты, подшипники, прокладки и болты (с шайбами).
Установка сменного сборочного инструмента на руке ПР, а также передача его на хранение в требуемые ячейки поворотного стола осуществляются автоматически. Для крепления инструментов на руке ПР применена конструкция типа "байонет".
Процесс взятия из питателей деталей (кроме болтов с шайбами) однотипный: соответствующий сборочный инструмент осуществляет сканирование питателей сверху вниз и захватывает верхнюю деталь из стопы, для чего все захватные устройства и инструменты оснащены пневматическими струйными датчиками. Последние установлены таким образом, чтобы при подходе к верхней детали формировался сигнал на прекращение движения и захват детали.
|
|
|
Технологический процесс сборки включает в себя две группы операций:
1) загрузочно-установочные - установка корпуса и крышки в соответствующие сборочные приспособления (операции 1 и 2) и загрузка выходного магазина-накопителя собранными узлами;
2) сборочные - запрессовка резиновых манжет в корпус и крышку (операции 3 и 4); запрессовка подшипника в корпус (операция 5), установка картонной прокладки на корпус (операция 6); установка крышки на корпус (операция 7); установка, наживление и завинчивание трех болтов с шайбами (операция 8).
Операции 1, 2 и 3, 4 выполняются попарно с помощью одного комплекта сборочного инструмента, и поэтому при переходе с одной операции на другую не требуется замена инструмента. Во всех других случаях при переходе с одной сборочной операции на другую необходима автоматическая смена сборочного инструмента.
В состав набора сборочных инструментов входят: широкодиапазонный пневматический захват для установки корпуса и крышки; запрессовщик резиновых манжет; запрессовщик подшипников качения в сборе; пневматический вакуумный захват для подачи картонных прокладок; гайковерт с пневматическим приводом.
Инструменты - запрессовщики резиновых манжет и подшипников, а также гайковерт позволяют в определенных пределах компенсировать погрешности позиционирования сопрягаемых деталей.
Последовательность работы ПР при реализации операций 1 - 8 следующая: взятие из магазина требуемого сборочного инструмента; захват требуемой детали, выполнение технологической операции (запрессовка, установка и т.п.); установка обратно в магазин сборочного инструмента (при выполнении операций 1, 2 и 3, 4 этого не требуется).
Специальные датчики на сменных сборочных инструментах контролируют наличие деталей в соответствующих магазинах и наличие детали в инструменте в процессе ее транспортирования.
|
|
|
Особый интерес представляет выполнение операции установки, наживления и завинчивания трех винтов (с шайбами) с требуемым усилием. В конструкции гайковерта, осуществляющего эту операцию, предусмотрен струйный датчик перемещений. С его помощью обеспечиваются контроль попадания переносимого болта в резьбовые отверстия крышки и корпуса изделия; синхронизация скорости поступательного движения ПР при завинчивании болтов и частоты вращения гайковерта; контроль качества сборки резьбового соединения. Гайковерт имеет насадку с постоянным магнитом, которая может пассивно перемещаться вдоль оси гайковерта под действием внешних возмущений. Определенная, исходно выбранная величина этого перемещения регистрируется струйным датчиком. Если болт попадает в резьбовое отверстие, то при поступательном движении вниз не происходит перемещения насадки относительно гайковерта. В противном случае насадка начинает перемещаться, что и регистрируется струйным датчиком, сигнал которого показывает, что оси болта и резьбового отверстия не совпали. Синхронизация скорости поступательного движения ПР и частоты вращения гайковерта осуществляется при остановке насадки, т. с. при совпадении осей болта и резьбового отверстия.
Кинематическая схема сборочного РТК на базе ПР мод. РВ-50Ф2 показана на рис.2.
РТК на базе ПМР. На базе рассмотренных ранее промышленных минироботов (ПМР) разработано ряд РТК. Один из них, РТК для сборки клапанов, изображен на рис3, а. При разработке РТК использован ряд оригинальных решений, в том числе автоматическая смена захватов, семь степеней подвижности, горизонтальный самоукладывающийся магазин спутников и ряд других.
Работа комплекса заключается в следующем. Робот 1 типа ПМР-0,5-254-КПВ в автоматическом режиме производит в определенной последовательности захват ориентированных деталей из соответствующих устройств-накопителей (пружин 3, прокладок 4, клапанов 5, крышек 6), для чего осуществляется автоматическая смена захватов (цангового 2, вакуумного 12 и клещевого 11) в кисти робота в зависимости от обслуживаемого класса деталей. В магазине 9 установлены также инструменты и сборочное приспособление 10, на котором производится сопряжение собираемых деталей. Пружины 3 подаются самоукладывающимся магазином спутников 7 по направляющим 8. На базе робота пмр-0,5-254 кс, работающего в прямоугольной системе координат, разработан комплекс для укладки заготовок постоянных магнитов в кассеты (рис.3, б).
|
|
|
Первичное ориентирование заготовок магнитов 4 и подача их в зону обслуживания робота 1 осуществляется в вибробункере 3. Выход лотка вибробункера снабжен отсекателем 5 для поштучной выдачи деталей. Настройка робота 1 заключается в привязке координат расположения платформы 2 робота (угол поворота), установке вибробункера 3 и стойки 7, а также в подъеме кассеты б. Привод поворота кисти робота применяется в качестве привода установочного движения, используемого при настройке системы. В дальнейшем используются только возвратно-поступательные перемещения по трем координатам. После захвата крайней со стороны отсекателя 5 заготовки захват перемещается к дальнему гнезду первого ряда кассеты б и за счет технологического вертикального (вниз) перемещения захват устанавливает заготовку в гнездо кассеты. Одновременно отсекатель принимает очередную заготовку и подает ее на позицию захвата. Эта заготовка укладывается в предпоследнее гнездо ряда. Когда заполнится весь ряд, каретка горизонтального перемещения робота смещается на один шаг, соответствующий переходу на обслуживание очередного ряда кассеты. После заполнения кассеты комплекс автоматически останавливается для смены кассеты.

Рис.2. Кинематическая схема сборочного РТК на базе ПР мод. РП-50Ф2: 1 - правая рука для выполнения операций, требующих значительных затрат мощности; 2 - левая рука (вспомогательная); 3 - вертикально рас положенные телекамеры; 4 - горизонтально расположенные телекамеры; 5 - телекамера на захвате ПР; 6 - фильтр пылесоса, 7 - моторный блок; 8 - камера для пыли
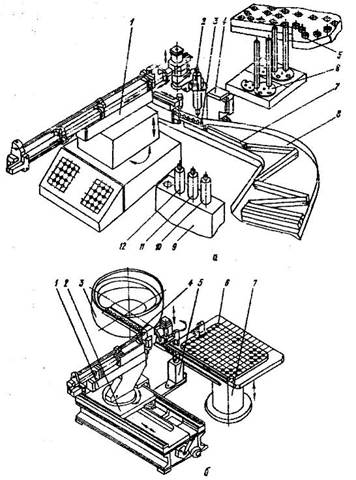
Рис.3. Компоновка РТК: а - для сборки клапанов; б - для укладки заготовок постоянных магнитов в кассеты
|
|
|
Рассмотренные концепции создания гибких технологических систем высокой и сверхвысокой производительности для условий современного состояния обрабатывающего и вспомогательного оборудования дают возможность увидеть, что без существенных затрат с учетом организационных, системных, технических возможностей, обеспечив переоснащение станочного и другого обрабатывающего оборудования на компьютерное управление и снабдив обрабатывающее оборудование дополнительными суппортами, обрабатывающими и агрегатными головками, появилась возможность для украинского производства реализовать интегрированное производство с гибкими технологическими системами высокой и сверхвысокой производительности.
В заключение рассмотрим, насколько программно и аппаратно готовы все составляющие синтеза гибких технологических систем высокой и сверхвысокой производительности:
Организация потоков по пространственно-временной схеме - технические решения организации потоков деталей, заготовок, приспособлений, контрольно-измерительных приборов, оснастки, вспомогательного оборудования и информационно-управляющих потоков практически есть. Необходимо обеспечить достаточную формализацию описания оптимальной организации таких потоков для получения высокой и сверхвысокой производительности.
Применение инструментальных схем с максимальной концентрацией технологического воздействия на деталь за счет применения одновременно работающих суппортов, обрабатывающих и агрегатных головок (возможна реализация на обрабатывающих центрах и модернизированном переоснащенном оборудовании времен СССР. Слабым звеном этого процесса является относительно низкая стойкость РИ, работа на максимально возможных режимах обработки: для каждого конкретного обрабатываемого материала существует РИ с покрытием или упрочненным слоем с максимальной стойкостью для данных режимов. Правда, аналитического описания получения таких режимов практически нет. Обеспечение требуемых качественных показателей детали возможно за счет соответствующего выбора режимов обработки, стойкости РИ и геометрических размеров РИ (например, державки резца и т.п.), а также согласования результатов механической и электрофизической обработки. Применение повышенной жесткости системы СПИЗ за счет ряда технических решений, например использования дополнительных упоров для РИ и других методов, особенно важно для случая съема больших припусков (этот недостаток можно устранить за счет соответствующего выбора метода получения заготовки). Технические решения по этому направлению частично выполнены, частично прорабатываются конструктивно или разрабатывается идеология, и при соответствующей поддержке госбюджетными средствами может быть выполнена довольно быстро и эффективно.
|
|
|
Использование результатов фундаментальных исследований и открытий в области естественных наук для нахождения новых физических, химических и биологических эффектов для разработки новых технологий и видов техники требует создания национального (а может быть, и международного) банка данных об эффектах, которые были обнаружены учеными и которые, на первый взгляд, может быть ничего общего не могут иметь с техникой. Для этого необходимы незначительные средства для поддержки руководителей научных школ, которые будут участвовать в создании такого банка данных, т.е. этот вопрос также решаем. Применение метода безаналогового синтеза технологий и техники базируется на формализации знаний для получения интегральной функции системы, ее цикличности и ограничениях как внешних (организационно-экономических, временных, пространственных, коммуникационных), так и внутренних (геометрических, поверхностных, полевых, инфраструктурных, поведенческих), а также критериев их оптимизации. Далее необходима декомпозиция интегральной функции системы на составляющие до уровня элементарных функций, выбор из базы данных функций, требуемых для описания эффектов, способных реализовать эти функции. Также проводится синтез неконкретизированной структуры технологической системы или технологического процесса, унификация и объединение структур, реализуется зарождение новых интегральных образований, полифункциональных элементов, конкретизация структур до элементарных (Фреймовый вид), на основе которых получаем уравнения и неравенства, дающие конкретизацию параметров, а следовательно, и общий алгоритм безаналогового синтеза гибких технологических систем высокой и сверхвысокой проводимости. Состояние этой части синтеза наиболее изученное, и нами предложено в основном только системное решение, которое надо совершенствовать, обеспечивать математический скелет и использовать фундаментальные знания. Для реализации этой части нужны глубокие математические исследования и совершенствование ее системной части.
Многоуровневое размещение оборудования и выбор оптимальных уровней размещения обрабатывающего оборудования в целях максимальной концентрации технологического воздействия (например, несколько сварочных или окрасочных роботов, размещенных на разных уровнях, существенно повысят производительность), т.е. это направление требует развития как для создания банка данных по оборудованию и его возможности работы на разных уровнях, так и по конструированию нового оборудования с учетом возможности работы на всех четырех уровнях. Состояние таких разработок в основном зачаточное, хотя примеры использования этой идеи есть в международном автомобилестроении. На это направление также необходимо выделение денежных средств.
Переоснащение станочного и вспомогательного оборудования на компьютерное управление в настоящее время уже проводится на различных предприятиях г. Харькова (ГП ХМЗ ФЭД, ГП "Завод им. Малышева", ХГАПП и др.). Аппаратное и программное обеспечение разработано и требует адаптации к переоснащаемому оборудованию и соответствующих новых версий тяжелых ("Юниграфикс", "Эвклид", "Кати") и легких ("Компас", "АДЕМ" и др.) компьютерных систем. Создание же технологических систем, обеспечивающих высокую концентрацию технологического воздействия (обрабатывающих и агрегатных головок и одновременно работающих суппортов, технологических роботов, одновременно обрабатывающих одну деталь, узел, изделие), требует также соответствующих расходов для создания опытных образцов или модернизации существующих.
Проведенный анализ состояния разработок, перспектив создания и использования синтеза гибких технологических систем высокой и сверхвысокой производительности показал, что для современного состояния промышленности Украины решение этой задачи позволит вывести страну на уровень передовых технических и технологических стран при затратах в сотни и тысячи раз меньших, чем в случае покупки зарубежного станочного и робототехнического оборудования, при этом также будет нужна разрабатываемая идеология.
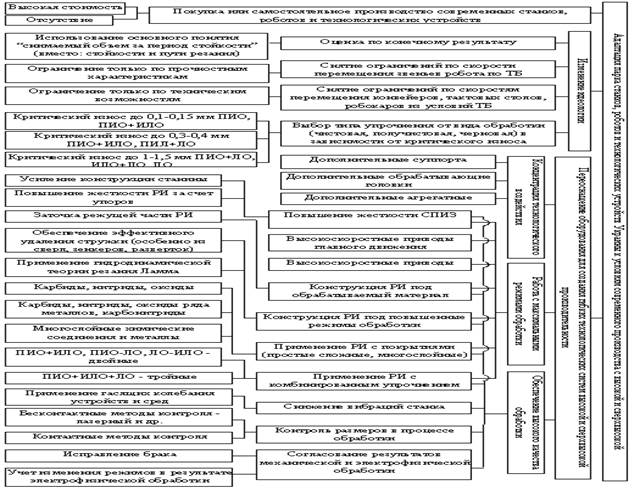
Рис 3. Схема путей адаптации станков, роботов и технологического оборудования Украины к условиям современного производства с высокой и сверхвысокой производительности
Список литературы
1. Гибкое автоматическое производство / под. ред. С.А. Майорова. - М.: Машиностроение, 1985. - 456с.
2. Иванов А.А. ГПС в приборостроении. - М.: Машиностроение, 1988. - 282с.
3. Управление работотехническими системами и гибкими автоматизированными производствами / под. ред. Н.М. Макарова, - М.: Радио и связь, 1981, ч.3 - 156с.
4. Широков А.Г. Склады в ГПС. - М.: Машиностроение, 1988. - 216с.
|
|
|
