 |


Лабораторная работа № 5. Изучение конструктивных особенностей оборудования и основ технологии пайки и лужения деталей при монтаже печатных плат
|
|
|
|
5.1 Общие сведения
5.1.1 Общие требования к монтажной пайке
Образование непрерывной межатомной связи между соединяемыми деталями при пайке достигается без расплавления их кромок путём смачивания твердых поверхностей более легкоплавким жидким металлом (припоем). Окисная пленка является главным препятствием образования паяного соединения. Её физико-химические свойства, толщина и скорость образования неодинаковы для различных металлов.
Общим для процессов пайки всех металлов является обязательное выполнение следующих условий:
· очистка поверхности деталей от пыли, жира, краски и выбор способов и средств (лужение, флюс, газовая среда, вакуум), обеспечивающих активное растворение окисной пленки на поверхности основного металла и припоя и защиту от окисления;
· выбор состава припоя, способного смачивать и растворять твердый металл паяемых деталей с образованием оптимальной структуры паяного шва;
· обеспечение между соединяемыми поверхностями технологических зазоров, гарантирующих течение жидкого припоя по капиллярам и растекание его по всей поверхности при соответствующих других условиях;
· равномерный нагрев деталей и припоя до температуры, превышающей точку начала затвердевания припоя (линия ликвидус на диаграмме состояния припойного сплава) на (50¸100) °С.
При невыполнении хотя бы одного из перечисленных условий пайка металлов становится затруднительной, либо вообще невозможной.
Монтаж печатных плат обычно представляет собой пайку выводов круглого и некруглого сечения в металлизированные и неметаллизированные отверстия плат. Предварительно выводы навесных элементов, контактные площадки, токопроводящие дорожки, металлизированные отверстия подвергаются лужению. Наиболее распространенные в практике типы монтажных паяных соединений показаны на рис. 5.1.
|
|
|
а в


б г
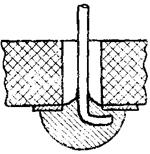
Рис. 5.1. Типы монтажных соединений: а, в – соединение с заливной формой пайки штырьковых выводов навесных элементов; б, г – соединение со скелетной формой пайки штырьковых выводов
Смачивание и растекание жидкого припоя связаны с явлением капиллярности. Эти явления подчиняются общим физическим законам течения жидкостей по капиллярам. Как известно, высота подъема жидкости в капилляре прямо пропорциональна поверхностному натяжению и обратно пропорциональна плотности жидкости и радиусу капилляра (величине зазора).
При пайке конкретным припоем при заданной температуре поверхностное натяжение и плотность жидкого припоя являются константами. В этом случае определяющей будет величина технологического зазора между соединяемыми поверхностями деталей. Для каждого случая пайки имеется свой оптимальный зазор, превышение или уменьшение которого ухудшает условия затекания припоя и образования удовлетворительной (вогнутой) формы галтели паяного шва. Выбор величины зазора зависит от состава припоя и материала деталей, различия в коэффициентах линейного расширения соединяемых материалов при нагреве, свойств флюса и способа нагрева.
При слишком малых зазорах припой из-за своей вязкости не успевает подняться вверх на всю глубину металлизированного отверстия платы (рис. 5.1, а, б). При слишком больших зазорах он может вытекать на обратной стороне платы (рис. 5.1, в).
При монтаже на плату элементов со штырьковыми выводами, а также при лужении токопроводящих дорожек и контактных площадок важным требованием является отсутствие наплывав припоя, закорачивающих соседние проводники. Исходя из этого требования, для каждого метода пайки ГОСТом установлены допуски на размеры проводников, выводов, отверстий, контактных площадок (допуски лимитируются также технологическим процессом изготовления печатных плат).
|
|
|
Рассмотрим в данном аспекте конструктивные и технологические особенности методов групповой пайки.
5.1.2 Пайка погружением в расплавленный припой
Метод пайки погружением в расплавленный припой нашел применение при изготовлении изделий с большой протяженностью и большим числом паяных швов.
Процесс пайки погружением производится на установках, состав которых можно показать схематично на примере установки для пайки навесных элементов на печатных платах (рис. 5.2). Ванна с припоем 2 размещается в соляной ванне 7, электронагреватель 6 которой связан с терморегулятором (на рис. 5.2 не показан), автоматически поддерживающим требуемую температуру припоя. Соляная ванна стабилизирует тепловой баланс.
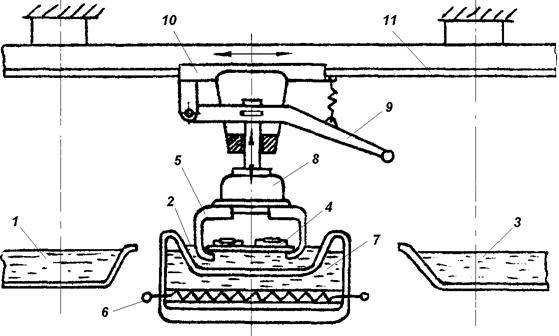
Рис. 5.2. Схема установки для пайки погружением: 1 – ванна с флюсом; 2 – ванна с припоем; 3 – ванна для отмывки маски и остатков флюса; 4 – плата; 5 – приспособление для крепления платы; 6 – электронагреватель; 7 – соляная ванна; 8 – вибратор; 9 – рычаг; 10 – каретка; 11 – направляющие каретки
Перед пайкой плату 4 закрепляют в горизонтальном положении в приспособлении 5, а затем с помощью рычага 9 каретку 10 вместе с вибрационной головкой и приспособлением перемещают вдоль направляющих 11 и устанавливают над ванной для флюсования 1.
После погружения платы во флюс на глубину не более (0,7¸0,8) её толщины включают вибратор 8. Амплитуда вибрации устанавливается для каждого типоразмера плат в пределах такого максимального значения, при котором не происходит разбрызгивания флюса на навесные элементы. Через несколько секунд плату с помощью рычага головки извлекают из ванны и, не выключая вибратор, удаляют с нее излишки флюса. Затем вибратор выключают и устанавливают приспособление с платой над ванной с расплавленным припоем. Повторив те же приемы, плату погружают в припой, поверхность которого предварительно очищают от окисной пленки. После погружения платы в припой включают вибратор. Амплитуда вибрации для каждого типа плат устанавливается такой, чтобы не происходил выброс капель припоя через отверстия платы. Выдержка платы в ванне длится до появления припоя в верхней части всех отверстий и запайки выводов навесных элементов.
|
|
|
При использовании оловянно-свинцового припоя эвтектического состава ПОС 61, обладающего наилучшей жидкотекучестью и наименьшей температурой плавления (183°С), время выдержки платы в ванне при температуре нагрева до (240¸250) °С составляет от 6 до 10 секунд. По окончании пайки плату извлекают из припоя и, не выключая вибратор, выдерживают над ванной несколько секунд, чтобы не было наплывов, и в местах пайки припой принял полусферическую форму. Затем вибратор плавно выключают и головку с платой устанавливают над ванной с горячей проточной водой, погружают на глубину, исключающую попадание воды на навесные детали. По времени отмывка флюса занимает от 2 до 4 минут. Сушка готовых плат производится в сушильном шкафу при температуре 60 °С в течение не более одного часа.
Ванны для пайки погружением в расплавленные оловянно-свинцовые припои очень часто используют для облуживания токопроводящих дорожек, контактных площадок, металлизированных отверстий. Лужение печатных плат сопровождается встряхиванием для удаления припоя из отверстий и наплывов.
Ванны используют также для лужения выводов микросхем, радиодеталей и проволоки. Иногда лужение проводов совмещают с операцией снятия изоляции. Во всех случаях выбирают соответствующую марку флюса, припоя и режим нагрева.
Метод пайки (лужения) погружением в расплавленные припои имеют целый ряд серьезных недостатков, в одних случаях исключающих возможность его применения, а в других требующих дополнительных мер. Основным из недостатков является статичность ванн, приводящая к интенсивному окислению поверхности жидкого припоя и, как следствие, отсутствию условий для хорошей смачиваемости элементов при пайке и лужении.
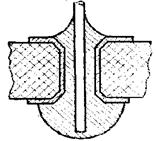
Этот недостаток устраняется двумя приемами: технологическим и конструктивным. Первый заключается в том, что для защиты от окисления зеркало припоя перед погружением платы (детали) посыпают хлористым аммонием. При втором (рис. 5.3) – к приспособлению 2 с платой 1 крепят кожух в форме бункера 3, имеющего в нижней части щель для доступа припоя. При погружении в припой кожух, словно ледокол, раздвигает загрязненный и окисленный поверхностный слой 4, а из глубины ванны 5 вовнутрь кожуха через щель поступает чистый припой.
|
|
|

а б
Рис. 5.3. Пайка погружением с удалением шлака: а – начало
погружения; б – положение изделия в момент пайки
Другим недостатком процесса пайки погружением в ванну является постоянное растворение в припое меди, цинка, железа и др. химических элементов паяемых материалов. Это приводит не только в повышению температуры плавления припоя, но и к ухудшению качества пайки.
Серьезным недостатком, присущим только данному методу, является повышенное коробление платы из-за термических напряжений при одновременном нагреве различных её участков. Это ограничивает максимальный размер платы до 150 мм и соотношение сторон до 1: 2.
Перечисленные недостатки значительно в меньшей степени проявляются при более прогрессивном методе – пайке волной припоя.
5.1.3 Пайка волной припоя
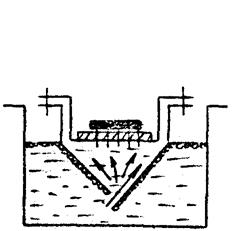
Сущность данного метода (рис. 5.4) заключается в том, что, плата 1, подлежащая пайке, с постоянной скоростью перемещается по гребню волны расплавленного припоя 2. Волна припоя образуется над зеркалом ванны 5 в результате принудительной подачи припоя через специальное сопловое устройство насосом 3.
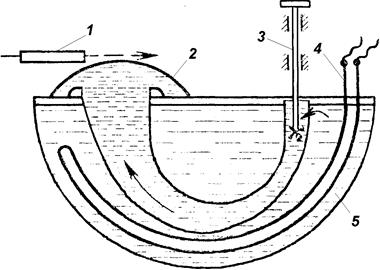
Рис. 5.4. Схема пайки волной припоя: 1 – печатная плата с
навесным монтажом; 2 – волна припоя; 3 – нагнетательный
насос; 4 – нагреватель; 5 – ванна с припоем
Непрерывное движение конвейера с паяемой платой явилось предпосылкой создания автоматизированных линий производства печатных плат, включающих в себя полный комплекс операций технологического цикла: установку элементов на плату, обезжиривание, флюсование, подогрев, пайку, отмывку от флюса и сушку.
Метод пайки волной припоя, по сравнению с погружением, имеет ряд достоинств:
· гребень волны припоя (как и флюса) значительно возвышается над уровнем зеркала ванны, в результате чего траектория движения платы не меняет своего направления и всё время остается прямолинейной, что существенно упрощает конструкцию установки;
· габариты плат не связаны с площадью зеркала припоя, поэтому в одной и той же ванне при наличии сменных сопел на выходе нагнетательного насоса можно выполнять пайку плат различных размеров;
· подача припоя в сопло происходит не с поверхности, а из глубины ванны, поэтому зеркало припоя на гребне волны свободно от загрязнений и окисных пленок, которые не успевают образовываться. В отличие от данного способа, при пайке погружением очистка зеркала припоя от шлаков должна производиться перед пайкой каждой платы, что усложняет процесс;
|
|
|
· непрерывное перемещение припоя на гребне волны создает условия для свободного выделения газообразных продуктов разложения флюса, исключает образование газовых раковин;
· уменьшается степень коробления плат, так как соприкосновение их с припоем идет не по всей площади одновременно, а лишь последовательно отдельными зонами;
· высокая разрешающая способность метода позволяет без наплывов и перемычек паять платы с малой шириной зазора между печатными проводниками, составляющей (0,15¸0,25) мм.
Для увеличения разрешающей способности некоторые зарубежные фирмы используют подачу внутрь ванны или на гребень волны жидкотекучего растительного масла, которое снижает поверхностное натяжение. Применение масла не ухудшает паяемости.
Степень использования перечисленных достоинств пайки волной припоя в каждом конкретном случае её применения во многом зависит от конструктивного исполнения оборудования.
В связи с широкой номенклатурой изделий электронной техники, большим многообразием конструкций, подвергаемых пайке, в промышленности применяется специализированное оборудование, которое обычно проектируется и изготавливается самим предприятием, выпускающим электронную технику. Оборудование компонуется из отдельных блоков, соединенных общим транспортирующим устройством. Каждый из блоков выполняет свою операцию и может работать самостоятельно. В последовательности выполнения операций технологического цикла в состав оборудования входят:
· блок флюсования;
· блок предварительного подогрева платы (рефлектором, ТЭНом, инфракрасными лампами, горячим воздухом);
· блок создания волны припоя, включающий систему подачи припоя, сопло для формирования волны и ванну с припоем;
· блок очистки от флюса;
· блок сушки плат после очистки;
· транспортная система;
· система управления синхронной работой оборудования.
В блоке создания волны припоя нашли применение два способа:
· магнитный способ, основанный на использовании ванны как магнитопровода. Прохождение тока в обмотке магнитопровода индуктирует ток в припое и приводит к выбросу жидкого металла в сопло. Основной недостаток этого способа – неравномерность выброса припоя;
· механический способ (наиболее распространенный), при котором волна расплавленного припоя образуется насосом поршневого, шнекового или турбинного типа.
5.1.4 Описание конструкции и принципа действия лабораторного стенда для пайки волной припоя
Лабораторная установка состоит (рис. 5.5) из корпуса 1, ванны 2 и камеры 3, сообщающихся друг с другом и заполненных припоем, нагревателя 4, электродвигателя 5 со штоком 6, на торце которого имеется крыльчатка. Узлы 5 и 6 выполняют функции насоса для нагнетания припоя из ванны в камеру и создания гребня волны припоя над камерой.
Между ванной припоя и корпусом находится асбест 7, создающий теплоизоляцию. Подвод электрического напряжения к двигателю и нагревателю осуществляется через соответствующие клеммы 8. Питание двигателя осуществляется через автотрансформатор, служащий для регулирования скорости вращения вала двигателя и, соответственно, высоты волны припоя.
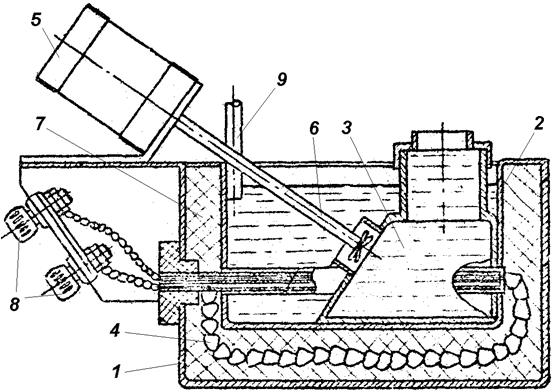
Рис. 5.5. Конструкция лабораторной установки для пайки волной припоя: 1 – корпус; 2 – ванна; 3 – камера; 4 – нагреватель; 5 – электродвигатель; 6 —шток с крыльчаткой; 7 – асбестовый наполнитель; 8 – клемы нагревателя; 9 – датчик температуры
Измерение, регулирование и поддержание заданной температуры нагрева припоя осуществляется логометром (на схеме не показан) в комплекте с датчиком температуры.
Электрическая схема лабораторной установки показана на рис. 5.6. Установка работает следующим образом.
Включением тумблера SA1 «СЕТЬ» напряжение питающей сети подается на логометр и, через нормально-замкнутые контакты КМ1:1 и КМ1:2 пускателя КМ1, на нагреватель ЕК1. При этом загораются неоновые лампочки сигнализации включения сетевого напряжения HL1 «СЕТЬ» и включения нагревателя HL2 «НАГРЕВ».
По достижении заданной по режиму пайки температуры нагрева припоя, которая предварительно устанавливается перемещением красной стрелки логометра Ш69006, срабатывает реле логометра К2, его нормально разомкнутые контакты К2:1 замыкаются, и напряжение подается на обмотку пускателя КМ1. Последний срабатывает, его контакты КМ1:1 и КМ1:2 размыкаются, и цепь питания нагревателя ЕК1 разрывается, а лампочка НL2 гаснет. Нагрев припоя прекращается. Одновременно замыкается нормально-разомкнутый контакт КМ1:3 пускателя КМ1, и напряжение сети через выпрямитель VD1-VD4 подается к системе включения насоса, о чем сигнализирует загорание лампочки НL3 «НАСОС».
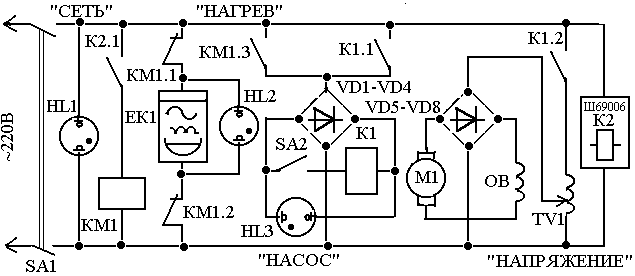
Рис. 5.6. Принципиальная схема лабораторной установки
для пайки волной припоя
После нагрева припоя до расплавления включается тумблер SA2. При этом выпрямленное напряжение сети подается на обмотку реле К1, последнее срабатывает и, при замыкании своего нормально-разомкнутого контакта К1:1, блокирует контакты пускателя КМ1. Одновременно замыкается нормально-разомкнутый контакт К1:2 и подключается к сети автотрансформатор TV1. Напряжение подается на электродвигатель насоса М1, от которого вращающейся крыльчаткой расплавленный припой перемещается и создает волну.
При остывании припоя до заданного уровня температуры контакты К2:1 реле К2 логометра размыкаются и цепь питания пускателя КМ1 разрывается. Контакты последнего КМ1:1 и КМ1:2 замыкаются и напряжение вновь подается на нагреватель ЕК1, вновь загорается сигнальная лампа НL2 («НАГРЕВ»). Одновременно контакты пускателя КМ1:3 размыкаются, но так как заблокированы контактами К1:1 реле К1, то напряжение питания на обмотку реле К1 подается и, через его замкнутые контакты К1:2, сохраняется в цепи питания двигателя насоса. Таким образом, электрическая схема установки обеспечивает поддержание температуры нагрева припоя в заданных пределах и исключает возможность включения двигателя при недостаточной температуре нагрева припоя.
5.2 Цель работы
Изучение конструктивных и технологических особенностей методов групповой пайки в освоение техники выполнения соединения на лабораторной установке для пайки волной припоя.
5.3 Оборудование и материалы
5.3.1 Лабораторная установка для пайки волной припоя.
5.3.2 Печатная плата с навесным монтажом.
5.3.3 Резисторы с нелужеными проволочными выводами.
5.3.4 Флюс типа ФКСп.
5.3.5 Паяльник электрический мощностью 40 Вт.
5.3.6 Припой ПОС 61.
5.3.7 Пинцет и плоскогубцы.
5.3.8 Растворитель.
5.3.9 Бязь хлопчатобумажная, фильтровальная бумага.
5.3.10 Лупа ×(8÷10).
5.3.11 Цифровой фотоаппарат.
5.4 Методика выполнения работы
5.4.1 Проанализировать конструктивные и технологические особенности методов монтажной групповой пайки, их достоинства и недостатки.
5.4.2 Ознакомиться с конструкцией и принципом действия лабораторной установки.
5.4.3 Подготовить лабораторную установку к включению:
· перед подключением установки к сети тумблеры SA1 «СЕТЬ» и SA2 «НАСОС» (рис. 5.6) должны находиться в положении «ВЫКЛЮЧЕНО». Указатель маховика регулятора «НАПРЯЖЕНИЕ» должен быть в нулевом положении. Датчик температуры должен контактировать с поверхностью припоя;
· установить сопло нагнетательного насоса с требуемой формой (по указанию преподавателя);
· проверить целостность соединительных проводов (нагревателя, электродвигателя, логометра Ш69006, блока управления и датчика температуры);
· подключить вилку шнура питания установки к электрической розетке.
5.4.4 Перевести тумблер SA1 в положение «ВКЛЮЧЕНО», при этом загораются лампочки-индикаторы «СЕТЬ» и «НАГРЕВ».
5.4.5 Установить красную стрелку логометра Ш69006 в положение, соответствующее требуемой температуре нагрева припоя (по указанию преподавателя).
5.4.6 Сфотографировать внешний вид печатной платы с навесными элементами и резисторы с нелужеными проволочными выводами.
5.4.7 После загорания лампочки-индикатора «НАСОС» (информирует о достижении заданной температуры нагрева припоя) включить тумблер SA2 «НАСОС».
5.4.8 Установить необходимую высоту волны припоя, медленно поворачивая маховик регулятора «НАПРЯЖЕНИЕ».
5.4.8 Выполнить монтаж на печатную плату навесных элементов, а также лужение проволочных выводов резисторов двумя методами:
· волной припоя;
· вручную электрическим паяльником.
5.4.9 Сравнить визуально с помощью лупы качество и производительность пайки навесных элементов на печатную плату и лужения проволочных выводов резисторов, выполненных различными методами, и дать оценку их эффективности.
5.4.10 После окончания работы на лабораторной установке необходимо вначале выключить тумблер «НАСОС», а затем – тумблер «СЕТЬ» и отключить вилку шнура питания от электрической розетки.
5.4.11 Сфотографировать внешний вид пайки навесных элементов на печатную плату и луженых проволочных выводов резисторов, выполненных волной припоя и электрическим паяльником.
5.5 Содержание отчета
Отчет по лабораторной работе должен содержать:
Ø цель работы;
Ø методику выполнения работы;
Ø фотоснимки внешнего вида печатной платы с навесными элементами и резисторов с нелужеными проволочными выводами;
Ø фотоснимки внешнего вида пайки навесных элементов на печатную плату и луженых проволочных выводов резисторов, выполненных волной припоя и электрическим паяльником;
Ø оценка качества пайки и лужения, выполненных различными методами, и анализ причин возможных дефектов;
Ø выводы по работе (рекомендации).
5.6 Контрольные вопросы
5.6.1 В чем сущность методов пайки погружением и волной припоя, каковы их достоинства и недостатки?
5.6.2 Перечислите последовательность основных операций процесса пайки волной припоя и их назначение.
5.6.3 Каковы устройство и принцип работы стенда для пайки волной припоя?
5.6.4 Расскажите технику и технологию выполнения пайки волной припоя.
|
|
|
