 |


Вакуумно-дуговой переплав для повышения качества металла
|
|
|
|
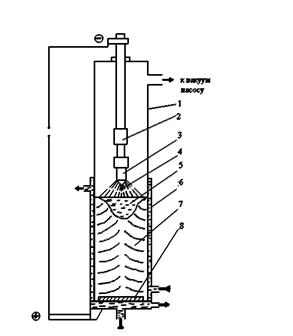
Процесс осуществляют в вакуумных дуговых печах с расходуемым электродом. Расходуемый электрод 3 изготовляют механической обработкой слитка. Его закрепляют на водоохлаждаемом штоке 2 и помещают в корпус 1 печи и далее в медную водоохлаждаемую изложницу 6. Из корпуса печи откачивают воздух до остаточного давления 0,00133 кПа.
При подаче напряжения между расходуемым электродом-катодом 3 и затравкой-анодом 8 возникает дуга. Выделяющаяся теплота расплавляет конец электрода; капли жидкого металла 4, проходя зону дугового разряда, дегазируются, заполняют изложницу и затвердевают, образуя слиток 7. Дуга горит между расходуемым электродом и жидким металлом 5 в верхней части слитка на протяжении всей плавки. Сильное охлаждение слитка и разогрев дугой ванны металла создают условия для направленного затвердевания слитка, вследствие чего неметаллические включения сосредотачиваются в верхней части слитка, а усадочная раковина в слитке мала. Такие слитки содержат мало газов, неметаллических включений, отличаются высокой равномерностью химического состава, повышенными механическими свойствами. Из слитков изготовляют ответственные детали турбин, двигателей, авиационных конструкций. Масса слитков достигает 50 т.
Получение заготовки.
Ковка – вид горячей обработки металлов давлением, при котором металл деформируется с помощью универсального инструмента. Металл свободно течет в стороны, не ограниченные рабочими поверхностями инструмента, в качестве которого применяют плоские или фигурные (вырезные) бойки, а также различный подкладной инструмент. Полученные заготовки называют поковками.
Ковка является единственно возможным способом изготовления тяжелых поковок (до 250т.) типа валов гидрогенераторов, турбинных дисков, коленчатых валов судовых двигателей, валов прокатных станов и т.д. Исходными заготовками для ковки тяжелых крупных паковок служат слитки массой до 320 т.
|
|
|
Процесс ковки состоит из чередования в определенной последовательности основных и вспомогательных операций. Каждая операция определяется характером деформирования и применяемым инструментом.
Высоколегированные стали склонны к интенсивному упрочнению, поэтому для их ковки целесообразнее использовать пресс, а не молот. Ввиду малой скорости деформирования на прессах разупрочняющие процессы, возврат и рекристаллизация, успевают произойти полнее, и упрочнение снижается. Ввиду того, что высоколегированные стали имеют пониженную пластичность, нужно выбирать такие приемы ковки, при которых значительно снижаются растягивающие напряжения.
Горячую деформацию применяют для обработки труднодеформируемых, малопластичных материалов и для изготовления крупных деталей. Каждый металл должен быть нагрет до вполне определенной температуры, чтобы не получить пережог и перегрев.
Нагревательные печи применяют для нагревания металла перед обработкой давлением. В печах теплота к заготовке передается главным образом конвекцией и излучением из окружающего пространства нагревательной камеры, выложенной огнеупорным материалом. Теплоту получают в основном сжиганием газообразного, реже жидкого, топлива (мазут).
Наиболее распространенным типом печей является камерная печь, в которой заготовки 2 укладывают на под 1 печи через окно 4 и после прогрева до заданной температуры извлекают через то же окно. Рабочее пространство печи нагревают сжиганием газа с помощью горелок 3, служащих для смешения газа с воздухом и подачи смеси в печь. Продукты сгорания отводят через дымоход 5 в рекуператор – теплообменник, в котором поступающий к горелкам воздух нагревается теплотой горячих уходящих газов. Подогрев воздуха до температуры 350 – 500 оС позволяет экономить до 25% топлива. Для нагрева крупных заготовок применяют камерные печи с выдвижным подом и специальные посадочные машины.
|
|
|

Рис.5 Камерная нагревательная печь
Протяжка – операция удлинения заготовки или ее части за счет уменьшения площади поперечного сечения. Протяжку производят последовательными ударами или нажатиями на отдельные участки заготовки, примыкающие один к другому, с подачей заготовки вдоль оси протяжки и поворотами ее на 90о вокруг этой оси. При каждом нажатии уменьшается высота сечения, увеличивается ширина и длина заготовки.
При протяжке круглого сечения используется вид протяжки с круга на круг (рис. 6) в вырезных бойках. Силы направленные к осевой линии заготовки способствуют более равномерному течению металла и устранению возможности образования осевых трещин.
Оборудование: гидравлические прессы – машины статического действия; продолжительность деформации на них составляет от единиц до десятков секунд. Металл деформируется приложением усилия от гидроцилиндра пресса.
Последовательность операций паковки устанавливают в зависимости от конфигурации паковки и технологических требований на нее.
 |
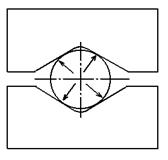
Рис. 6 Протяжка с круга на круг в вырезных бойках.
Термическая обработка
Для устранения физической и химической неоднородности (сорбит, троостит, бейнит или мартенсит) и, как следствие, высокой твердости, созданных предыдущей обработкой, используют отжиг. В процессе отжига происходит уменьшение дендритной или внутрикристаллитной ликвации, которая повышает склонность стали, обрабатываемой давлением, к хрупкому разрушению, к анизотропии свойств и возникновению таких дефектов, как шиферность (слоистый излом) и флокены (тонкие внутренние трещины, наблюдаемые в изломе в виде белых овальных пятен). Нагрев при отжиге 1100 – 1200оС, так как только в этом случае более полно протекают диффузионные процессы, необходимые для выравнивания состава стали.
Общая продолжительность отжига (нагрев, выдержка и медленное охлаждение) больших садок металла достигает 5 – 100 ч. и более. В зависимости от состава стали и массы садки продолжительность выдержки составляет 8 – 20 ч.
|
|
|
Для удаления поверхностных дефектов слитки после отжига иногда подвергают нагреву при 670 – 680о в течение 1 – 16 ч., что снижает твердость.
Данная сталь подлежит дальнейшей закалке и высокому отпуску. Закалка применяется для повышения прочности, твердости, получения достаточно высокой пластичности и вязкости, а для ряда деталей – высокой износостойкости.
Закалка - термическая обработка, заключающаяся в нагревании стали до температуры растворения избыточных фаз, выдержке и последующем охлаждении.
Продолжительность нагрева заготовки должна обеспечить прогрев изделия по сечению и завершение фазовых превращений, но не должна быть слишком большой, чтобы не вызвать роста зерна и обезуглероживания поверхностных слоев стали.
Выбирают продолжительность нагрева в электропечи 90 с. При нагреве в электрической печи взаимодействие печной атмосферы с поверхностью нагреваемого изделия приводит к окислению и обезуглероживанию стали.
Окисление создает невозвратимые потери металла. Окисление происходит в результате взаимодействия стали с кислородом (2Fе+О2 ® 2FеО), парами воды (Fе + H2O — FeO+H2) и двуокисью углерода (Fе + CO2 — FеО + СО).
Для предохранения изделий от окисления и обезуглероживания в рабочее пространство печи вводят защитную газовую среду:
1) эндотермическую;
2) эиоэтермическую (богатую, бедную);
3) диссоциированный аммиак;
4) технический азот.
Выбирают экзотермическую (богатую среду), которая используется при нагреве для отжига легированных конструкционных сталей.
Охлаждение обеспечивает получение структуры мартенсита в пределах заданного сечения изделия. Для закалки используют минеральное масло. Масло имеет небольшую скорость охлаждения в мартенситном интервале температур, что уменьшает возникновение закалочных дефектов и постоянство закаливающей способности в широком интервале температур среды (20-150°С).
|
|
|
Температуру масла при закалке поддерживают в пределах 60-9О°С, когда его вязкость оказывается минимальной.
При закалке в этих средах различают три периода:
1) пленочное кипение – в этот период происходит небыстрый отвод теплоты, т.е. скорость охлаждения невелика;
2) пузырьковое кипение - быстрый отвод теплоты;
3) конвективный теплообмен - теплоотвод в этот период происходит с наименьшей скоростью.
После закалки проводят отпуск – нагрев закаленной стали с последующим охлаждением с определенной скоростью. Это окончательная операция термической обработки, в результате которой сталь получает требуемые механические свойства.
Кроме того, отпуск полностью или частично устраняет внутреннее напряжение, возникающее при закалке. Для нашей заготовки применяется высокий отпуск 500-680°С. Он повышает пределы прочности и текучести, относительное сужение и ударную вязкость. Значительно повышается конструктивная прочность стали, уменьшая чувствительность к концентраторам напряжений, увеличивая работу пластической деформации при движении трещины и снижая температуру верхнего и нижнего порога хладноломкости.
Отпуск при 550–600°С в течение 1–2 ч. почти полностью снимает остаточные напряжения, возникающие при закалке. Чаще длительность отпуска составляет 1,0–6 ч., в зависимости от габаритов детали.
В результате всех проведенных мероприятий возможно получение валов диаметром не ниже 150 мм., ответственного назначения.
|
|
|
12 |
