 |


Семь простых инструментов качества
|
|
|
|
ВАРИАНТ 1:
Теория: Семь инструментов качества (графические методы оценки качества продукции)
Содержание
Введение................................................................ 2
1. Семь простых инструментов качества...........................3
2. Причинно-следственная диаграмма (диаграмма Ишикавы).... 5
3. Контрольные листки............................................ 6
4. Гистограммы.................................................... 7
5. Диаграммы разброса............................................. 8
6. Анализ Парето................................................... 10
7. Стратификация.................................................. 11
8. Контрольные карты............................................. 12
Заключение.........................................................15
Задача...............................................................16
Литература........................................................ 18
Введение
В современном мире чрезвычайно важное значение приобретает проблема качества продукции. От ее успешного решения в значительной степени зависит благополучие любой фирмы, любого поставщика. Продукция более высокого качества существенно повышает шансы поставщика в конкурентной борьбе за рынки сбыта и, самое важное, лучше удовлетворяет потребности потребителей. Качество продукции - это важнейший показатель конкурентоспособности предприятия.
Качество продукции закладывается в процессе научных исследований, конструкторских и технологических разработок, обеспечивается хорошей организацией производства и, наконец, оно поддерживается в процессе эксплуатации или потребления. На всех этих этапах важно осуществлять своевременный контроль и получать достоверную оценку качества продукции.
Для уменьшения затрат и достижения уровня качества, удовлетворяющего потребителя нужны методы, направленные не на устранение дефектов (несоответствий) готовой продукции, а на предупреждение причин их появления в процессе производства.
|
|
|
Цель работы – изучение семи инструментов в области управления качеством продукции на предприятии. Задачи исследования: 1) Изучение этапов формирования методов контроля качества; 2) Изучение сущности семи инструментов качества. Объект исследования – методы исследования затрат на качество продукции.
Семь простых инструментов качества
Существовавшие издавна методы контроля сводились, как правило, к анализу брака путем сплошной проверки изготовленных изделий. При массовом производстве такой контроль очень дорог. Расчеты показывают, что для обеспечения качества продукции посредством ее разбраковки контрольный аппарат предприятий должен в пять-шесть раз превышать количество производственных рабочих.
С другой стороны, сплошной контроль в массовом производстве не гарантирует отсутствия дефектных изделий в принятой продукции. Опыт показывает, что контролер быстро устает, в результате чего часть годной продукции принимает за дефектную и наоборот. Практика также показывает - там, где увлекаются сплошным контролем, резко возрастают убытки от брака.
Указанные причины поставили производство перед необходимостью перехода к выборочному контролю.
Статистические методы позволяют обоснованно обнаруживать разладку процесса даже тогда, когда две-три единицы продукции, отобранные для контроля, окажутся годными, так как обладают высокой чувствительностью к изменениям в состоянии технологических процессов.
Годами упорного труда специалисты выделяли из мирового опыта по крупицам такие приемы и подходы, которые можно понять и эффективно использовать без специальной подготовки, причем делалось это так, чтобы обеспечить реальные достижения при решении подавляющего большинства проблем, возникающих в реальном производстве.
|
|
|
Один из базовых принципов управления качеством состоит в принятии решений на основе фактов. Наиболее полно это решается методом моделирования процессов, как производственных, так и управленческих инструментами математической статистики. Однако, современные статистические методы довольно сложны для восприятия и широкого практического использования без углубленной математической подготовки всех участников процесса. К 1979 году Союз японских ученых и инженеров (JUSE) собрал воедино семь достаточно простых в использовании наглядных методов анализа процессов. При всей своей простоте они сохраняют связь со статистикой и дают профессионалам возможность пользоваться их результатами, а при необходимости - совершенствовать их.
Это так называемые семь простых методов:
1) диаграмма Парето;
2) схема Исикавы;
3) расслаивание (стратификация);
4) контрольные листки;
5) гистограммы;
6) графики (на плоскости)
7) контрольные карты (Шухарта).
Иногда эти методы перечисляют в ином порядке, что не принципиально, поскольку предполагается их рассмотрение и как отдельных инструментов, и как системы методов, в которой в каждом конкретном случае предполагается специально определить состав и структуру рабочего набора инструментов.
Применение статистических методов - весьма действенный путь разработки новой технологии и контроля качества производственных процессов. Многие ведущие фирмы стремятся к их активному использованию, и некоторые из них тратят более ста часов ежегодно на обучение этим методам, осуществляемое в рамках самой фирмы. Хотя знание статистических методов - часть нормального образования инженера, само знание еще не означает умения применить его. Способность рассматривать события с точки зрения статистики важнее, чем знание самих методов. Кроме того, надо уметь честно признавать недостатки и возникшие изменения и собирать объективную информацию.
2. Причинно-следственная диаграмма (диаграмма Ишикавы)
Диаграмма типа 5М рассматривает такие компоненты качества, как “человек”, “машина”, “материал”, “метод”, “контроль”, а в диаграмме типа 6М к ним добавляется компонент “среда”. Применительно к решаемой задаче квалиметрического анализа, для компоненты “человек” необходимо определить факторы, связанные с удобством и безопасностью выполнения операций; для компоненты “машина” - взаимоотношения элементов конструкции анализируемого изделия между собой, связанные с выполнением данной операции; для компоненты “метод” - факторы, связанные с производительностью и точностью выполняемой операции; для компоненты “материал” - факторы, связанные с отсутствием изменений свойств материалов изделия в процессе выполнения данной операции; для компоненты “контроль” - факторы, связанные с достоверным распознаванием ошибки процесса выполнения операции; для компоненты “среда” - факторы, связанные с воздействием среды на изделие и изделия на среду.
|
|
|
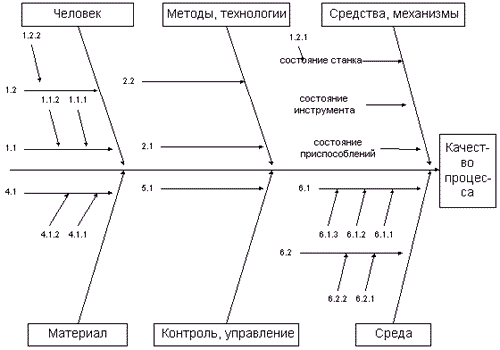
Рис. 1 Пример диаграммы Ишикавы
3. Контрольные листки
Контрольные листки могут применяться как при контроле по качественным, так и при контроле по количественным признакам.

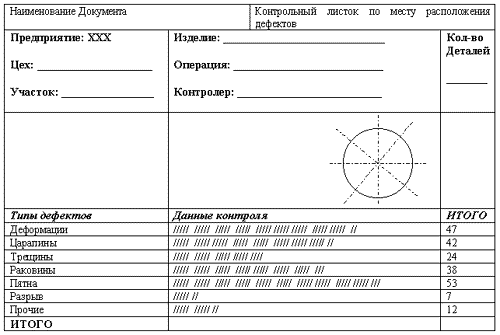
Рис. 2 Контрольные листки
4. Гистограммы
Гистограммы – один из вариантов столбчатой диаграммы, отображающий зависимость частоты попадания параметров качества изделия или процесса в определенный интервал значений от этих значений.
Гистограмма строится следующим образом:
1. Определяем наибольшее значение показателя качества.
2. Определяем наименьшее значение показателя качества.
3. Определяем диапазон гистограммы как разницу между наибольшим и наименьшим значением.
4. Определяем число интервалов гистограммы. Часто можно пользоваться приближенной формулой:
(число интервалов) = Ц (число значений показателей качества) Например, если число показателей = 50, число интервалов гистограммы = 7.
5. Определяем длину интервала гистограммы = (диапазон гистограммы) / (число интервалов).
6. Разбиваем диапазон гистограммы на интервалы.
7. Подсчитываем число попаданий результатов в каждый интервал.
8. Определяем частоту попаданий в интервал = (число попаданий)/(общее число показателей качества)
|
|
|
9. Строим столбчатую диаграмму
5. Диаграммы разброса
Диаграммы разброса представляют из себя графики вида, изображенного ниже, которые позволяют выявить корреляцию между двумя различными факторами.
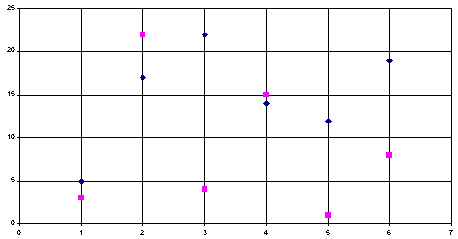
Рис. 3 Диаграмма разброса: Взаимосвязи показателей качества практически нет.
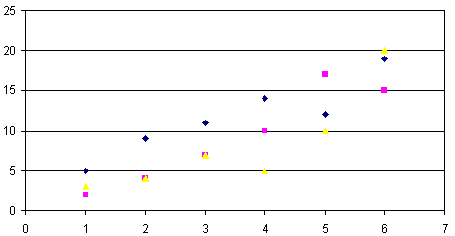
Рис. 4 Диаграмма разброса: Имеется прямая взаимосвязь между показателями качества
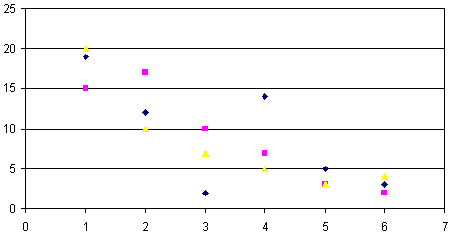
Рис. 5 Диаграмма разброса: Имеется обратная взаимосвязь между показателями качества
6. Анализ Парето
Анализ Парето получил свое название по имени итальянского экономиста Вилфредо Парето, который показал, большая часть капитала (80%) находится в руках незначительного количества людей (20%). Парето разработал логарифмические математические модели, описывающие это неоднородное распределение, а математик М.Оа. Лоренц представил графические иллюстрации.
Правило Парето - “универсальный” принцип, который применим во множестве ситуаций, и без сомнения - в решении проблем качества. Джозеф Джуран отметил “универсальное” применение принципа Парето к любой группе причин, вызывающих то или иное последствие, причем большая часть последствий вызвана малым количеством причин. Анализ Парето ранжирует отдельные области по значимости или важности и призывает выявить и в первую очередь устранить те причины, которые вызывают наибольшее количество проблем (несоответствий).
Анализ Парето как правило иллюстрируется диаграммой Парето (рис. ниже), на которой по оси абсцисс отложены причины возникновения проблем качества в порядке убывания вызванных ими проблем, а по оси ординат – в количественном выражении сами проблемы, причем как в численном, так и в накопленном (кумулятивном) процентном выражении.
На диаграмме отчетливо видна область принятия первоочередных мер, очерчивающая те причины, которые вызывают наибольшее количество ошибок. Таким образом, в первую очередь, предупредительные мероприятия должны быть направлены на решение проблем именно этих проблем.
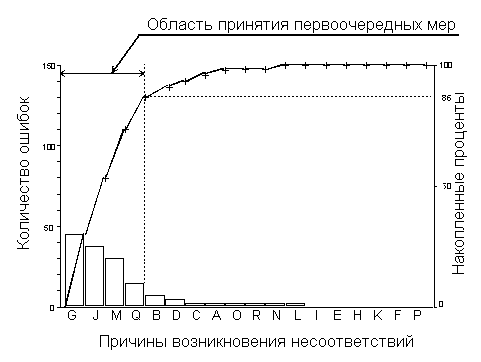
Рис. 6 Диаграмма Парето
7. Стратификация
В основном, стратификация - процесс сортировки данных согласно некоторым критериям или переменным, результаты которого часто показываются в виде диаграмм и графиков
Мы можем классифицировать массив данных в различные группы (или категории) с общими характеристиками, называемыми переменной стратификации. Важно установить, которые переменные будут использоваться для сортировки.
Стратификация - основа для других инструментов, таких как анализ Парето или диаграммы рассеивания. Такое сочетание инструментов делает их более мощными.
|
|
|
На рисунке приведен пример анализа источника возникновения дефектов. Все дефекты (100%) были классифицированы на четыре категории – по поставщикам, по операторам, по смене и по оборудованию. Из анализа представленных донных наглядно видно, что наибольший вклад в наличие дефектов вносит в данном случае «поставщик 1».

Рис. 7 Стратификация данных.
8. Контрольные карты
Контрольные карты – специальный вид диаграммы, впервые предложенный В. Шухартом в 1925 г. Контрольные карты имеют вид, представленный на рис. 4.12. Они отображают характер изменения показателя качества во времени.

Рис. 8 Общий вид контрольной карты
|
|
|
