 |


Ащита металлов от коррозии
|
|
|
|
Защита металлов от коррозионного разрушения состоит из целого комплекса мероприятий по увеличению работоспособности и надежности машин и конструкций в данной среде. Часть этих мер закладывается еще в процессе проектирования, часть — в процессе изготовления машин или конструкций, а остальные меры должны быть приняты в процессе эксплуатации.
Создание рациональных конструкций. Выбор материалов и их сочетаний для данного изделия, конечно, диктуется технической и экономической целесообразностью, но должен обеспечивать его коррозионную устойчивость. Конструктор должен предусмотреть рациональные формы частей машины, допускающие быструю очистку от грязи; машина не должна иметь мест скопления влаги, которая является возбудителем коррозии.
Обработка окружающей среды. Для разных видов коррозионных процессов обработка среды принимает различные формы. Сюда можно отнести удаление или снижение концентрации веществ, вызывающих или ускоряющих коррозионные процессы, а также введение замедлителей или ингибиторов коррозии.
Так, например, высокотемпературная газовая коррозия происходит главным образом за счет кислорода воздуха или других окисляющих сред, удалить кислород из которых нельзя, так как это нарушит работу машин (двигателей) или конструкций (оболочки, плоскости и т. д.).
Поэтому обработка сводится только к. удалению катализирующих веществ или веществ, наличие которых приводит к нарушению устойчивых оксидных слоев, пассивирующих металл. Примером для первого случая обработки среды может служить удаление соединений ванадия, содержащихся иногда в сернистых мазутах. Ванадий, окисляясь до V2O5 в процессе горения мазута, действует как катализатор при разрушении металлических поверхностей
|
|
|
 V2O2 V2O4 + O
V2O2 V2O4 + O
даже при содержании его в мазутах 10-2—10-3%. Связывание ванадия в прочные соединения со степенью окисления +5 устраняет его вредное влияние («ванадиевая коррозия»).
На устойчивость оксидных слоев вредно влияет наличие галогенов, образующих летучие соединения. Поглощение галогенов или изменение состава окислительной среды (без галогенов) значительно повышает устойчивость металлических поверхностей.
К обработке среды можно в полной мере отнести и общие мероприятия по сохранению окружающей среды, требующие очистки промышленных и выхлопных газов, так как увеличение содержания в воздухе SO2, CO2, оксидов азота и других газов не только пагубно действует на окружающую природу, но и форсирует разрушение металлических конструкций в результате атмосферной коррозии, особенно в больших городах и вблизи промышленных предприятий.
Электрохимическая коррозия зависит от состава электролита, и регулирование рН и содержание ионов Cl- существенно влияют на скорость коррозии. Кислород, растворенный в электролитах (например, питательная вода паровых котлов), также форсирует коррозию с кислородной деполяризацией, и снижение его концентрации приводит к стабилизации поверхности металла. Кислород, содержащийся в питательной воде, можно поглотить, пропуская воду через фильтры из металлической стружки. Окисление стружки, которую всегда легко заменить в фильтре, предохраняет стенки котла.
В приборостроительной практике при герметизации схем обычно заменяют воздух на гелий или аргон высокой чистоты, что вообще исключает коррозию. Если есть возможность, то создается вакуум 1,33 • 10-2 — 1,33 • 10-3 Па. При необходимости сообщения приборного устройства с атмосферой и невозможности герметизации его ставят поглотители, сорбирующие влагу и диоксид углерода из воздуха и тем самым снижают возможность появления коррозионных пар.
|
|
|
Ингибиторы или замедлители коррозии — это вещества, пасси-вирующие поверхность металлов и препятствующие развитию коррозионных процессов. Ингибиторами могут быть как неорганические, так и органические вещества. Неорганические вещества применяются редко, главным образом при травлении металлов.
Кислые растворы (H2SO4, H3PO4) растворяют оксидную пленку на металле, а потом начинают растворять и сам металл. При добавлении соединений свинца [(СНзСОО)2Рb] свинец осаждается на металлической поверхности, свободной от оксидной пленки, и прекращает ее растворение:
 Me0 + Pb2+ ® Pb0 + Me2+
Me0 + Pb2+ ® Pb0 + Me2+
поверхность
Для длительного хранени-я изделий применяют ингибиторы органического типа. Обычно это соединения, содержащие атом азота (амины, имины и т. д.), неподеленная пара электронов у которого (2s2) создает условия для адсорбции ингибиторов 'на активных участках металла, пассивируя их. Стойкие., длительно действующие ингибиторы должны иметь высокую температуру кипения и, следовательно, низкую упругость пара для того, чтобы десорбция их с поверхности металла происходила медленно. В настоящее время разработано много ингибиторов — в основном производных пиридина

и их применение быстро расширяется. Их используют при химической обработке металлов и при консервации для хранения на длительные сроки (смазки, содержащие ингибиторы).
Создание изолирующих пленок на металлах. Для различных условий коррозии на поверхности металлов создаются изолирующие пленки. Их устойчивость зависит от температуры и коррозионной среды.
Защитные слои от высокотемпературной коррозии могут быть созданы из тугоплавких соединений, обладающих низкой диффузионной проницаемостью для агента коррозии (О, N, галогены). Для повышения коррозионной устойчивости металлов и сплавов их легируют поверхностно или объемно другими металлами.
Жаростойкое или объемное легирование осуществляют одновременно с получением того или иного конструкционного металла. Вводятся такие легирующие компоненты, которые увеличивают жаропрочность и, кроме того, обладают высокой диффузионной способностью в данном металле или сплаве и, выходя на поверхность, образуют устойчивые оксидные слои.
|
|
|
Так, например, хром и никель в нержавеющих сталях, диффун-дируя к поверхности, образуют оксидный слой, содержащий шпинель NiCr2O4 и частично шпинель FeCr2O4,. Оксидный слой такого состава оказывается более устойчивым, чем просто оксид Cr2O3, образующийся на поверхности чистого хрома. Поверхностное легирование представляет собой насыщение поверхности данного сплава металлом, обладающим прочным оксидным слоем, — аллитиро-вание, хромирование, силицирование и т. д. Оно осуществляется диффузионным путем из газовой фазы, содержащей пары или летучие соединения легирующего компонента, или нанесением слоя этого металла вакуумным или плазменным напылением, или даже наплавкой, но обязательно с последующей термообработкой изделия. При нанесении на поверхность данного металла легирующего компонента возможно образование между ними интерметаллидов.
Примером такого типа защитных пленок может служить силици-рованный молибден: на поверхность молибдена диффузионным путем наносится слой кремния, образующего с молибденом соединение MoSi2. В результате окисления такого материала образуется слой оксидов сложного состава (рис. 5).

Рис. 5. Схема слоев на окисленном силицированном молибдене
Защитные слои от низкотемпературной коррозии могут быть органические, неорганические или металлические.
Органические защитные слои. При консервации изделий применяется смазка неокисляющимися маслами (угле-водороды, устойчивые к окислению). Масла наносятся при повышенной температуре- (улучшение смачивания, понижение вязкости) и, застывая, образуют слой, защищающий металл от электролитной среды и воздуха. Особенно устойчива такая защита при добавлении в состав смазок ингибиторов. Неудобство консервирования смазкой состоит в необходимости удаления масла с поверхности металла при последующих операциях (обезжиривание).
Лакирование— нанесение высокомолекулярных соединений, растворенных в летучем растворителе, на поверхность металла. После испарения растворителя на металле остается полимерный слой, не пропускающий окислитель и обладающий электроизоляционными свойствами. Лаки изготовляются из естественных смол (шеллак) или из синтетических полимеров (фенолальдегидные, глифталевые, силиконовые и др.). При испарении растворителя могут образоваться поры в лаковом покрытии, и поэтому чаще всего употребляются многослойные покрытия, вероятность образования сквозных пор в которых значительно меньше.
|
|
|
Окраска металлических поверхностей сопровождается образованием полимера непосредственно на поверхности металла в процессе нанесения краски и ее отвердевания. Масляная краска представляет собой смесь частично окисленного масла (олифа) и пигмента-красителя. При нанесении краски тонким слоем на зачищенную до блеска поверхность металла масло быстро окисляется кислородом воздуха и затвердевает, образуя на поверхности металла плотную пленку, которая и защищает металл от коррозии.
Нанесение полимеров на металл создает защитные слои с особыми свойствами (изолирующие, декоративные). Например, нанесение слоя резины на поверхность стали для изготовления различной химической аппаратуры. В настоящее время выпускается заводами готовая сталь с нанесенным полимерным слоем.
Неорганиче с к ие защитные слои. Оксидирование металлов. Оно сводится к созданию на поверхности металла слоя оксида, через который диффузия кислорода была бы ничтожно малой. Методы нанесения оксидных слоев можно разделить на термические, химические и электрохимические.
Термические методы оксидирования применяются редко, так как окисление металлов при высокой температуре вызывает коробление деталей. Химическое оксидирование идет при более низких температурах и в ряде случаев сохраняет не только форму, но и размеры обрабатываемых деталей. Сохранение размеров возможно в том случае, если толщина образованной пленки равна толщине слоя израсходованного металла.
Электрохимическое оксидирование использует окислительные процессы на аноде электролизера: обезжиренные и освобожденные от оксидных пленок изделия помещают на анод электролизера с окисляющим электролитом (SO42-, Cr2O7, CrO42-) и через очень короткое время металл изделия покрывается плотной оксидной пленкой:

Фосфатирование металлической поверхности представляет собой процесс осаждения нерастворимых фосфатов этого металла. Сущность процесса фосфатирования сводится к усреднению дигидрофосфатов до фосфатов, нерастворимых в воде, за счет растворения поверхности металла:
|
|
|

Нерастворимые фосфаты в виде мелких кристаллов прочно связаны с поверхностью металла. Однако покрытие получается пористое: оно может быть использовано как грунт для нанесения лакокрасочных покрытий, что широко используется в машино- и приборостроении.
Процесс фосфатирования может быть ускорен наложением переменного тока (плотностью 40 А/м2 при напряжении 20 В). При 330 К процесс заканчивается в течение 4—5 мин. Электролитом является или раствор «Мажеф» Fe(H2PO4)2 + Mn(H2PO4)2, или раствор гидрофосфатов цинка Zn(H2PO4)2.
Металлические защитные покрытия. Для нанесения металлических защитных покрытий надо выбирать металлы, оксидный слой на поверхности которых делает их пассивными (А1, Zn, Sn, Cr, Pb, Ni), или металлы, пассивные по своим химическим свойствам (Au, Ag, Сu). Кроме того, надо учитывать условия эксплуатации изделия..
Методы нанесения металлических защитных слоев на поверхность металлов весьма разнообразны и их можно разделить условно на «горячие» или высокотемпературные и электрохимические.
Высокотемпературные методы. Метод окуна-ния. Он применим для нанесения покрытий из легкоплавких металлов на более тугоплавкие. Так покрывают стальные листы оло-' вом, цинком и свинцом. Сущность метода сводится к тому, что в расплавленный металл, из которого хотят приготовить покрытие, через слой флюса, закрывающий поверхность жидкого металла, погружают стальной лист и вынимают его также через слой флюса или масла для того, чтобы поверхность сразу не окислилась. Схема такого процесса показана на рис. 6. Цинк и олово в жидком состоянии хорошо смачивают поверхность стали; для покрытия стали свинцом необходимо добавлять к нему некоторое количество олова, так как свинец плохо смачивает стальную поверхность.
Цинк, смачивая поверхность железа, взаимодействует с ним, образуя интерметаллиды (FeZn7, FeZn3), обладающие значительной хрупкостью. Поэтому процесс ведут быстро, с тем чтобы слой интерметаллидов был максимально тонким и не вызвал хрупкости всего защитного слоя.
Олово растворяет железо с образованием твердого раствора и интерметаллид FeSn2 обычно не образуется. Оловянный слой на луженом железе очень пластичен, так же как и свинцовый.
Оценивая свойства луженого и оцинкованного железа, следует
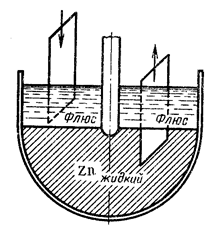
Рис. 6. Нанесение металлических покрытий окунанием.
раздельно рассматривать механические свойства покрытия и его физико-химические свойства. Цинк по отношению к железу представляет собой анод и будет разрушаться в первую очередь сам, защищая железо от растворения, в то время как олово будет по отношению к железу катодом и повреждение покрытия вызовет усиленную коррозию железа.
Однако из этого не следует, что всегда оцинкованное железо лучше луженого, так как при этом получаются разные механические свойства нанесенного покрытия. В процессе цинкования между железом и цинком образуются хрупкие прослойки интерметаллидов, которые могут при перегибе листа дать трещины, приводящие к отслою покрытия и его повреждению. При лужении железа слой олова получается пластичным, покрытие оказывается более прочным и выносит многократные перегибы листа без повреждения слоя.
Металлизация—это нанесение металлических покрытий на поверхность изделия распылением жидкого металла. Проволока металла, который наносится в качестве защитного слоя, подается в ацетиленокислородное пламя, в дуговой или плазменный разряд— металл плавится и частично испаряется. Мельчайшие капли и пары металла струей газа транспортируются на поверхность изделия и кристаллизуются на ней. Поверхность изделия должна быть тщательно очищена, так как иначе не будет прочного сцепления нанесенного слоя с металлом изделия.
Защитные слои можно создавать также вакуумным испарением. Покрытия, наносимые этим способом, не только защищают металл от коррозии, но и упрочняют его поверхность. Этот метод используют в ремонтно-восстановительных работах для наращивания изношенного слоя металла.
Плакирование— нанесение пленок защитного металла пу-тем совместного проката. Метод приемлем только для листов и некоторых профилей проката (пруток, угольник и т. д.).
Этот способ нанесения покрытий очень удобен, но при изготовлении из плакированного металла изделий встречаются технологические трудности. Сейчас наша промышленность выпускает дюраль и АМг-6, плакированные чистым алюминием, что значительно повышает коррозионную стойкость этих материалов. Выпускается также сталь, плакированная нержавеющей сталью (Х18Н10), и другие аналогичные материалы.
Электрохимические методы нанесения металлических покрытий основаны на электролизе. Металлические защитные слои в этом случае осаждаются на поверхности изделия, которое в электролизере представляет собой катод и находится под отрицательным потенциалом. Покрытие должно иметь мелкокристаллическую структуру и быть сплошным — без пор и трещин. Разработаны определенные режимы осаждения, обеспечивающие эти качества покрытий (температура, плотность тока и состав электролита). Для получения мелкозернистой структуры в состав электролита вводят поверхностно-активные вещества и органические добавки, препятствующие росту отдельных кристаллических зерен (декстрин, ализариновое масло и т. д.).
При выборе покрытий следует учитывать относительную активность основного металла и металла покрытия (катодное или анодное покрытие).
Механическая прочность покрытия исследуется различными путями — действием струи кварцевого песка или движением заточенного на полусферу металлического стержня под определенной нагрузкой.
Химическая стойкость определяется временем, которое необходимо для растворения пленки определенным реактивом. Время измеряется от начала испытания для появления характерной окраски от ионов основного металла, появляющихся в результате коррозии в данной среде.
В коррозионную среду вводят соответствующий реактив. Например, начало коррозии железа можно фиксировать добавлением ионов [Fe(CN)6]3-, а появление ионов меди можно обнаружить раствором аммиака — тетрааммиакат меди и т. д.
|
|
|
12 |
