 |


Технические характеристики ИП
|
|
|
|
Технические характеристики приводятся в паспорте оборудования, справочных изданиях, рекламных проспектах. Полный перечень технических характеристик необходимых для эксплуатации приводятся (чаще всего) только в паспорте оборудования.
Например, данные из паспорта выпрямителя ВД-306:
| № | Наименование параметра | Норма |
| 1. | Номинальное напряжение питающей сети трехфазного тока, В | |
| 2. | Номинальная частота питающей сети. Гц | |
| 3. | Первичный ток, А | |
| 4. | Вторичное напряжение холостого хода, не более В | |
| 5. | Номинальное рабочее напряжение, В | |
| 6. | Минимальное рабочее напряжение, В не более | |
| 7. | Максимальный сварочный ток, А | |
| 8. | Пределы регулирования сварочного тока, А диапазон малых токов диапазон больших токов | 30-125 125-350 |
| 9. | Номинальный сварочный ток. А | |
| 10. | Продолжительности цикла сварки, мин | |
| 11. | Отношение продолжительности рабочего периода к продолжительности цикла (ПВ*). % | |
| 12. | Потребляемая мощность, не более кВА | |
| 13. | КПД не менее, % | |
| 14. | Температурная защита от нагрева обмоток трансформатора, °С, не более; Блока диодов°С не более; | |
| 15. | Уровень звука на опорном радиусе З м, не более, дБа | |
| 16. | Габаритные размеры, мм Длина Ширина Высота | |
| 17. | Масса, кг не более |
Для сварочных ИП в перечне параметров должны быть указаны:
Номинальный сварочный ток – Jн 
(выбирается из определенного ГОСТом ряда значений).
Наиболее широко используются номинальные значения:
100,125,140,160,200,250,315,400,500,630,800,1000,1250 A.
Номинальная продолжительность нагружения ПН  (отношение времени работы под нагрузкой ко времени работы с учетом перерывов)
(отношение времени работы под нагрузкой ко времени работы с учетом перерывов)
ПН% =  ;
;
Для ручной сварки средний статистический ПН = 60%. Для механизированных процессов ПН =100%. Для монтажных работ минимальный ПН =20%.
|
|
|
Циклический нагрев и охлаждение при ПН =50%.

При работе на режиме с превышением Jн или ПН необходимо проверить не вызовет ли он перегрев ИП, при котором оборудование может выйти из строя.
Нагрев ИП определяется
Q=JH2*R*tH= JP2*R*tРАБОЧ.
Поскольку изменения сопротивления проводов малы, то
JH2*ПНH= JР2*ПНР,
или
 .
.
Номинальное напряжение на нагрузке
При ручной дуговой сварке покрытыми электродами оно задано в диапазоне до 500 А линейной зависимостью
U = 20+0,04 I
Напряжение холостого хода
При ручной дуговой сварке оно по требованиям электробезопасности не должно превышать:
80В для ИП переменного тока
100В для ИП постоянного тока
Диапазон регулирования сварочного тока: Jmin  …Jmax . Максимальный ток выше номинального на несколько процентов. На одной ступени диапазон регулирования тока 1:3, 1:5.
…Jmax . Максимальный ток выше номинального на несколько процентов. На одной ступени диапазон регулирования тока 1:3, 1:5.
Диапазон регулирования напряжения: Umin …Umax
Указывается для оборудования с полого падающими и жесткими внешними статическими характеристиками.
Номинальное напряжение сети переменного тока – U  .
.
(В России 380, 220, 127 В)
Максимальный первичный ток – J  .
.
Мощность потребляемая из сети – Р .
Коэффициент полезного действия – КПД
КПД = Р / Р  = U J / Р .
= U J / Р .
Коэффициент мощности cos  :
:
cos = Р / S .
Габариты: L*B*H [мм]
Масса, m [кг].
Кроме этих параметров указываются также специфические параметры:
- диапазон изменения длительности импульса тока и паузы;
- диапазон регулирования дежурной или базовой дуги, изменения амплитуды импульса;
- время нарастания и спада тока;
- время задержки включения и выключения сварки от времени подачи защитного газа.
В описании сварочного ИП должна указывается внешняя статическая характеристика (ВСХ) ИП- зависимость напряжения в сварочной цепи от силы тока

1 – жесткая ВСХ;
 2 – пологопадающая ВСХ;
2 – пологопадающая ВСХ;
|
|
|
3 – крупопадающая ВСХ;
 4 – штыковая (вертикально падающая) ВСХ.
4 – штыковая (вертикально падающая) ВСХ.
Применяются также комбинированные внешние статические характеристики, особенно у инверторных ИП..
Обозначение ИП по ГОСТу:
Например ТДФЖ-1002-У3,
где позиции слева направо обозначают
1 – вид оборудования (трансформатор – Тр, выпрямитель – В, преобразователь – Пр, агрегат – А, установка – У);
2 – способ сварки, наплавки, резки (дуговая – Д,, электрошлаковая - Ш);
3 и 4 –дополнительные признаки:
у трансформаторов для ручной сварки способ регулирования (механическое – М, электрическое – Э);
у трансформаторов для механизированной сварки разновидность сварки - под флюсом – Ф, а далее вид вольтамперной характеристики – Ж (жесткая).
У выпрямителей на 3 позиции встречаются буквы Г,У,М: ВДГ – выпрямитель для дуговой сварки в среде защитных газов; ВДУ - выпрямитель для дуговой сварки универсальный. Выпрямитель для дуговой сварки многопостовой - ВДМ или выпрямитель для дуговой наплавки универсальный многопостовой – ВДУМ.
Для агрегатов в третьей позиции указывается вид двигателя: АДД – агрегат для дуговой сварки с дизельным двигателем; АДБ – агрегат для дуговой сварки с бензиновым двигателем.
В обозначении специальных установок для сварки буква Г означает сварку в защитном газе, а буква У- универсальность: УДГУ – установка для дуговой наплавки в среде защитных газов универсальная;
В установках для плазменных процессов в этих позициях используются буквы С- сварка, Р- резка, Н – наплавка. Например: УПР – установка для плазменной резки.
5 и 6 – определяются номинальным током ИП (Jн/100);
7 и 8 – номер конструкции ИП;
9 – климатическое исполнение;
У – для умеренного климата, Т- для тропического.
10 – категория размещения
(1 – вне помещения, 2 – в не отапливаемых помещениях, 3 – отапливаемых помещениях).
К сожалению многие отечественные производители сварочного оборудования в настоящее не придерживаются такого обозначения, что создает путаницу при выборе ИП..
Эксплуатация источников питания
Эксплуатация источников питания должна начинаться с изучения паспорта источника питания. К эксплуатации ИП допускаются после инструктажа по ТБ.
|
|
|
1. Подключение оборудования осуществляется к силовым сетям через рубильники с плавкими предохранителями или стационарные автоматы защиты электромагнитного и теплового типа. Корпус ИП обязательно должен заземляться. На корпусе ИП снаружи имеется клемма с гайкой с обозначение заземления. Сечение неизолированного стального проводя заземления для ручной дуговой сварки не менее 12 мм. Рабочее место сварщика также должно быть заземлено отдельным проводом.
Сечение проводов подключения к силовой сети и сварочных проводов выбирается по допустимой плотности тока J и J .В качестве вторичных проводов используют многожильные медные провода сечением от 35 до 120 мм2. Изоляция самая разная резиновая наименьшая температура нагрева 110°.(изоляция из стеклоткани с пропиткой, температура равна 180°). На 500 А сечение медного провода 120 мм2.
При эксплуатации провода меньшего сечения его надо проверять на предмет перегрева по заданной ПН.
В оборудовании с переключениями ступеней режима работы переключения производятся при отключении оборудования от сети или на холостом ходу во вторичной цепи, если это допустимо.
Тоже самое касается работы с балластными реостатами, переключение надо производить максимально быстро, чтоб контакты не обгорели.
Все виды сварочного оборудования подлежат профессиональным периодическим работам и ремонту. При профессиональных работах (в нормальных условиях) воздухом продувается внутренняя часть, для удаления металлической пыли, проверяются контакты, зачищаются и подтягиваются, подвижные части смазываются.
На ИП установлены нормативные сроки осмотра текущего и капитального ремонта.
Трансформаторы, выпрямители, преобразователи – осмотр 1р. в месяц, текущий ремонт 1р. в месяц, капитальный ремонт 1р. в 6 лет. Срок службы порядка 10-12 лет расчетный.
Для специальных ИП и установок осмотр 1раз в неделю, текущий ремонт раз в 3 месяца, капитальный ремонт 1раз в 3 года.
Более детально сроки регламентных работ в книгах Милютина В.С. или О.Н. Братковой.
Измерение электрических характеристик
|
|
|
источников питания
1. Измерение тока в сварочной цепи.
Если ток переменный, то трансформатор тока использовать нельзя. Для измерения используют шунты.

Шунты стандартные, падение напряжения на них чаще всего 75 mВ при номинальном токе шунта. Для того, чтобы сопротивление шунта не менялось при нагреве их изготавливают из константана (медный сплав с очень малым ТКС).
2. Схемы для измерение ВСХ ИП
На переменном токе

На постоянном токе
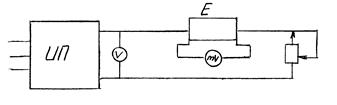
Балластный реостат

3. Порядок проверки диапазона регулирования тока ИП для ручной дуговой сварки покрытыми электродами

|
|
|
