 |


Микроструктурный анализ металлов и сплавов
|
|
|
|
Для изучения строения металлов и сплавов проводят микроскопический анализ. Из исследуемых металлов или сплавов приготавливают шлифы. Для их изготовления отрезают кусочек металла (сплава) и опиливают по поверхности напильником или обрабатывают на абразивном круге. Далее плоскость шлифа шлифуют наждачной бумагой различных номеров, а затем полируют на вращающемся диске, который обтянут сукном и смочен водной взвесью порошка оксида алюминия или оксида хрома. Отполированный шлиф должен иметь зеркальную поверхность, которую для выявления структуры протравливают реактивом (обычно слабые спиртовые растворы кислот). При травлении шлифа в первую очередь растворяются границы между зёрнами.
Для изучения внутреннего строения (структуры) металлов и сплавов используют оптические микроскопы, работающие в отражённом свете. При рассмотрении шлифа под микроскопом видны границы зёрен, различные структурные составляющие и включения.
Строение технически чистых металлов
В окуляре микроскопа при изучении структур технически чистых металлов вследствие однородности химического состава по объёму зёрен наблюдают только протравленные границы.
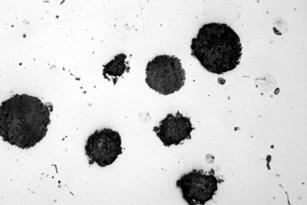
Если плотность упаковки атомов по различным кристаллографическим плоскостям изменяется мало, то все зёрна окрашены примерно одинаково (Fe, Ni на рис. 2.6, а). В противном случае (Cu на рис 2.6, б) различно ориентированные зёрна существенно отличаются по интенсивности окраски.
Часто на шлифах наблюдаются линии сдвига или двойники.
 |  |
а) б)
Рис. 2.6. Структуры чистых металлов: технически чистые железо (а) и медь (б)
Р А Б О Т А 3
ДИАГРАММА СОСТОЯНИЙ СПЛАВОВ
ЖЕЛЕЗА С УГЛЕРОДОМ
|
|
|
Железо с углеродом образует химическое соединение Fe3C (6,67 % C), называемое цементитом (Ц). Учитывая, что химическое соединение делит диаграмму состояний как бы на независимые диаграммы (см. работу 3), обычно рассматривают не полную диаграмму состояний Fe - C, а только её часть до 6,67 % С.
 Рис. 3.1. Кривая охлаждения технически чистого железа
Рис. 3.1. Кривая охлаждения технически чистого железа
| Технически чистое железо (рис. 5.1) полиморфно и имеет четыре критические точки: 1539 °С - точка кристаллизации; 1392 °С - температура, при которой происходит перекристаллизация из Fed в Feg, т. е. перестройка кристаллической решётки из объёмноцентрированного куба в гранецентрированный куб; 911 °С - температура перекристаллизации Feg в Fea, т. е. перестройка решётки из гранецентрированного куба в объемноцентрированный; при 768 °С изменяются магнитные свойства железа с сохранением решётки объемноцентрированного куба. Ниже 768 °С железо магнитно, выше 768 °С - немагнитно. Плотность упаковки кристаллической решётки Feg больше, чем Fea. Вследствие этого превращение Feg ® Fea происходит с увеличением объёма, что приводит к возникновению внутренних структурных напряжений. |
На рис. 3.2 приведена упрощённая диаграмма состояний Fe - C (без детального изображения левого верхнего угла). По оси абсцисс отложено процентное содержание углерода. Линия АСD - линия ликвидус, АЕСF - линия солидус.
Для фаз и структурных составляющих сплавов железа с углеродом общеприняты следующие названия:
Л1(А+Ц) ®Л2(П+Ц) А®П(Ф+Ц) стали чугуны
Доэвтектоидные эвтектектоидная Заэвтектектоидные Fe3C (Цементит) –хим. Соед. Железа с углеродом
1147 оС: Мех. смесь из жидкости – наз эвтектика из А+Ц = Ледебурит 1 (А+Ц)
727 оС: Мех. смесь из аустенита – наз эвтектоид из Ф+Ц = Перлит Ледебурит 2 (П+Ц)

Рис. 3.2 Упрощённая диаграмма состояний Fe - C
| Сплав II | Сплав III | Сплав IV |
| Доэвтектоидная – Ф+П (Ф+Ц) Сталь 40 | Эвтектоидная – П- У8 | Заэвтектоидная – П+ЦII У9 |

| 
| 
|
100%П- 0,8%С
|
|
|
50%П+50%Ф-0,4%С
25%П+75%Ф-0,2%С
Рис. 3.3. Структура углеродистых сталей
| Сплав V | Сплав VI | Сплав VII |
| Доэвтектический – П+Л2+ЦII | эвтектический | Заэвтектический |

| 
| 
|
Рис. 3.4. Структура белых чугунов
аустенит - ограниченный твёрдый раствор углерода в Feg (в ГЦК-решетке);
феррит - ограниченный твёрдый раствор углерода в Fea (в ОЦК-решетке);
перлит - эвтектоид (образуется из твердого аустенита), состоящий из чередующихся пластинок цементита в феррите;
ледебурит - эвтектика (механическая смесь, образовавшаяся из жидкости при температуре 1147°С, называется Л1(А+Ц) - эвтектика из аустенита и цементита; из твердого (вместо Л1) Л2 (П+Ц) - эвтектика из перлита и цементита, в которой А превращается в перлит.
Технически чистое железо имеет следующие механические характеристики:
sВ» 300 МПа - временное сопротивление разрыву;
s0,2» 150 МПа - предел текучести при растяжении;
d» 50 % - относительное удлинение;
y» 75 % - относительное сужение;
KCU» 300 Дж/см2 - ударная вязкость;
HB» 800 МПа - твёрдость по Бринеллю.
Второй фазой изучаемой диаграммы является карбид железа - цементит (Fe3С). Он обладает высокой твёрдостью (HV 8000 МПа) и хрупкостью.
Для расшифровки диаграммы состояний Fe - C необходимо рассмотреть превращения при охлаждении последовательно в сплавах I, III, II, IV, VI, V и VII.
Рассмотрим превращения в сплаве I:
температура t 2 - начало кристаллизации аустенита. В интервале температур t 2- t 3 cуществуют две фазы (ж. р. + А);
температура t 3 - полностью заканчивается кристаллизация аустенита; в интервале температур t 3- t 4 аустенит охлаждается без образования новых фаз;
температура t 4 - начало кристаллизации феррита, которая заканчивается при температуре t 5;
температура t 6 - начало кристаллизации ЦIII.
Сплавы железа с углеродом, содержащие до 2,14 % углерода, называют сталями (рис. 3.3). Сплавы с содержанием углерода свыше 2,14 % называют чугунами (рис. 3.4).
По структуре стали делят на:
1) доэвтектоидные, содержащие до 0,8 % C;
2) эвтектоидные - 0,8 % С;
3) заэвтектоидные - от 0,8 до 2,14 % C.
По назначению различают:
1) конструкционные стали (до 0,6 % С);
2) рессорно-пружинные (0,6-0,8 % С);
3) инструментальные (0,7 и более процентов углерода).
По содержанию углерода стали подразделяют:
|
|
|
на малоуглеродистые (содержат до 0,25 % С);
среднеуглеродистые (0,25-0,6 % С);
высокоуглеродистые - свыше 0,6 % С.
Конструкционные стали разделяют на две группы по качеству (в соответствии с содержанием вредных примесей - серы и фосфора):
а) сталь углеродистая обыкновенного качества, (ГОСТ 380-94) следующих марок: Ст0, Ст1кп, Ст1пс, Ст1сп, Ст2кп, Ст2пс, Ст2сп, Ст3кп, Ст3пс, Ст3сп, Ст4кп,Ст4пс,Ст4сп, Ст5пс, Ст5сп, Ст6пс, Ст6сп. Буквы Ст обозначают "Сталь", цифры – условный номер марки в зависимости от химического состава (чем больше номер, тем больше в стали углерода и ниже пластичность), буквы кп, пс, сп – степень раскисления (кп – кипящая, пс – полуспокойная, сп – спокойная). Прокат из этих сталей, в зависимости от нормируемых показателей, подразделяют на категории: 1, 2, 3, 4, 5, 6. Прокат категории 1 поставляют по механическим характеристикам, 2 –6 — по механическим характеристикам и химическому составу, для категорий 3-6 дополнительно регламентируют ударную вязкость. Номер категории добавляют к обозначению марки стали, например, Ст3пс1, Ст5сп2 (ГОСТ 535-88, 16523-97 и др.);
б) сталь углеродистая качественная конструкционная (ГОСТ 1050-74). Поставляют стали марок: сталь 05, 08, 10, 15, 20,25,30,35,40,45,50, 55, 60.
Рессорно-пружинные стали поставляют по ГОСТ 14959-79 следующих марок: сталь 65, 70, 75, 85. Цифры в маркировке означают среднее содержание углерода в сотых долях процента.
Сталь 20 – 0,2%C
Сталь 40 - 0,4%С
У8 – 0,8%С
Сталь инструментальную углеродистую (ГОСТ 1435-90) поставляют двух групп по качеству:
- качественные марок У7, У8 - У13;
- высококачественные, более чистые по содержанию серы и фосфора, марок У7А, У8А - У13А.
Буквы и цифры в обозначении марок стали означают: У - углеродистая, следующая за ней цифра - среднее содержание углерода в десятых долях процента.
Критические точки на диаграмме состояний Fe - Fe3C имеют общепринятое международное обозначение (см. таблицу 5.1).
Таблица 5.1.
Международные обозначения критических температур
на диаграмме железо - углерод
| Линия диаграммы | Структурные превращения | Обозначение критической точки | |
| при нагреве | при охлаждении | ||
| PSK GS SE | Аустенитно-перлитное Аустенитно-ферритное Выделение цементита из аустенита или его растворение | Аc1 Ac3 Aсm | Аr1 Ar3 Arm |
А - начальная буква французского слова Arret - остановка;
|
|
|
с - начальная буква слова chauffage - нагревание;
r - начальная буква слова refroidissement - охлаждение.
Порядок выполнения работы
1. Начертить диаграмму состояний сплавов Fe - C (Ц).
2. Определить, какие превращения протекают при охлаждении сплавов I, II, III, IV, V, VI и VII.
Записать кратко превращения в этих сплавах по схеме, как указано выше для сплава I.
3. Расшифровать диаграмму.
4. Зарисовать равновесные структуры для сплавов I, II, III и IV.
Содержание отчёта
1. Диаграмма состояний сплавов Fe - C (Ц).
2. Определения структурных составляющих.
3. Описание превращений при охлаждении сплавов I, II, IV, V, VI и VII.
4. Зарисовки равновесных структур сплавов I, II, III и IV.
Р А Б О ТА 4
ПРЕДВАРИТЕЛЬНАЯ ТЕРМИЧЕСКАЯ ОБРАБОТКА
УГЛЕРОДИСТЫХ СТАЛЕЙ
Предварительную термическую обработку выполняют для обеспечения требуемых технологических свойств материала заготовок (отливок, поковок, проката и т.п.) и подготовки структуры к окончательной термической обработке:
уменьшения твёрдости для снижения усилий резания;
измельчения зерна с целью повышения пластичности, так как современные методы обработки конструкционных сталей связаны в основном с формообразованием за счет пластической деформации;
устранения различных дефектов структуры (cтрочечности, ферритной сетки, видманштеттовой структуры) и получения равномерного распределения структурных составляющих;
снятия внутренних напряжений.
При назначении термической обработки сталей следует руководствоваться частью диаграммы состояний сплавов Fe-С для сталей
(рис. 4.1).
В качестве предварительной термической обработки сталей проводят отжиг или нормализацию.

Рис. 4.1. Часть диаграммы состояний сплавов Fe - C для сталей
(нанесены температурные интервалы отжига и нормализации)
0,8%С -100%П
Сталь 40: 0,4%С- 50%П+50%Ф
Цементит (Ц) Fe3C HRC=80
Отжиг - нагрев доэвтектоидной стали до температуры на 30-50 °С выше линии Ас3, выдержка и медленное охлаждение с печью (скорость охлаждения 20-30 град/ч).
При нормализации в отличие от отжига охлаждение производят на спокойном воздухе (скорость охлаждения 3 град/с). Нагрев доэвтектоидных сталей при предварительной термической обработке выше линии Ас3 (рис. 4.2) необходим для измельчения зерна в сплавах в результате полной перекристаллизации. При этом следует учитывать, что излишне высокая температура вызывает рост зерна и, следовательно, охрупчивание стали. Такой дефект структуры носит название перегрева. Нагрев же стали в межкритический интервал температур (ниже линии Ас3, но выше Ас1) не приводит к полной перекристаллизации (измельчается только зерно перлита).
|
|
|

Рис. 4.2. Графики отжига и нормализации для доэвтектоидной стали
Нормализация приводит к несколько более высокой твёрдости, чем отжиг.
Для сталей, содержащих 0,25-0,5 % углерода, повышение твёрдости которых при нормализации невелико, выгоднее проводить нормализацию; для более высокоуглеродистых сталей, содержащих 0,55-0,75 % С - отжиг, но, возможно, и нормализацию - в зависимости от используемой в дальнейшем технологии.
Малоуглеродистые стали (до 0,25 % С) необходимо подвергать только нормализации, чтобы сталь, имея структуру феррит + перлит (небольшое количество), была пластичной. После отжига эти стали будут иметь структуру феррита и цементита, расположенного по границам ферритных зерен, что сильно охрупчивает стали.
Измельчение зерна при отжиге или нормализации доэвтектоидных сталей в результате перекристаллизации происходит как при нагреве, так и при охлаждении (рис. 4.3).

Рис. 4.3. Схема изменения размера зерна перлита в стали У8
в процессе термической обработки
sт=кd-1/2
Предварительная термическая обработка доэвтектоидных сталей приводит к формированию близкой к равновесному состоянию мелкозернистой структуры равномерно распределенных феррита и перлита (рис. 4.4).
Заэвтектоидные инструментальные стали имеют исходную структуру перлит + вторичный цементит, при этом в ряде случаев при некачественно проведенной горячей обработке давлением (ковке, прокатке и др.) вторичный цементит расположен в виде сетки по границам перлитных зерен.
| Рис. 4.4. Структура стали 40 после отжига или нормализации |
 Такая структура приводит к повышенной хрупкости стали и затрудняет ее механическую обработку, а после дальнейшей закалки инструмент будет хрупок и неработоспособен. Поэтому в первую очередь необходимо избавиться от сетки вторичного цементита. Для этого заэвтектоидную сталь нагревают до температуры, при которой вторичный цементит полностью растворится, т. е. на 30-50 °С выше линии Асm (но обычно не выше 920-950 °С), выдерживают при этой температуре и ускоренно охлаждают на воздухе или в масле (в зависимости от сечения заготовки). Если же охлаждать медленно, например, с печью, то вторичный цементит успевает вновь выделиться избирательно по границам перлитных зерен.
Такая структура приводит к повышенной хрупкости стали и затрудняет ее механическую обработку, а после дальнейшей закалки инструмент будет хрупок и неработоспособен. Поэтому в первую очередь необходимо избавиться от сетки вторичного цементита. Для этого заэвтектоидную сталь нагревают до температуры, при которой вторичный цементит полностью растворится, т. е. на 30-50 °С выше линии Асm (но обычно не выше 920-950 °С), выдерживают при этой температуре и ускоренно охлаждают на воздухе или в масле (в зависимости от сечения заготовки). Если же охлаждать медленно, например, с печью, то вторичный цементит успевает вновь выделиться избирательно по границам перлитных зерен.
Основной задачей предварительной обработки заэвтектоидной стали является получение перлита с зернистой формой цементита, т. е. структуры, в которой в ферритной основе достаточно равномерно распределены мелкие включения цементита округлой формы. Такая структура обеспечивает еще большее снижение твердости, а при последующей закалке - более однородный и мелкозернистый (скрытокристаллический) мартенсит при уменьшенном содержании остаточного аустенита, большую стойкость к перегреву, минимальную склонность к растрескиванию и изменению размеров после закалки и отпуска.
Главным условием образования перлита с зернистой формой цементита является фиксация при охлаждении неоднородного по углероду твердого раствора (аустенита). Из однородного (гомогенного) аустенита при медленном охлаждении всегда образуется цементит пластинчатой формы. На практике отжиг проводят путем нагрева стали выше точки Ас1 (до 740-770 °С) с последующей длительной изотермической выдержкой при температуре 660-700 °С (наиболее технологичный режим) или с последующим непрерывным охлаждением с печью со скоростью не более 50 град/ч до 500-600 °С и далее на воздухе (рис. 4.5). Для отдельных заготовок инструментов и небольших их партий возможен маятниковый отжиг, сокращающий время обработки.

Рис. 4.5. График термической обработки заэвтектоидной инструментальной стали на перлит с зернистой формой цементита
Эвтектоидную инструментальную сталь, которая после горячей механической обработки приобретает структуру пластинчатого перлита, а также заэвтектоидную, имеющую после качественно проведенной ковки структуру пластинчатого перлита и равномерно распределенный глобулярный вторичный цементит (рис. 4.6, а), тоже необходимо обрабатывать на перлит с зернистой формой цементита (рис. 4.6, б). Для этого достаточно провести такую же термическую обработку, но без первого этапа (нормализации).

| 
|
а) б)
Рис. 4.6. Структура инструментальной стали У8
перлит с пластинчатой (а) и зернистой (б) формой цементита
Твёрдость сталей после предварительной термической обработки в зависимости от содержания углерода и формы цементита показана на рис. 4.7. 
Рис. 4.7. Твёрдость сталей после предварительной термической
обработки в зависимости от содержания углерода и формы цементита
отожженная сталь 20: НВ=1200 МПА=12НRС
закаленная сталь 20: 39 НRС
НВ=100*НRC
3400 34
Отожженная У8: 2500МПа=25 НRС
Закаленная У8: 61 НRС
Порядок выполнения работы
1. Зарисовать часть диаграммы состояний Fe - C для сталей.
2. Просмотреть коллекцию шлифов:
шлиф № 1 - технически чистое железо (армко-железо);
шлиф № 2 - доэвтектоидная малоуглеродистая сталь после нормализации;
шлиф № 3 - доэвтектоидная среднеуглеродистая сталь после нормализации;
шлиф № 4 - эвтектоидная сталь после отжига;
шлиф № 5 - заэвтектоидная сталь после полного отжига или горячей механической обработки с окончанием деформирования вблизи Асm;
шлиф № 6 - заэвтектоидная сталь после термической обработки на перлит с зернистой формой цементита.
3. Для доэвтектоидных сталей (шлифы 2 и 3) определить процентное содержание углерода по микроструктуре.
4. Зарисовать структуры сталей.
5. Рядом с каждой структурой зарисовать график термической обработки для получения этой структуры.
Содержание отчёта
1. Часть диаграммы состояний Fe - C для сталей.
2. Зарисовки микроструктур сталей с указанием марки, названия стали по структуре и назначению.
3. Графики термической обработки рядом с каждой структурой с указанием критических точек и охлаждающих сред.
Р А Б О Т А 5
ОКОНЧАТЕЛЬНАЯ ТЕРМИЧЕСКАЯ ОБРАБОТКА
УГЛЕРОДИСТЫХ СТАЛЕЙ
Окончательной термической обработкой завершают формирование свойств материала изделия путем изменения его структуры. При этом стремятся в зависимости от назначения изделия получить наилучшее сочетание прочности, пластичности и вязкости разрушения. Закалка, точнее, закалка с отпуском, обеспечивают более высокий комплекс механических характеристик по сравнению с нормализацией (отжигом).
Цель закалки сталей - получение мартенситной структуры в доэвтектоидных сталях и мартенсита с цементитом в заэвтектоидных сталях.
В условиях медленного охлаждения доэвтектоидной стали (при отжиге) происходит диффузионное фазовое превращение аустенита в перлит - грубодисперсную структурную составляющую, состоящую из феррита и чередующихся пластинок цементита. Напротив, быстрое охлаждение при закалке обеспечивает переохлаждение аустенита до относительно низких температур без его диффузионного распада. В углеродистых сталях при этом имеет место бездиффузионное фазовое превращение аустенита в мартенсит.
При непрерывном медленном охлаждении со скоростью V1, (рис. 5.1) перлитное превращение может начаться и закончиться ниже 7270 С. С возрастанием скорости охлаждения (V3 > V2 > V1) снижается температура распада аустенита, что приводит к измельчению пластинок феррито-цементитной смеси.
В результате образуются структуры перлита, сорбита и троостита, отличающиеся размерами ферритных и цементитных образований (степенью дисперсности) и, следовательно, разными механическими свойствами.
Крупнопластинчатая ферритно-цементитная смесь у перлита обеспечивает наиболее высокие значения ударной вязкости, относительного удлинения и относительного сужения по сравнению с сорбитом и трооститом, а твердость, предел прочности и предел текучести - самые низкие.
Дисперсная мелкозернистая структура троостита обеспечивает более высокие показатели твердости и прочностных свойств; сорбит по показателям тех
значения механических свойств получаемой перлито-цементитной структуры занимают промежуточное положение между перлитом и трооститом.
При дальнейшем росте скорости охлаждения (V4) только часть аустенита может перейти в феррито-цементитную смесь (троостит); а оставшийся аустенит претерпевает бездиффузионное превращение в пересыщенный твердый раствор углерода в Fea, который называется мартенситом.
Вектор скорости Vкр, касательный к выступу С - образной изотермической кривой (рис. 5.1) и характеризующий минимальную скорость непрерывного охлаждения, при которой полностью подавляется диффузионный распад, называется критической скоростью охлаждения (критической скоростью закалки).
При непрерывном охлаждении с еще большей скоростью (V5 > V4) диффузионное перераспределение углерода полностью исключается и происходит только мартенситное превращение за счет перестройки кубической гранецентрированной решетки аустенита в кубическую объемноцентрированную решетку a - железа при сохранении концентрации углерода исходной структуры. При этом часть аустенита может остаться непревращенным.
Решетка a - железа способна разместить ограниченное количество углерода - не более 0,02 %. Поэтому избыточное количество углерода исходного аустенита (max - 2, 14%) искажает кубическую объемноцентрированную решетку a- железа до тетрагональной объемноцентрированной решетки. Величина отношения периодов с/ а - тетрагональность решетки мартенсита - возрастает с увеличением содержания углерода (рис. 5.2).
Мн (температура начала мартенситного превращения) и Мк (температура окончания мартенситного превращения) определяются содержанием углерода в стали; чем больше углерода в аустените, тем ниже температура Мн и Мк (рис. 5.3). Количество остаточного аустенита зависит от содержания углерода в стали. В высокоуглеродистых сталях количество остаточного аустенита повышенное.
Из всех возможных структур, получаемых при непрерывном охлаждении аустенита, мартенсит обладает максимальными значениями твердости, предела прочности (рис. 5.4).
Однако, значение ударной вязкости, относительного удлинения и относительного сужения мартенсита - самые минимальные по сравнению с другими структурами.
Высокая твердость мартенсита определяется количеством растворенного углерода: с увеличением концентрации углерода в решетке a - железа значение твердости возрастает.

Рис. 5.1. Диаграмма изотермического распада аустенита (с-образные кривые)

Рис. 5.2. Модели кристаллических ячеек феррита и мартенсита

Рис. 5.3. Влияние содержания углерода на положение
мартенситных точек Мн и Мк

Рис 5.4. Влияние температуры отпуска на механические свойства стали с 0,4 % С
Закалка сталей - это нагрев доэвтектоидных cталей до температуры на 30-50 °С выше линии Ас3, а для заэвтектоидных на 30-50 °С выше линии Ас1, выдержка с последующим быстрым охлаждением со скоростью, препятствующей диффузионному распаду аустенита. При закалке, как указано выше, происходит бездиффузионное превращение аустенита в мартенсит.
Для доэвтектоидных сталей проводят полную закалку (структура - мартенсит, рис. 5.5, а), а для заэвтектоидных инструментальных сталей - неполную (структура - мартенсит и цементит (рис. 5.5, б)).
Чтобы аустенит претерпевал при непрерывном охлаждении только бездиффузионное превращение в мартенсит, его необходимо охлаждать со скоростью, большей или равной критической скорости закалки. Углеродистые стали при закалке обычно охлаждают в воде или 5-10% водных растворах солей или щелочей.
Мартенсит имеет наибольшую твёрдость, уступая в этом только цементиту. С увеличением содержания углерода в мартенсите твёрдость его возрастает и достигает около HRCэ 60 при содержании углерода 0,6 % и более (рис. 5.6).

| 
| |
| а | б | |
| Рис. 5.5. Структура закаленных доэвтектоидной и заэвтектоидной сталей: мартенсит (а) и мартенсит с цементитом вторичным (б) |

Рис. 5.6.Твёрдость мартенсита углеродистых сталей
в зависимости от содержания углерода
При закалке на мартенсит возникают остаточные напряжения (термические и структурные), которые могут с течением времени привести к изменениям размеров и формы готового изделия и даже его разрушению.
Поэтому стали после закалки на мартенсит обязательно подвергают отпуску. При отпуске закалённой стали ее нагревают до температур, не превышающих Ас1, с целью формирования структуры, обеспечивающей необходимые эксплуатационные свойства изделия и уменьшения или снятия внутренних закалочных напряжений.
При нагреве до температуры ниже Ас1 мартенсит претерпевает превращения, приводящие к более устойчивому (равновесному) состоянию. Выбор температуры нагрева при отпуске определяется требованиями, предъявляемыми к изделиям.
Различают три вида отпуска:
- низкий отпуск - до 150-200 °С приводит к перераспределению углерода в решетке Fea и снижает остаточные напряжения при сохранении или незначительном снижении твёрдости; применяется для изделий, которые должны обладать высокой твердостью (инструмент, пары трения в машинах). Структура называется мартенситом отпуска (рис. 5.7, а);
- средний отпуск при 350-400 °С приводит к полному распаду мартенсита с образованием цементита, представляющего собой субмикроскопические частицы, распределенные с высокой плотностью в феррите. Плотность распределения частиц цементита столь высока, что в оптическом микроскопе эта структура не разрешается. Такую структуру называют троститом (рис. 5.7, б). Тростит характеризуется высоким сопротивлением малым пластическим деформациям. Пружинно-рессорные стали должны иметь высокий предел упругости при достаточной пластичности, поэтому для упругих элементов (пружины, рессоры, мембраны) назначают полную закалку и средний отпуск;
- высокий отпуск сталей при 550-650 °С вызывает коагуляцию (укрупнение) частиц цементита и уменьшение плотности распределения их в феррите. Эту структуру называют сорбитом (рис. 5.7, в). В результате высокого отпуска снижается сопротивление пластическим деформациям (предел текучести, твёрдость), и увеличиваются вязкость и пластичность. Закалка с высоким отпуском обеспечивает более высокие предел текучести и вязкость, чем нормализация. Особенно повышается сопротивление стали зарождению и развитию трещин. Поэтому этот вид термической обработки называют улучшением. Материал валов и других деталей машин должен иметь высокий предел текучести при уровне пластичности y=30-55 % или ударной вязкости KCU=50-60 Дж/см2 в зависимости от условий работы и размеров детали. Для тяжелонагруженных деталей машин (валы, штоки, оси, шестерни, лопатки и др.), как правило, проводят улучшение.

а б в
Рис. 5.7. Структура отпущенной стали (0,6% С), х500: а — мартенсит отпуска;
6 — троостит; в — сорбит
Свойства стали после закалки и отпуска зависят от температуры отпуска. Таким образом, с помощью различных видов термической обработки можно получать разные структурные состояния и, следовательно, различные механические характеристики стали одного и того же состава.
Порядок выполнения работы
Работа выполняется в течение двух занятий.
Каждый студент в виртуальном режиме выполняет один 6 режимов термической обработки доэвтектоидной конструкционной стали 40: нормализацию, полную закалку в масле, полную закалку в воде, полную закалку в воде + низкий, средний или высокий отпуск, на стандартных образцах для испытаний на ударный изгиб. Результаты испытаний заносят в таблицу 5.1.
Таблица 5.1
Результаты механических испытаний
| № п/п | Режим термической обработки | Структура | Механические характеристики | |
| KCU, Дж/см2 | НВ,МПа | |||
По результатам иcпытаний строят графики зависимостей механических характеристик от температуры отпуска и делают выводы о том, какие из исследованных режимов термической обработки наилучшим образом обеспечивают получение требуемых свойств материала изделий.
Р А Б О Т А 6
МИКРОСТРУКТУРНЫЙ АНАЛИЗ ЧУГУНОВ
Чугунами называют железоуглеродистые сплавы с содержанием углерода более 2,14 %.
Различают:
· белый чугун, в структуре которого углерод находится в химически связанном с железом состоянии - в форме цементита. На диаграмме железо - цементит представлены белые чугуны (см. рис. 3.4);
· серый чугун - со структурно свободным графитом в виде пластинок или чешуек (рис. 6.1, а, б);
ковкий чугун, содержащий хлопьевидный графит (рис. 6.1, в);
высокопрочный чугун, содержащий шаровидные включения графита (рис. 6.1, г).
Графит и цементит представляют собой стабильную и метастабильную высокоуглеродистые фазы чугуна. Образование цементита из жидкости и из твёрдого раствора (аустенита) более выгодно кинетически: кристаллические структуры цементита и аустенита близки, работа образования зародыша меньше, нет необходимости в значительной диффузии элементов. Термодинамические факторы способствуют образованию графита, он более устойчивая фаза. Степень графитизации чугуна (развитость процесса образования графита) зависит от температуры плавления (перегрева), скорости охлаждения, содержания углерода, кремния и других элементов. Элементы, увеличивающие отбеливаемость (способствующие образованию карбидов), можно расположить в порядке возрастания эффективности их влияния следующим образом: Mn, W, Mo, Sn, Cr, V, S, Te.
В группе элементов, уменьшающих отбеливаемость (не образующих карбиды), эффективность их влияния нарастает в следующем порядке: Cu, Co, Ni, Al, Si. Фосфор - полезная примесь в чугуне, он улучшает жидкотекучесть.
Б е л ы й ч у г у н
Белый чугун имеет ограниченное применение. Изготавливают детали с отбеленной поверхностью, работающие в условиях абразивного износа и незначительных нагрузок (прокатные, мельничные валки). Белый чугун применяют главным образом как передельный чугун (полуфабрикат). Белый чугун хорошо сопротивляется статическому сжатию. Его механические свойства характеризуются следующими показателями: sв = 200-400 МПа, НВ = 4500-5500 МПа. Белый чугун очень хрупок.
С целью увеличения характеристик износостойкости и пластичности белые чугуны легируют Cr, Ni, Si, Mn, Cu, Mo, W, Ti, Al, Co и другими элементами. Такое легирование белых чугунов переводит их в класс чугунов со специальными свойствами.
С е р ы й ч у г у н
Серыми называют чугуны, в которых весь углерод или часть его находится в свободном состоянии в виде графитных включений пластинчатой формы (рис. 6.1, а).

| 
| |
| а) СЧ, пластинчатый графит | б) МСЧ, вермикулярный графит | |

| 
| |
| в) КЧ, хлопьевидный графит | г) ВЧ, шаровидный графит |
| Рис. 6.1. Форма графита в чугунах: серый чугун обычного (а) и повышенного (б) качества (модифицированный); ковкий (в) и высокопрочный (г) чугун. Шлифы без травления |
По структуре металлической основы серый чугун разделяют на ферритный, ферритно-перлитный и перлитный (рис. 6.2).
 Рис. 6.2. Схема микроструктур графитизированных чугунов: а) серые; б) высокопрочные; в) ковкие; г) с вермикулярным графитом
Рис. 6.2. Схема микроструктур графитизированных чугунов: а) серые; б) высокопрочные; в) ковкие; г) с вермикулярным графитом
 а)
а)
|  а)
а)
| ||
 б) б)
| |||
 в)
в)
|  б)
б)
| ||
| Рис. 6.3. Структура серого чугуна (шлифы после травления): а – …. основа б – …. основа в – …. основа | Рис. 6.4. Литье серого чугуна, отливки из серого чугуна СЧ20 (sв, МПА/10), СЧ25, СЧ45 |

| 
| 
|
| а) | ||

| 
| 
|
| б) | ||
| Рис. 6.5. Структура ковкого чугуна (шлифы после травления): а – …. основа б – …. основа в – …. основа | 
| 
|
Рис. 6.6. Отливки из ковкого чугуна

| 
| |

| 
| |

| 
| |
| Рис. 6.7. Структура высокопрочного чугуна (шлифы после травления): а – …. основа б – …. основа в – …. основа | Рис. 6.8. Изделия из ВЧ: блок цилиндров ДВС, коленчатые валы ДВС |
Механические характеристики серого чугуна зависят от формы и размеров графитных включений. Фактически графитные включения можно рассматривать как трещины в металле, вследствие чего серый чугун имеет низкие механические свойства по сравнению со сталью, особенно при испытании на растяжение.
Серому литейному чугуну при любой металлической основе свойственны почти полное отсутствие относительного удлинения и очень низкая ударная вязкость.
Если твёрдость зависит главным образом от металлической структуры основы, то такие характеристики, как предел прочности при растяжении (sв(р) ) и изгибе (sв(изг)), зависят от сочетания формы и размеров графита и типа металлической основы. Предел прочности чугуна при изгибе существенно выше предела
|
|
|
