 |


Условные обозначения допусков формы и расположения
|
|
|
|
Стандартизация отклонений формы, расположения и шероховатости поверхностей деталей
Отклонения и допуски формы и расположения поверхностей
Термины и определения, относящиеся к основным отклонений и допусков формы и расположения, установлены ГОСТ 24642-81.
Под отклонением формы поверхности понимают отклонение формы реальной поверхности от формы номинальной (заданной чертежом). В основу нормирования и количественной оценки отклонений формы и расположения поверхности положен принцип прилегающих прямых (рис.4.1.), поверхностей и параллелей (рис.4.2.).
Прилегающая прямая - это прямая, соприкасающаяся с реальным профилем и расположенная вне материала детали так, чтобы отклонение от нее наиболее удаленной точки реального профиля в пределах нормируемого участка имело максимальное значение.
Профиль поверхности - это линия пересечения (или контур) поверхности с плоскостью или заданной поверхностью.
Прилегающая окружность - это окружность минимального диаметра, описанная вокруг реального профиля наружной поверхности вращения, или максимального диаметра, вписанного в реальный профиль внутренней поверхности вращения.
Прилегающая плоскость - это плоскость соприкасающаяся с реальной поверхностью и расположенная вне материала детали так, чтобы отклонение от нее наиболее удаленной точки реальной поверхности в пределах нормируемого участка имело минимальное значение.
Прилегающий цилиндр - это цилиндр минимального диаметра, описанный вокруг реальной наружной поверхности, или максимального диаметра, вписанный в реальную внутреннюю поверхность.
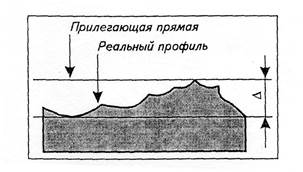
Рис.4.1.Прилегающая прямая и реальный профиль
|
|
|
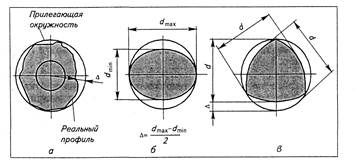
Рис.4.2.Отклонение формы цилиндрических поверхностей в поперечном сечении
Приняты следующие буквенные обозначения:
∆ - отклонения формы или расположения поверхностей; T - допуск формы или допуск расположения; L - длина нормируемого участка.
Отклонение от круглости - наибольшее расстояние от точек реального профиля до прилегающей окружности (рис.4.2,а).
Допуск круглости - наибольшее допустимое значение отклонения от круглости.
Частными видами отклонений от круглости являются овальность и огранка.
Овальность - отклонение от круглости, при которой реальный профиль представляет собой овалообразную фигуру, причем наибольший и наименьший диаметры последней находятся во взаимно перпендикулярных направлениях (рис.4.2,б).
Огранка - отклонение от круглости, при которой реальный профиль представляет собой многогранную фигуру (рис.4.2,в).
Отклонение от цилиндричности определяется наибольшим расстоянием от точек реальной поверхности до прилегающего цилиндра.
Отклонение профиля продольного сечения цилиндрической поверхности- наибольшее расстояние от точек реального профиля, лежащих в плоскости, проходящей через ее ось, до соответствующей стороны прилегающего профиля в пределах нормируемого участка. Частными видами отклонения профиля продольного сечения являются конусообразность, бочкообразность и седлообразность (рис.4.3.)

Рис.4.3. Отклонение профиля продольного сечения цилиндрической поверхности
Конусообразность - отклонение профиля продольного сечения, при котором образующие прямолинейны, но непараллельны (рис.4.3,б).
Бочкообразность – отклонение профиля продольного сечения, при котором образующие непрямолинейны и диаметры увеличиваются от краев к середине сечения (рис. 4.3, в)
Седлообразность - отклонение профиля продольного сечения, при котором образующие не прямолинейны и диаметры уменьшаются от краев к середине сечения (рис.4.3,г).
|
|
|
Отклонение от плоскостности - определяют как наибольшее расстояние от точек реальной поверхности до прилегающей плоскости в пределах нормируемого участка. Частными видами отклонений от плоскости являются выпуклость и вогнутость.
Отклонение от прямолинейности в плоскости определяются наибольшим расстоянием от точек реального профиля до прилегающей прямой.
Отклонением расположения поверхности называют отклонение реального расположения поверхности (профиля) от его номинального расположения.
При оценке отклонений расположения поверхностей используют такой термин как база.
База - поверхность, линия, точка принадлежащая заготовке или детали и используемая для базирования.
Рассмотрим некоторые отклонения расположения поверхностей.
Отклонение от параллельности плоскостей- это разность ∆=a-b наибольшего и наименьшего расстояний между плоскостями в пределах нормируемого участка (рис.4.4.). Допуск Т параллельности- наибольшее допускаемое значение отклонения от параллельности.
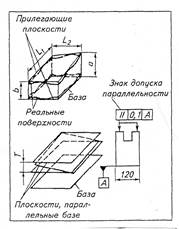
Рис.4.4. Отклонение от параллельности плоскостей
Отклонение от соосности относительно оси базовой поверхности- наибольшее расстояние ∆ между осью рассматриваемой поверхности вращения и осью базовой поверхности на длине нормируемого участка L (рис.4.5,а).
Отклонение от соостности относительно общей оси - наибольшее расстояние  (∆1, ∆2…) между осью рассматриваемой
(∆1, ∆2…) между осью рассматриваемой
поверхности вращения и общей осью двух или нескольких поверхностей на длине нормируемого участка L (рис.4.5,б). Допуск соосности назначают в диаметральном (предпочтительно) и радиусном выражении.
Допуск T соосности в диаметральном выражении- удвоенное наибольшее допускаемое значение отклонения от соосности; указывается со значком перед числовым значением допуска.
Допуск R соосности в радиусном выражении указывается со значком R перед числовым значением допуска.
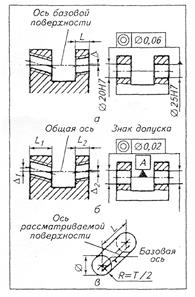
Рис.4.5. Отклонение от соосности
Радиальное биение - разность наибольшего и наименьшего расстояний от точек реального профиля поверхности вращения до базовой оси в сечении плоскостью, перпендикулярной к базовой оси. Радиальное биение- результат совместного проявления отклонения от круглости профиля рассматриваемого сечения и отклонения центра этого сечения относительно базовой оси (рис.4.6.). Допуск T радиального биения- наибольшее допускаемое значение радиального биения.
|
|
|
Торцовое биение - разность ∆ наибольшего и наименьшего расстояний от точек реального профиля торцовой поверхности до плоскости, перпендикулярной к базовой оси. Торцовое биение, является суммарным отклонением торцовой поверхности от плоскостности и отклонение ‘njq поверхности от перпендикулярности относительно базовой оси (рис.4.7).Допуск T торцового биения- наибольшее допускаемое значение торцового биения.
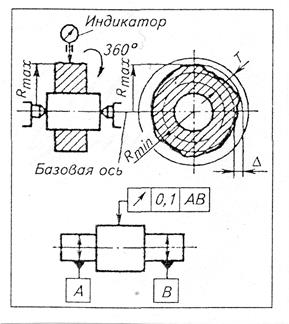
Рис.4.6. Радиальное биение
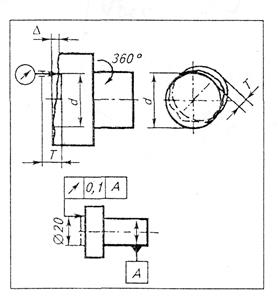
Рис.4.7. Торцовое биение
Допуски расположения (или формы), устанавливаемые для валов или отверстий, могут быть зависимыми и независимыми.
Зависимый допуск- допуск расположения, числовое значение которого переменно для различных деталей, изготовленных по данному чертежу. Это предельный допуск расположения, минимальное значение которого указывают на чертеже и которое допускается превышать на величину, соответствующую отклонению действительного размера поверхности детали от проходного предела (наибольшего предельного размера вала или наименьшего предельного размера отверстия). Обозначают зависимые допуски расположения знаком М, который помещают после предельного отклонения. Зависимые допуски расположения более экономичны, чем независимые.
Назначают зависимые допуски преимущественно для деталей соединений с гарантированным зазором.
Независимый допуск- допуск расположения, постоянный для всей совокупности деталей, изготовляемых по данному чертеже, и не
зависящий от действительных размеров рассматриваемых поверхностей.
Согласно ГОСТ 24643-81 для каждого вида допуска формы и расположения поверхностей установлено 16 степеней точности. Числовое значение допусков от одной степени к другой изменяется с коэффициентом  .
.
В зависимости от соотношения между допуском размера и допуском формы или расположения устанавливают следующие уровни относительной геометрической точности: А - нормальная; В - повышенная; С - высокая.
|
|
|
Для уровней A, B и C допуск формы или расположения в среднем составляет соответственно 60, 40 и 25 % допуска размера.
Для цилиндричности, круглости и профиля продольного сечения относительная геометрическая точность для уровней A, B и C составляет соответственно 30, 20 и 12% допуска размера.
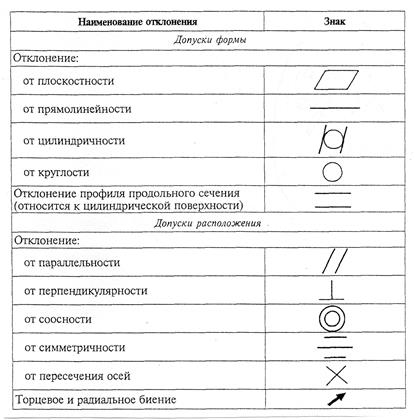
На чертеже вид допуска формы и расположения обозначают согласно ГОСТ 2.308-79 знаками (графическими символами) (табл.4.1). Знак и числовое значение допуска вписывают в рамку: на первом месте указывают знак, на втором- числовое значение допуска, на третьем- базу, относительно которой определяется допуск (рис.4.8,а). Рамку соединяют с элементом, к которому относиться допуск, сплошной линией, заканчивающейся стрелкой. Высота рамки должна превышать размер цифр на 2...3 мм. Длина Рамки зависит от количества цифр и букв. Рамку располагают горизонтально, но допускается и вертикальное ее положение. Соединяют рамку с базой прямой или ломаной линией, заканчивающейся зачерненным равносторонним треугольником
Таблица 4.1.
Условные обозначения допусков формы и расположения
Поверхностей
Когда отклонение относится к поверхности или ее профилю, рамку соединяют с контурной линией поверхности или ее продолжением (рис.4.8,б). Когда отклонение относится к общей оси или к плоскости симметрии, соединительная линия должна быть продолжением размерной линии (рис..4.8,в). Когда отклонение относится к общей оси или плоскости симметрии, то рамку соединяют с осью (рис.4.8,г).

Рис.4.8. Указание на чертежах допусков формы и расположения
Если базой служит ось центровых отверстий, то рядом с ней надо сделать надпись "Ось центров"(рис.4.8,д).
Если отклонение отнесено к любому участку заданной длины (или площади), то заданное значение длины (или площади) указывают рядом с отклонением и отделяют от него наклонной линией (рис.4.8,ж).
Если отклонение назначают на всю длину поверхности и на любой ее участок, то отклонение, заданное на участок, указывают под отклонением на всю длину поверхности (рис.4.8,з).
При указании предельных отклонений на смещение осей от номинального расположения номинальные размеры, определяющие положение осей, указывают на чертежах без предельных отклонений и заключают в прямоугольные рамки (рис.4.8,и).
Шероховатость поверхности
Шероховатостью поверхности называют совокупность неровностей поверхности с относительно малыми шагами на базовой длине l (ГОСТ 25142-82).
|
|
|
Базовой длиной называют длину участка выделенного для количественного определения неровностей, характеризующих шероховатость поверхности.
Числовые значения шероховатости поверхности определяют от единой базы, за которую принята средняя линия профиля m, т.е базовая линия, имеющая форму номинального профиля и проведенная так, что в пределах базовой длины среднее квадратичное отклонение профиля до этой линии минимально. Систему отсчета шероховатости от средней линии профиля называют системой М.
По ГОСТ 2789-73 шероховатость поверхности оценивают следующими параметрами: высотными, шаговыми и опорными.
К высотным параметрам относятся: среднее арифметическое отклонение профиля Ra, высота неровностей профиля по десяти точкам Rz и наибольшая высота неровностей Rmax. Параметр Ra предпочтительный.
Шаговыми являются: средний шаг неровностей профиля Sm средний шаг неровностей профиля по вершинам S. К опорным параметрам относится относительная опорная длина профиля tp.
Профилограмма и основные параметры шероховатости представлены на рис.4.9.
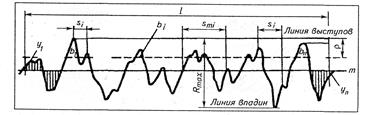
Рис.4.9. Основные параметры шероховатости поверхности.
Числовые значения выше приведенных параметров можно определить по следующим формулам:

где n - число выбранных точек профиля на базовой длине;
 - расстояние между любой точкой профиля и средней линией m, измеренное по нормали к средней линии.
- расстояние между любой точкой профиля и средней линией m, измеренное по нормали к средней линии.
 ,
,
где  - отклонения пяти наибольших выступов профиля;
- отклонения пяти наибольших выступов профиля;
 - отклонения пяти наибольших впадин профиля.
- отклонения пяти наибольших впадин профиля.
 ,
,
где n - число шагов неровностей профиля по средней линии в пределах базовой длины;
 - i - й шаг неровностей - отрезок средней линии профиля, содержащий неровности профиля.
- i - й шаг неровностей - отрезок средней линии профиля, содержащий неровности профиля.
 ,
,
где n - число шагов по вершинам в пределах базовой длины;
 - шаг неровностей профиля по вершинам, равный длине отрезка средней линии, между проекциями на нее двух наивысших точек соседних выступов профиля.
- шаг неровностей профиля по вершинам, равный длине отрезка средней линии, между проекциями на нее двух наивысших точек соседних выступов профиля.
 ,
,
где p - числовое значение уровня сечения профиля в % от наибольшей высоты профиля;
 - опорная длина профиля определяемая по формуле (
- опорная длина профиля определяемая по формуле ( );
);
bi- длина отрезков в пределах базовой длины;
l - базовая длина.
Значение уровня сечения профиля отсчитывают по линии по линии выступов и выбирают и ряда: 5; 10; 15; 20; 25; 30; 40; 50; 60; 70; 80; 90% от Rmax. Относительная опорная длина профиля  может быть равна: 10;15;20;25;30;40;50; 60; 70; 80;90%.
может быть равна: 10;15;20;25;30;40;50; 60; 70; 80;90%.
Шероховатость поверхности нормируют и оценивают одним или несколькими из выше перечисленных параметров.
Выбирают параметры шероховатости с учетом условий работы детали и необходимой точностью соединения, требований к внешнему виду и других факторов.
Шероховатость поверхности обозначают на чертеже для всех выполняемых по данному чертежу поверхностей, за исключением поверхностей, шероховатость которых не обусловлена требованиями конструкции. В обозначение шероховатости применяют один из знаков, изображенных на рис.4.10.
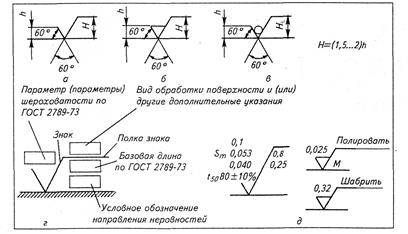
Рис.4.10. Обозначения шероховатости поверхности
Высота знака h примерно равна высоте размерных чисел чертежа.
Если вид обработки поверхности конструктор не устанавливает, то применяют знак, показанный на рис.4.10,а.; этот знак является предпочтительным. Когда поверхность образуется удалением слоя материала, например, точением, фрезерованием, сверлением, травлением и т.п., применяют знак указанный на рис.4.10,б. Шероховатость поверхности, образованной без удаления слоя материала, например, литьем, ковкой, объемной штамповкой, прокатом, волочением и т.д., а также поверхности, не обрабатываемые по данному чертежу, обозначают знаком, представленным на рис.4.10,в.
Параметры шероховатости поверхности, вид обработки и условное обозначение направления неровностей, располагают на знаке, как показано на рис.4.10,г. Параметры шероховатости указывают символом и числовым значением; параметры Ra - только числовым значением.
Если приводят несколько параметров шероховатости, то их записывают снизу вверх в следующем порядке (рис.4.10,д): относительная опорная длина, параметр шага неровностей, параметр высоты неровностей.
Номинальное значение параметра шероховатости приводят в обозначение с предельными отклонениями. Эти отклонения выражают в процентах номинального значения, например,
Rz 80  10%; t 50 70 40%
10%; t 50 70 40%
Можно указывать вид обработки, если он является единственным для данной поверхности (рис.4.10,д).
Аттестация шероховатости поверхности проводится по двум видам контроля: качественному и количественному. Качественный контроль параметров шероховатости поверхности осуществляют путем сравнения с образцами или образцовыми деталями визуально или на ощупь. На каждом образце указаны значения параметра Ra (в мкм) и вид обработки. Количественный контроль параметров шероховатости осуществляют контактными и бесконтактными средствами измерения. К контактным средствам измерения относится прибор профилограф- профилометр. Принцип действия его основан на индуктивном методе преобразования колебаний алмазной иглы, ощупывающей контролируемую поверхность, в колебания электрического напряжения.
Профилографы- профилометры имеют высокую точность, а поэтому их применяют для контроля наиболее ответственных измерений по параметру Ra. Оценка шероховатости по параметру Rz связана с трудностями обработки сигнала.
Для количественной оценки шероховатости поверхности применяют и бесконтактные методы (с помощью приборов светового сечения). Наиболее распространенным является двойной микроскоп типа МИС-11. Принцип действия приборов светового сечения заключается в получении увеличенного изображения профиля измеряемой поверхности с помощью световых лучей, направленных наклонно к этой поверхности, и измерении высоты неровностей в получаемом изображении.
Выводы
Каждая поверхность деталей выполняет свою функцию с эффективностью, зависящей от точности расположения относительно базы, формы и рельефа.
Получить идеальную форму детали в процессе изготовления невозможно из-за погрешностей станка, нструмента и обрабатываемой детали. Поэтому введено нормирование по допускаемым отклонениям формы, расположения и шероховатости поверхности.
Вопросы для повторения.
1. Что называют отклонением: а)формы поверхностей; б)расположения поверхностей?
2. Что называют: а) прилегающей прямой; б) прилегающей плоскостью; в) прилегающей окружностью; г) прилегающим цилиндром?
3. Виды отклонения формы, условные знаки, используемые для указания допуска на чертежах.
4. Что такое отклонение от цилиндричности и какие виды отклонения продольного сечения цилиндра бывают?
5. Что такое отклонение расположения поверхностей и его основные виды? Условные знаки для указания допуска на чертежах.
6. Что такое суммарное отклонение формы и расположения поверхностей? Их виды, условные знаки указания допуска на чертежах, методы измерения.
7. Что такое зависимый и независимый допуски расположения?
8. Что такое шероховатость?
9. Что называют базовой линией, средней линией?
10. Параметры для нормирования шероховатости и их определение.
11. Знаки используемые для обозначения шероховатости. Способы нанесения знаков и параметров шероховатости на чертежах.
12. Методы и средства контроля шероховатости поверхности.
Основы сертификации
Сущность сертификации
По определению Европейской экономической комиссии (Е9К) ООН и Международной организации по стандартизации (ИСО) сертификация - это действие, проводимое с целью подтверждения соответствия изделия или процесса определенным стандартам или техническим условиям.
Сертификация - это гарантия потребителю того, что продукция соответствует стандарту или определенным требованиям качества. Сертификация базируется на стандартах, и в ее основе лежат испытания по нормам сертификации.
Слово "сертификат" французское (sertificat) произошло от латинского слова (certifico) удостоверяю.
Сертификация осуществляется в целях: создания условий для деятельности предприятий, учреждений, организаций и предпринимателей на рынке РФ, а также для участия в международном экономическом научно-техническом сотрудничестве и международной торговле;
содействия потребителям в компетентном выборе продукции;
защиты потребителя от недобросовестности изготовителя (продавца, исполнителя);
контроля безопасности продукции для окружающей среды, жизни, здоровья и имущества;
подтверждение показателей качества продукции, заявленных изготовителем.
Сертификация является методом объективного контроля качества продукции, ее соответствия установленным требованиям. Ее разделяют на обязательную и добровольную, на самосертификацию и сертификацию третьей стороной.
Обязательная сертификация является средством государственного контроля за безопасностью продукции.
Добровольная сертификация способствует повышению конкурентоспособности продукции.
Самосертификация выполняет все необходимые действия и заявляет об этом специальным документом или простановкой знака сертификации на продукции, либо сопроводительным документом.
При этом потребитель получает информацию о методах испытания.
Сертификация третьей стороной осуществляется системой органов, независимых как от изготовителя, так и от потребителя продукции. В эту систему органов входят официальные центры (лаборатории) по испытаниям, инспектирующие органы и национальные организации по стандартизации.
Любая система сертификации базируется на стандартах (государственных, предприятий, технических условиях). Подтверждение, что продукция соответствует требованиям стандартов, осуществляется по средствам специального документа- сертификата соответствия или знака соответствия, проставляемого на продукции.
Сертификация основывается на трех широко известных действиях:
испытание продукции;
предварительная проверка состояния производства продукции;
последующий (после выдачи сертификации) надзор (контроль) за продукцией и производством.
В ИСО создан комитет по сертификации - СЕРТИКО. Этим комитетом подготовлен свод принципов сертификации, получивший название "Кодекс принципов ИСО/МЭК по системам сертификации третьей стороной на соответствие стандартам". Кодекс исходит из необходимости применения международных стандартов в национальных системах сертификации. В Российской Федерации национальным органом по сертификации является Госстандарт Р деятельность которого регулируется законодательством РФ о сертификации.
Проведение сертификации возможно только в рамках системы сертификации.
Система сертификации создается государственными органами управления, предприятиями, учреждениями, организациями и представляет собой совокупность участников сертификации, осуществляющих сертификацию по правилам установленным в этой системе в соответствии с Законом о сертификации. В систему сертификации могут входить предприятия, учреждения и организации независимо от форм собственности, а также общественные объединения. В нее могут входить несколько систем сертификации однородной продукции. Она подлежит государственной регистрации в установленном Госстандартом России порядке.
Система может создаваться только юридическими лицами. Закон предусматривает две составляющие системы сертификации. К участникам сертификации относят: государственные органы, организации, являющиеся создателями системы сертификации, испытательные лаборатории (центры), центральные органы систем сертификации, изготовители продукции. Под правилами системы понимаются нормативные документы, регулирующие все стороны деятельности системы. Документ, выданный по правилам системы сертификации для подтверждения соответствия сертификационной продукции установленным требованиям и есть сертификат соответствия. Содержание сертификата определяется в системе в зависимости от избранной схемы сертификации и категории заявителя.
Система сертификации создается для определенного вида однородной продукции, включающего большие группы товаров, имеющих единое функциональное назначение, принципы работы, методы контроля и испытаний.
Отдельные системы сертификации однородной продукции могут объединятся в единую, более крупную систему, все звенья которой руководствуются едиными принципами и документами, что не исключает возможности учета специфики отдельных систем в их руководящих документах. Примером такой объединяющей системы является система обязательной сертификации Госстандарта Р.
Организационную структуру государственной системы сертификации образуют: национальный орган России по сертификации;
органы по сертификации конкретной продукции;
аккредитованные испытательные лаборатории (центры);
изготовители и поставщики продукции.
Как уже выше было сказано, национальным органом по сертификации в России является Госстандарт Р, который осуществляет многие функции, а также:
разработку и совершенствование основополагающих организационно- методических документов системы;
учреждение научно – технических документов, устанавливающих порядок сертификации конкретных видов продукции;
информацию о результатах сертификации.
При сертификации продукции в рамках международных систем сертификации, участником которых является Россия, подтверждается ее соответствие требованиям международных научно-технических документов, принятых в этих системах.
Схема сертификации
С учетом международной практики сертификации, правилам и рекомендациям ИСО/МЭК в России разработаны и рекомендованы к применению следующие схемы сертификации, используемые третьей стороной.
Схема 1. Типовое испытание. Основывается на испытании одного или нескольких образцов выпускаемой продукции, являющихся ее типовыми представителями. Вследствие простоты и сравнительно небольших затрат этот вид испытаний распространен в торгово-экономических отношениях и в национальном и в международном масштабе.
Схема 2. Типовое испытание, после которого осуществляется надзор путем периодических испытаний изымаемых образцов
продукции (выборок) в сфере торговли, взятых у продавца. Этот метод прост, хотя затраты с предыдущим методом выше.
Схема 3. Типовое испытание, после которого осуществляется надзор путем периодических испытаний выборок, изымаемых на предприятии - изготовители, перед отправкой продукции потребителю.
Схема 4. Типовое испытание, после которого осуществляется надзор путем периодических испытаний выборок; изымаемых как в сфере торговли, так и на предприятии - изготовителе.
Схема 5. Типовое испытание и оценка системы управления качеством на предприятии, согласование с управлением, которое осуществляет надзор и учитывает результаты проверки и испытания образцов (выборок), изымаемых как на предприятии-изготовителе, так и в сфере торговли.
Схема 6. Оценка системы качества на предприятии. Эта схема основывается только на проведении оценки систем обеспечения качества продукции на предприятиях. Этот вид иногда называют аттестацией предприятий- изготовителей.
Схема 7. Испытание партии продукции. Основывается на испытаниях выборок из каждой изготовленной партии продукции. Для этого вида сертификации требуется определить объем выборок, который зависит от установленного уровня качества и размеров изготовленных партий.
Схема 8. 100% - ное испытание продукции. Основывается на проведении испытаний каждого изготовленного единичного изделия на соответствие требованиям стандартов. В этом случае ответственность поставщика за качество продукции выше, чем при использовании всех предыдущих схем сертификации.
Непосредственное отношение к сертификации имеет информационное этикетирование как одна, из форм защиты интересов потребителя, охраны его здоровья.
5.3. Правовые основы сертификации в России.
Сертификация в России организуется и проводится в соответствии с общегосударственными законами РФ: “ О защите прав потребителей”, “ О сертификации продукции и услуг”, “ О стандартизации”, а также с законами РФ, относящиеся к определенным отраслям.
В целях обеспечения безопасности товаров (работ и услуг) Закон “ О защите прав потребителей” вводит обязательную сертификацию. Сертификация подтверждает соответствие качества товара обязательным требованиям государственных стандартов.
Закон “ О сертификации продукции и услуг” устанавливает цели сертификации, определяет национальный орган по сертификации – Госстандарт РФ и направления его деятельности. Другими федеральными органами по сертификации является Госсанэпиднадзор Минздрава РФ, Государственный комитет РФ по охране окружающей среды, Министерство природных ресурсов РФ и др.
На основании законов действующих в области сертификации, разработаны организационно – методические принципы, определяющие практику сертификации в России.
|
|
|
