 |


для различных видов операций.
|
|
|
|
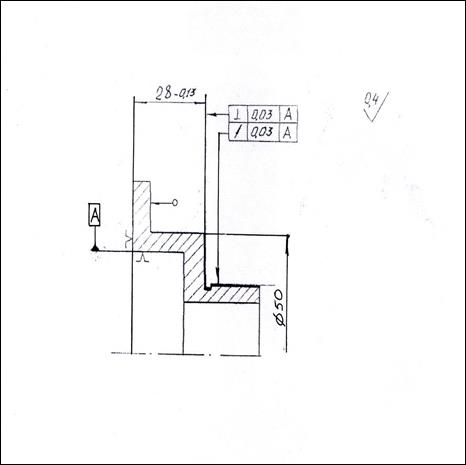
4.1. Токарная операция. 
| Деталь | Кронштейн |
| Материал | ВТ20 |
| Наименование операции | Чистовое растачивание отверстия |
| Станок | 1К62 |
| Приспособление | Планшайба специальная (II гр.) |
| Инструмент | Резец расточной, материал ВК8 |
| Режимы обработки | 
|
| Исполнитель | Токарь шестого разряда |
| Годовая программа | 300 шт. |
На данной операции осуществляется чистовое растачивание отверстия диаметром  мм в кронштейне. Все исходные данные по выполняемой операции представлены в таблице к операционному эскизу.
мм в кронштейне. Все исходные данные по выполняемой операции представлены в таблице к операционному эскизу.
При годовой программе выпуска  = 300 шт. в соответствии с табл. 1 число обрабатываемых деталей в партии будет составлять:
= 300 шт. в соответствии с табл. 1 число обрабатываемых деталей в партии будет составлять:
 шт;
шт;
По табл. 2 устанавливаем тип производства – мелкосерийное.
Определяем техническую норму времени на операцию в соответствии с изложенной выше методикой.
 мин;
мин;
 мин (определяется по нормативам []);
мин (определяется по нормативам []);
 мин;
мин;
 мин;
мин;
При определении  будем полагать, что
будем полагать, что  = 24 мин.
= 24 мин.
 мин;
мин;
Определяем составляющие технологической себестоимости операции:
· заработная плата производственных рабочих:
На операции используется токарь шестого разряда, работающий по сдельной форме оплаты труда.
При расчете этой составляющей полагаем, что размер МРОТ на предприятии составляет 1000 руб.
 руб;
руб;
 руб;
руб;
· заработная плата рабочих – наладчиков:
Тарифный разряд наладки на операцию в соответствии с табл. 4 соответствует третьему разряду.
Длительность наладки  в соответствии с табл. 5 составляет:
в соответствии с табл. 5 составляет:
 мм;
мм;
Таким образом:
 руб;
руб;
· затраты на амортизацию оборудования:
В соответствии с табл. 6 стоимость станка 1К62 составляет 3110 у.е., а нормативы затрат на амортизацию при двух сменной работе составляют а = 0,122 (табл. 7) при средней загрузке оборудования в мелкосерийном производстве составляет  = 0,7 (табл. 9).
= 0,7 (табл. 9).
|
|
|
Принимаем  = 0,12, а годовой фонд работы станка при двухсменной работе
= 0,12, а годовой фонд работы станка при двухсменной работе  = 4015 часов:
= 4015 часов:
 руб;
руб;
· Затраты на ремонт и модернизацию оборудования:
Норма затрат на ремонт и содержание оборудования в соответствии с табл. 7 составляет 0,105.
 руб;
руб;
· Затраты на эксплуатацию и амортизацию оборудования:
В операции используется приспособление планшайба, которая по своей конструкции относится ко II группе сложности. По табл. 10 устанавливаем стоимость приспособления  = 340 руб. Срок службы приспособления составляет один год, принимаем
= 340 руб. Срок службы приспособления составляет один год, принимаем  = 0,25,
= 0,25,  = 0,2.
= 0,2.
 руб;
руб;
· Затраты на эксплуатацию и амортизацию режущих инструментов:
В операции применяется расточной резец, который выполняет один проход. В соответствии с табл. 11 стоимость машинного времени данного резца составляет 4,44 руб/час.
 руб;
руб;
· Затраты на электроэнергию:
Суммарная мощность электродвигателей станка составляет 12 кВт (табл. 6). Стоимость электроэнергии для предприятия принимаем  = 2 руб/кВт*час.
= 2 руб/кВт*час.
При расчете этих затрат значения коэффициентов, входящих в формулу принимаем в пределах указанных в пункте 3 указаний:

Окончательно суммарная технологическая себестоимость будет равна:
 руб.
руб.
Доля каждой составляющей затрат представлена на диаграмме.

4.2. Сверлильная операция.

| Деталь | Фланец |
| Материал | ВТ20 |
| Наименование операции | Сверление, зенкерование и развертывание 3-х отверстий |
| Станок | Вертикально-сверлильный 2Н118 |
| Приспособление | Кондуктор крышечный (III гр.) |
| Инструмент | Сверло - диаметром 7, 3Н8; Зенкер – диаметром 7, 8Н8; Развертка – диаметром 8Н8 |
| Режимы обработки | Сверло: S = 0,1 мм/об, n = 250 об/мин; Зенкер: S = 0,12 мм/об, n = 140 об/мин; Развертка: S = 0,12 мм/об, n =140 об/мин; |
| Исполнитель | Сверловщик 6 разряд |
| Годовая программа | 500 шт. |
В данной операции производиться последовательное сверление, зенкерование и развертывание трех отверстий равнорасположенных по окружности детали “фланец”, выполненной из сплава ВТ 20.
|
|
|
При годовой программе выпуска = 500 шт. в соответствии с табл. 1 число обрабатываемых деталей в партии будет составлять:
 шт;
шт;
По табл. 2 устанавливаем тип производства – среднесерийное.
Определяем техническую норму времени на операцию в соответствии с изложенной выше методикой.
 мин;
мин;
 мин (определяется по нормативам []);
мин (определяется по нормативам []);
 мин;
мин;
 мин;
мин;
При определении будем полагать, что = 24 мин.
 мин;
мин;
Определяем составляющие технологической себестоимости операции:
· заработная плата производственных рабочих:
На операции используется токарь шестого разряда, работающий по сдельной форме оплаты труда.
При расчете этой составляющей полагаем, что размер МРОТ на предприятии составляет 1000 руб.
 руб;
руб;
 руб;
руб;
· заработная плата рабочих – наладчиков:
Тарифный разряд наладки на операцию в соответствии с табл. 4 соответствует третьему разряду.
Длительность наладки в соответствии с табл. 5 составляет:
 мм;
мм;
Таким образом:
 руб;
руб;
· затраты на амортизацию оборудования:
В соответствии с табл. 6 стоимость станка 2Н118 составляет 1273 у.е., а нормативы затрат на амортизацию при двух сменной работе составляют а = 0,122 (табл. 7) при средней загрузке оборудования в мелкосерийном производстве составляет = 0,7 (табл. 9).
Принимаем = 0,12, а годовой фонд работы станка при двухсменной работе = 4015 часов:
 руб;
руб;
· Затраты на ремонт и модернизацию оборудования:
Норма затрат на ремонт и содержание оборудования в соответствии с табл. 7 составляет 0,105.
 руб;
руб;
· Затраты на эксплуатацию и амортизацию оборудования:
В операции используется приспособление планшайба, которая по своей конструкции относится ко II группе сложности. По табл. 10 устанавливаем стоимость приспособления = 1800 руб. Срок службы приспособления составляет один год, принимаем = 0,3, = 0,3,  = 3 года.
= 3 года.
 руб;
руб;
· Затраты на эксплуатацию и амортизацию режущих инструментов:
|
|
|
В операции применяется сверло диаметром 7, 3 Н8; зенкер диаметром 7, 8Н8; развертка диаметром 8Н8. В соответствии с табл. 11 стоимость машинного времени данного сверла составляет 1,56, зенкера – 2,16 и развертки – 10,92 руб/час.
 руб;
руб;
· Затраты на электроэнергию:
Суммарная мощность электродвигателей станка составляет 2 кВт (табл. 6). Стоимость электроэнергии для предприятия принимаем = 2 руб/кВт*час.
При расчете этих затрат значения коэффициентов, входящих в формулу принимаем в пределах указанных в пункте 3 указаний:

Окончательно суммарная технологическая себестоимость будет равна:
 руб.
руб.
Доля каждой составляющей затрат представлена на диаграмме.

4.3. Фрезерная операция.

| Деталь | Валик |
| Материал | 38ХА |
| Наименование операции | Фрезерование четырех пазов |
| Станок | Вертикально- фрезерный 6Р82Г |
| Приспособление | Поворотное с делительным устройством (III гр.) |
| Инструмент | Фреза концевая диаметром 6Н9, материал Р18 |
| Режимы обработки |  =0,06 мм/об, =0,06 мм/об,  = 250 об/мин = 250 об/мин
|
| Исполнитель | Фрезеровщик шестого разряда |
| Годовая программа | 1000 шт. |
В данной операции производиться фрезерование четырех пазов шириной 6 мм, расположенных по окружности валика через 90  .
.
При годовой программе выпуска = 1000 шт. в соответствии с табл. 1 число обрабатываемых деталей в партии будет составлять:
 шт;
шт;
По табл. 2 устанавливаем тип производства – среднесерийное.
Определяем техническую норму времени на операцию в соответствии с изложенной выше методикой.
 мин;
мин;
 мин (определяется по нормативам []);
мин (определяется по нормативам []);
 мин;
мин;
 мин;
мин;
При определении будем полагать, что = 24 мин.
 мин;
мин;
Определяем составляющие технологической себестоимости операции:
· заработная плата производственных рабочих:
На операции используется токарь шестого разряда, работающий по сдельной форме оплаты труда.
При расчете этой составляющей полагаем, что размер МРОТ на предприятии составляет 1000 руб.
|
|
|
руб;
 руб;
руб;
· заработная плата рабочих – наладчиков:
Тарифный разряд наладки на операцию в соответствии с табл. 4 соответствует третьему разряду.
Длительность наладки в соответствии с табл. 5 составляет:
 мм;
мм;
Таким образом:
 руб;
руб;
· затраты на амортизацию оборудования:
В соответствии с табл. 6 стоимость станка 6Н12П составляет 5281 у.е., а нормативы затрат на амортизацию при двух сменной работе составляют а = 0,122 (табл. 7) при средней загрузке оборудования в мелкосерийном производстве составляет = 0,7 (табл. 9).
Принимаем = 0,12, а годовой фонд работы станка при двухсменной работе = 4015 часов:
 руб;
руб;
· Затраты на ремонт и модернизацию оборудования:
Норма затрат на ремонт и содержание оборудования в соответствии с табл. 7 составляет 0,105.
 руб;
руб;
· Затраты на эксплуатацию и амортизацию оборудования:
В операции используется приспособление планшайба, которая по своей конструкции относится ко II группе сложности. По табл. 10 устанавливаем стоимость приспособления = 2000 руб. Срок службы приспособления составляет один год, принимаем = 0,25, = 0,25, = 4 года..
 руб;
руб;
· Затраты на эксплуатацию и амортизацию режущих инструментов:
В операции применяется фреза концевая диаметром 6Н9. В соответствии с табл. 11 стоимость машинного времени данной фрезы составляет 24,52 руб/час.
 руб;
руб;
· Затраты на электроэнергию:
Суммарная мощность электродвигателей станка составляет 7 кВт (табл. 6). Стоимость электроэнергии для предприятия принимаем = 2 руб/кВт*час.
При расчете этих затрат значения коэффициентов, входящих в формулу принимаем в пределах указанных в пункте 3 указаний:

Окончательно суммарная технологическая себестоимость будет равна:
 руб.
руб.
Доля каждой составляющей затрат представлена на диаграмме.

4.4. Шлифовальная операция.
| Деталь | Втулка |
| Материал | 12ХН3А |
| Наименование операции | Шлифовальная |
| Станок | Кругошлифовальный 3М151 |
| Приспособление | Оправка (II гр.) |
| Инструмент | Шлифовальный круг 23А40С16К диаметром 720мм. |
| Режимы обработки |  = 15 м/мин, = 15 м/мин,  = 0,4 мм/мин = 0,4 мм/мин
|
| Исполнитель | Шлифовщик шестого разряда |
| Годовая программа | 800 шт. |
В данной операции производиться шлифование поверхности.
При годовой программе выпуска = 800 шт. в соответствии с табл. 1 число обрабатываемых деталей в партии будет составлять:
 шт;
шт;
По табл. 2 устанавливаем тип производства – среднесерийное.
Определяем техническую норму времени на операцию в соответствии с изложенной выше методикой.
 мин;
мин;
 мин (определяется по нормативам []);
мин (определяется по нормативам []);
|
|
|
 мин;
мин;
 мин;
мин;
При определении будем полагать, что = 24 мин.
 мин;
мин;
Определяем составляющие технологической себестоимости операции:
· заработная плата производственных рабочих:
На операции используется токарь шестого разряда, работающий по сдельной форме оплаты труда.
При расчете этой составляющей полагаем, что размер МРОТ на предприятии составляет 1000 руб.
руб;
 руб;
руб;
· заработная плата рабочих – наладчиков:
Тарифный разряд наладки на операцию в соответствии с табл. 4 соответствует третьему разряду.
Длительность наладки в соответствии с табл. 5 составляет:
 мм;
мм;
Таким образом:
 руб;
руб;
· затраты на амортизацию оборудования:
В соответствии с табл. 6 стоимость станка 6Н12П составляет 8756 у.е., а нормативы затрат на амортизацию при двух сменной работе составляют а = 0,122 (табл. 7) при средней загрузке оборудования в мелкосерийном производстве составляет = 0,7 (табл. 9).
Принимаем = 0,12, а годовой фонд работы станка при двухсменной работе = 4015 часов:
 руб;
руб;
· Затраты на ремонт и модернизацию оборудования:
Норма затрат на ремонт и содержание оборудования в соответствии с табл. 7 составляет 0,105.
 руб;
руб;
· Затраты на эксплуатацию и амортизацию оборудования:
В операции используется приспособление планшайба, которая по своей конструкции относится ко II группе сложности. По табл. 10 устанавливаем стоимость приспособления = 680 руб. Срок службы приспособления составляет один год, принимаем = 0,25, = 0,3.
 руб;
руб;
· Затраты на эксплуатацию и амортизацию режущих инструментов:
В операции применяется шлифовальный круг 23А40С16К. В соответствии с табл. 15 стоимость машинного времени данного шлифовального круга составляет 84,18 руб/час.
 руб;
руб;
· Затраты на электроэнергию:
Суммарная мощность электродвигателей станка составляет 13 кВт (табл. 6). Стоимость электроэнергии для предприятия принимаем = 2 руб/кВт*час.
При расчете этих затрат значения коэффициентов, входящих в формулу принимаем в пределах указанных в пункте 3 указаний:

Окончательно суммарная технологическая себестоимость будет равна:
 руб.
руб.
Доля каждой составляющей затрат представлена на диаграмме.
Приложение
Таблица 1 - Количество партий запуска Пп в год в авиадвигателестроении.
| Типы деталей | Пп |
| Рабочие лопатки К и Т Лопатки направляющих аппаратов Диски К и Т Валы крупногабаритные Валы мало- и среднегабаритные Шестерни Корпуса крупногабаритные Корпуса мало- и среднегабаритные Втулки, стаканы, крышки, кронштейны Болты, винты, шпильки, штифты |
Таблица 2 - Характеристика серийности производства.
| Тип производства | Количество изготавливаемых за год деталей одного наименования (типоразмеров) | ||
| тяжелых (крупных) массой свыше 30 кг | средних массой до 30 кг | легких (мелких) массой до 6 кг | |
| Единичное Мелкосерийное Среднесерийное Крупносерийное Массовое | до 5 5-100 100-300 300-1000 Свыше 1000 | до 10 10-200 200-500 500-5000 Свыше 5000 | до 100 100-500 500-5000 5000-50000 Свыше 50000 |
Таблица 3 - Структура тарифной сетки.
| Группы профессий рабочих | Повышение вида работ, % | Форма оплаты труда | Повышение формы, % | Разряды | |||||||
| Тарифные коэффициенты | |||||||||||
| 1,0 | 1,09 | 1,2 | 1,35 | 1,54 | 1,79 | 1,89 | 2,02 | ||||
| Сд. | + | + | + | + | + | + | + | + | |||
| Пов. | + | + | + | + | + | + | + | + | |||
| Сд. | + | + | + | + | + | + | |||||
| Пов. | + | + | + | + | + | + | |||||
| Сд. | + | + | + | + | + | + | |||||
| Пов. | Сmin | + | + | + | + | + |
Таблица 4 - Тарифные разряды наладчиков.
| Категории налаживаемых станков | Разряды |
| Центровочные, вертикально-сверлильные, строгальные, горизонтально-протяжные Токарные, горизонтально - и вертикально-фрезерные, кругло - и плоскошлифовальные Токарно-револьверные, внутришлифовальные, многорезцовые токарные Токарные многошпиндельные автоматы, зуборезные, резьбофрезерные Станки с ЧПУ, зубошлифовальные, резьбошлифовальные |
Таблица 5 - Значения коэффициентов в уравнении для определения трудоемкости настройки станков Тн.
| Категории налаживаемых станков | Значения коэффициентов | ||
| Ан | Вн | Сн | |
| Сверлильные | |||
| Расточные | 1,5 | ||
| Фрезерные | 1,5 | ||
| Токарные | 2,0 | ||
| Станки с ЧПУ | 2,0 |
Таблица 6 - Справочные материалы на оборудование.
Составлены по данным ОАО «Моторостроитель».
Первоначальная стоимость оборудования дана на 01.01.96 г.
| Наим. станка | Модель станка | Стоимость  , у.е. , у.е.
| Сум. мощность N, кВт | Катег. слож. рем., ЕРС | Габариты, мм |
| Автоматы | |||||
| одношп. | А20 | 3,5 | 1550*700 | ||
| 4-шп. | А40 | 4,8 | 1900*700 | ||
| А20А | 1745*800 | ||||
| 1М10А | 1460*870 | ||||
| 1М16А | 1985*945 | ||||
| 1216-4К | 5350*1040 | ||||
| 6-шп. | 1Б240-6 | 6050*1600 | |||
| КСА-6-65 | 4675*1825 | ||||
| Полуавтоматы с ЧПУ | |||||
| токар. | АТ220ВТ | 3140*1700 | |||
| АТ220В4 | 5994*3170 | ||||
| АТ320МС | 4615*3187 | ||||
| АТ600В | 6540*4250 | ||||
| 16К20Т1 | 4100*5770 | ||||
| ток.-рев. | 1В340Ф3 | 2900*1740 | |||
| 1Д325П | 4015*1000 | ||||
| рев. | РТФ-50 | 3610*1155 | |||
| Станки с ЧПУ | |||||
| ток.-винторез. ток.-карус. | 16К20ПФ1 | 2795*1190 | |||
| 16А20Ф3 | 3700*4550 | ||||
| SKQ-20NC | 3000*3440 | ||||
| ГА512МФ3 | 6500*4860 | ||||
| Универсальные станки | |||||
| ток.-рев. | 1336М | 2280*1000 | |||
| 1336Р | 2280*1000 | ||||
| 1Г325 | 17,5 | 3980*1000 | |||
| рев. | 5,6 | 3000*1200 | |||
| 7А | 3500*1400 | ||||
| 1П365 | 13,1 | 3430*1500 | |||
| Ток. – винторез. | ДИП-200 | 5,2 | 3210*1050 | ||
| 1К62 | 3200*1200 | ||||
| 16К20 | 1190*2795 | ||||
| 16К20П | 2795*1190 | ||||
| 16К20М | 14,6 | 3700*1700 | |||
| 1М63М | 2795*1190 | ||||
| 1К62Д | 2798*1200 | ||||
| 5,6 | 2480*1270 | ||||
| Универсальные специальные станки (токарные) | |||||
| Спец. | МК6751 | 3995*2620 | |||
| РТ595 | 4100*2100 | ||||
| Ток. - лобовой | ДР1250Н | 17,5 | 3600*1800 | ||
| МК163А | 3850*2620 | ||||
| Карус. | 46,3 | 4345*5450 | |||
| 3190*3360 | |||||
| 2875*2660 | |||||
| SC-17 | 3500*3800 | ||||
| Универсальные расточные станки | |||||
| Коорд.- раст. | 2В440А | 2500*2200 | |||
| 2Е440А | 2440*2195 | ||||
| 2А450 | 2670*3305 | ||||
| Алмаз. – раст. | 2А715 | 2025*1200 | |||
| 2А716 | 2900*1375 | ||||
| 2251*2000 | |||||
| ОЦ с ЧПУ | |||||
| Горз. – фрез. | Горизонт-3 | 3000*4500 | |||
| Горизонт-4 | 6615*6250 | ||||
| 2А459Ам | 5870*5350 | ||||
| UP500 | 4450*4635 | ||||
| Верт. – фрез. | КС12-500М | 2320*1640 | |||
| МА655А3 | 2365*4830 | ||||
| МА655А7 | 2565*4830 | ||||
| Станки фрезерные с ЧПУ | |||||
| Верт. – фрез. | 6Р13Ф3 | 3450*3970 | |||
| 6М13ГН-1 | 2573*2412 | ||||
| 6М13СМ | 2573*2412 | ||||
| Гор – фр. | ГФ2171С5 | 3680*4170 | |||
| р/ф-п/а | 5Б63 | 1825*1125 | |||
| Универсальные фрезерные станки | |||||
| Гор. – Фрез. | 6Р81 | 1480*1990 | |||
| 6Т80 | 1150*1100 | ||||
| 6Р81Г | 1480*1990 | ||||
| Вер.- фрез. | 6Р82Г | 2305*1950 | |||
| 6Т82Г | 2280*1965 | ||||
| ФУС-32 | 1646*1222 | ||||
| ФНК-25А | 3,5 | 2648*1982 | |||
| 6М12ПБ | 2275*1745 | ||||
| 6Т10 | 1506*1875 | ||||
| ФВ-36-140 | 1740*2375 | ||||
| Прод. – Фрез. | ВФ125 | 1730*2060 | |||
| ВФ92 | 7,5 | 2300*1790 | |||
| Универсальные шлифовальные станки | |||||
| Круг. – шлиф. | 3М151 | 4635*2450 | |||
| 3М151У | 4605*2450 | ||||
| РУ100 | 2390*1835 | ||||
| РУ125/300 | 2600*1320 | ||||
| 3У28 | 7,5 | 2700*1800 | |||
| 3У142МВ | 6310*2585 | ||||
| Внут. - шлиф. | 3К225А | 2,4 | 2295*1775 | ||
| 3К228А | 2295*1775 | ||||
| Si-4 | 3500*2400 | ||||
| SiP315 | 10,5 | 3800*1740 | |||
| Плоск. – шлиф. | 3Д722 | 4010*2130 | |||
| 3Д725 | 5750*2860 | ||||
| 3Л722В | 2570*2630 | ||||
| 3Б71М | 2600*2580 | ||||
| ОШ-183 | 1550*1400 | ||||
| Шл- шлиф. | 2600*1513 | ||||
| Безцентр – шлиф. | 3Е183А | 2230*1795 | |||
| 3Е184В | 2945*1885 | ||||
| САСП-125 | 3320*1200 | ||||
| Зубо – шлиф. | 3170*1820 | ||||
| 5870В | 3465*1790 | ||||
| СТ-870 | 3515*1970 | ||||
| Резьбо – шлиф | 8,5 | 2510*2025 | |||
| N31 | 2200*2038 | ||||
| Копир. – шлиф., хон. | ХШ6-01 | 2494*1953 | |||
| 2600*1850 | |||||
| Шлифовальные станки с ЧПУ | |||||
| Лент. – шлиф. | ЛШ-131 | 10,5 | 3425*2020 | ||
| ЛШ-232 | 3800*2700 | ||||
| Универсальные станки сверлильные | |||||
| Верт. – свер. | 2Н125 | 2,4 | 785*915 | ||
| 2Н135 | 2690*830 | ||||
| 2Н118 | 730*648 | ||||
| 2Н150 | 875*1350 | ||||
| 2М150 | 7,5 | 890*1355 | |||
| Рад. – свер. | 2М55 | 2665*1030 | |||
| 2А55А | 2665*1030 | ||||
| 2К52-1 | 1760*915 | ||||
| Агрег. | 1ХА-162 | 3840*2880 | |||
| 1ХА-165 | 12,5 | 3240*2970 | |||
| 3Х11267 | 3100*2950 | ||||
| Глубокосверлильные с ЧПУ | |||||
| В-630 | 13500*3000 | ||||
| Специальные станки | |||||
| Элек. – эрроз. | 4Б722 | 1270*1070 | |||
| 4Л72101Ф1 | 0,326 | 760*865 | |||
| Т-абраз | Е6848 | 3600*330 | |||
| Абр-жид. | Э3-183 | 1710*1500 | |||
| Полир, бабка | 32Ш198 | 4,5 | 800*535 | ||
| 32Ш323 | 1400*700 | ||||
| Дополнительное оборудование | |||||
| Кран Пов-конс | Т5-502-00 | G = 350 кг | |||
| Манип. конс – шар | КШ-160М1 | G = 125 кг | |||
| Манип. нагрузч. | МП-100 | G = 100 кг | |||
| Пром. робот | МП-9С | 1238*340 | |||
| МП-10-62 | 1238*340 | ||||
| Робот- техн. компл. | РМ01 | 900*1400 |
Первоначальная стоимость оборудования дана в условных единицах.
Для расчетов ее необходимо перевести в рубли, умножая на коэффициент соответствия (у.е = 1$).
Таблица 7 - Нормативы затрат на амортизацию, ремонт и содержание оборудования.
| Вид оборудования | Затраты на амортизацию | ||
| Сменность работы | Норма затрат на ремонт и содержание оборудования | ||
| Универсальные станки, агрегатные, автоматы, полуавтоматы, специализированные с ЧПУ, специализированные переналаживаемые | 0,075 | 0,122 | 0,105 |
| Специальные станки | 0,2 | 0,33 | 0,05 |
Таблица 8 -.Годовой фонд работы оборудования.
| Сменность работы оборудования | Годовой фонд времени работы оборудования, ч |
Таблица 9 - Значение коэффициента использования (загрузки) оборудования Кис.
| Тип производства | Коэффициент использования оборудования |
| массовое крупносерийное серийное | 0,9 0,8 0,7 |
Таблица 10 - Укрупненные данные по себестоимости специальных приспособлений.
| Группа сложности | Характеристики | Число деталей без крепежа | Себестоимость, руб |
| I | Мелкие приспособления простой и средней сложности (подставки, простые оправки, сменные губки и др.) | менее 5 | не более 350…400 |
| II | Средние приспособления с простыми корпусами и мелкие с корпусами средней сложности (патроны для инструментов, разжимные оправки и др.) | 3-5 5-10 10-15 | 340..680 680…1200 1200…1800 |
| III | Мелкие приспособления с корпусами средней сложности или средней сложности принципа действия с зажимами простыми и средней сложности. | 10-15 15-20 20-25 | 1800…2480 2480…3200 3200…3800 |
| IV | Мелкие приспособления сложного и средней сложности действия. Крупные и средние приспособления простого действия с различными зажимами. | 20-25 25-30 30-35 35-40 | 5000…5800 5800…7000 7000…7600 7600…8600 |
| V | Средние и крупные приспособления со сложными корпусами простого и сре | ||
|
|
|
12 |
