 |


Государственный стандарт союза сср
|
|
|
|
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СВАРКА, ПАЙКА И ТЕРМИЧЕСКАЯ РЕЗКА МЕТАЛЛОВ
ЧАСТЬ 3
ГОСТ 14771-76*
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
| ДУГОВАЯ СВАРКА В ЗАЩИТНОМ ГАЗЕ. СОЕДИНЕНИЯ СВАРНЫЕ Основные типы, конструктивные элементы и размеры Gas-shielded arc welding. Welded joints. Main types, design elements and dimensions | ГОСТ 14771-76* |
Срок действия с 01.07.77 до 01.07.92
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе.
Стандарт не устанавливает основные типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов по ГОСТ 16037-80.
2. В стандарте приняты следующие обозначения способов сварки:
ИН - в инертных газах неплавящимся электродом без присадочного металла;
ИНп - в инертных газах неплавящимся электродом с присадочным металлом;
ИП - в инертных газах и их смесях с углекислым газом и кислородом плавящимся электродом;
УП - в углекислом газе и его смеси с кислородом плавящимся электродом.
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
Таблица 1
| Тип соединения | Форма подготовленных кромок | Характер выполненного шва | Форма поперечного сечения | Толщина свариваемых деталей, мм, для способов сварки | Условное обозначение сварного соединения | ||||
| подготовленных кромок | выполненного шва | ИН | ИНп | ИП | УП | ||||
| Стыковое | С отбортовкой двух кромок | Односторонний | 
| 
| 0,5 - 2,0 | - | 0,5 - 4,0 | 0,5 - 4,0 | C1 |

| 
| - | 0,8 - 4,0 | 1,0 - 12,0 | 1,0 - 12,0 | С28 | |||
| С отбортовкой одной кромки | 
| 
| 0,5 - 2,0 | - | 0,5 - 4,0 | 0,5 - 4,0 | С3 | ||
| Без скоса кромок | 
| 
| 0,5 - 4,0 | 0,8 - 6,0 | 0,8 - 6,0 | 0,8 - 6,0 | С2 | ||
| Односторонний на съемной подкладке | 
| 0,8 - 8,0 | С4 | ||||||
| Односторонний на остающейся подкладке | 
| 
| 0,5-4,0 | 0,8 - 6,0 | 0,8 - 6,0 | 0,8 - 8,0 | С5 | ||
| Односторонний замковый | 
| 
| С6 | ||||||
| Двусторонний | 
| 
| 3,0 - 6,0 | 3,0 - 6,0 | 3,0 - 6,0 | 3,0 - 12,0 | С7 | ||
| Со скосом одной кромки | Односторонний | 
| 
| - | 3,0 - 10,0 | 3,0 - 10,0 | 3,0 - 60,0 | C8 | |
| Односторонний на съемной прокладке | 
| C9 | |||||||
| Односторонний на остающейся прокладке | 
| 
| C10 | ||||||
| Односторонний замковый | 
| 
| - | 3 - 10 | 3 - 10 | 3 - 40 | C11 | ||
| Двусторонний | 
| 
| - | 3 - 60 | C12 | ||||
| С криволинейным скосом одной кромки | 
| 
| - | - | 18 - 100 | 18 - 100 | C13 | ||
| С ломаным скосом одной кромки | 
| 
| - | - | C14 | ||||
| С двумя симметричными скосами одной кромки | 
| 
| - | 6 - 20 | 8 - 100 | 8 - 100 | C15 | ||
| С двумя симметричными криволинейными скосами одной кромки | Двусторонний | 
| 
| - | - | 30 - 120 | 30 - 120 | С16 | |
| Со скосом двух кромок | Односторонний | 
| 
| - | 3 - 10 | 3 - 10 | 3 - 60 | С17 | |
| Односторонний на съемной подкладке | 
| С18 | |||||||
| Односторонний на остающейся подкладке | 
| 
| - | С19 | |||||
| Односторонний замковый | 
| 
| - | С20 | |||||
| Двусторонний | 
| 
| С21 | ||||||
| Со ступенчатым скосом двух кромок | Односторонний | 
| 
| - | 4 - 20 | 4 - 20 | - | С22 | |
| С криволинейным скосом двух кромок | Двусторонний | 
| 
| - | - | 24 - 100 | 24 - 100 | С23 | |
| С ломаным скосом двух кромок | 
| 
| - | - | 24 - 100 | 24 - 100 | С24 | ||
| С двумя симметричными скосами двух кромок | 
| 
| - | 6 - 20 | 6 - 120 | 6 - 120 | С25 | ||
| С двумя симметричными криволинейными скосами двух кромок | 
| 
| - | - | 26,0-120,0 | 26,0-120,0 | С26 | ||
| С двумя симметричными ломаными скосами двух кромок | 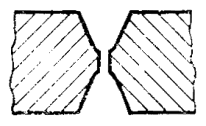
| 
| - | - | - | С27 | |||
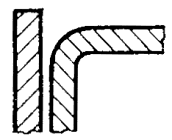
| Угловое | С отбортовкой одной кромки | Односторонний | 
| 
| 0,5 - 3,0 | 0,5 - 3,0 | 0,5 - 4.0 | 0,5 - 4,0 | У1 |
| 
| - | 0,8 - 4,0 | 1,0-12,0 | 1,0 - 12,0 | У2 | |||
| Без скоса кромок | 
| 
| - | 0,8 - 4.0 | 0,8 - 8,0 | 0,8 - 8,0 | У4 | ||

| 
| - | 0,8 - 10,0 | 0,8 - 10,0 | 0,8 - 30,0 | ||||
| Двусторонний | 
| 
| 0,8 - 4,0 | 0,8 - 12,0 | 0,8 - 12,0 | У5 | |||

| 
| 0.8 - 10,0 | 0,8 - 30,0 | 0,8 - 30,0 | |||||
| Со скосом одной кромки | Односторонний | 
| 
| - | 3,0 - 10,0 | 3,0 - 10,0 | 3,0 - 60,0 | У6 | |
| Двусторонний | 
| 
| - | 3 - 10 | 3 - 10 | 6 - 60 | У7 | ||
| С двумя симметричны ми скосами одной кромки | 
| 
| - | 6 - 20 | 6 - 20 | 6 - 100 | У8 | ||
| Со скосом двух кромок | Односторонний | 
| 
| - | 3 - 20 | 3 - 20 | 3 - 60 | У9 | |
| Двусторонний | 
| 
| - | У10 | |||||
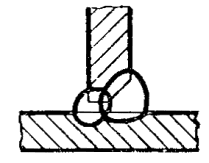
| Тавровое | Без скоса кромок | Односторонний | 
| 
| - | 0,8 - 40,0 | 0,8 - 40,0 | 0,8 - 40,0 | T1 |
| Без скоса кромок | Двусторонний |
| 
| - | 0,8 - 40,0 | 0,8 - 40,0 | 0,8 - 40,0 | T3 | |
| Со скосом одной кромок | Односторонний | 
| 
| 3 - 10 | 3 - 60 | 3 - 60 | T6 | ||
| Двусторонний | 
| 
| T7 | ||||||
| С двумя симметричными скосами одной кромки | Двусторонний | 
| 
| - | 6 - 20 | 6 - 80 | 6 - 80 | T8 | |

| 
| - | - | 12 - 100 | 12 - 100 | T9 | |||
| Нахлесточное | Без скоса кромок | Односторонний | 
| 
| 0,8 - 4,0 | 0,8 - 10,0 | 0,8 - 60,0 | 0,8 - 60,0 | H1 |
| Двусторонний | 
| 
| 0,8 - 4.0 | 0,8 - 10,0 | 0,8 - 60,0 | 0,8 - 60,0 | H2 |
4. Конструктивные элементы сварных соединений, их размеры и предельные отклонения по ним должны соответствовать указанным в табл. 2-47. Кроме указанных способов сварки, допускается применять другие способы дуговой сварки в защитных газах.
|
|
|
|
|
|
Таблица 2
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s | b | r | i | e, не более | ||
| подготовленных кромок свариваемых деталей | шва сварного соединения | Номин. | Пред. откл. | ||||||
| С1 |  * Размер для справок
* Размер для справок
| 
| ИН | 0,5 - 0,9 | + 0,2 | От s 1 до 2 s 1 | От s 1 до 3 s 1 | 1,5(s + s 1) + 1,5 | |
| 1,0 - 1,4 | + 0,3 | ||||||||
| 1,5 - 2,0 | + 0,5 | s + s 1 + 2 | |||||||
| ИП, УП | 0,5 - 1,4 | 1,5(s + s 1) + 2,5 | |||||||
| 1,5 - 4,0 | + 1,0 | s + s 1 + 3 |
Таблица 3
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s | e, не более | g | ||
| подготовленных кромок свариваемых деталей | шва сварного соединения | Номин. | Пред. откл. | ||||
| С28 | 
| 
| ИНп | 0,8 - 1,9 | 3 s +2,0 | + 1,0 | |
| 2,0 - 4,0 | 2 s +2,0 | + 1,5 | |||||
| ИП, УП | 1,0 - 1,9 | 3 s +2,0 | + 1,0 | ||||
| 2,0 - 6,0 | 2 s +3,0 | ||||||
| 7,0 - 9,0 | + 2,0 | ||||||
| 10,0 - 12,0 | 2 s + 4,0 | + 3,0 |
Таблица 4
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s | b | r | i | e, не более | ||
| подготовленных кромок свариваемых деталей | шва сварного соединения | Номин. | Пред. откл. | ||||||
| С3 |  * Размер для справок
* Размер для справок
| 
| ИН | 0,5 - 0,9 | + 0,2 | s - 2 s | s - 3 s | 3 s + 1,5 | |
| 1,0 - 1,4 | + 0,3 | ||||||||
| 1,5 - 2,0 | + 0,5 | 2 s + 2,0 | |||||||
| ИП, УП | 0,5 - 1,4 | 3 s + 2,5 | |||||||
| 1,5 - 4,0 | + 1,0 | 2 s + 3,0 |
Таблица 5
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s 1 | b | e, не более | g | g 1 | ||||
| подготовленных кромок свариваемых деталей | шва сварного соединения | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| C2 | 
| 
| ИН | 0,5 - 0,9 | +0,1 | 6,0 | ± 0,1 | + 0,1 | |||
| 1,0 - 1,4 | +0,2 | 7,0 | ± 0,3 | + 0,5 | |||||||
| 1,5 - 1,9 | ± 0,5 | ||||||||||
| 2,0 - 2,8 | +0,3 | 8,0 | + 1,0 | ||||||||
| 3,0 - 4,0 | 9,0 | ± 1,0 | |||||||||
| ИНп ИП УП | 0,8 - 1,2 | +1,0 | 7,0 | 1,0 | ± 0,5 | 1,0 | + 1,0 - 0,5 | ||||
| 1,4 - 2,0 | |||||||||||
| 2,2 - 4,0 | +1,5 | 8,0 | 1,5 | 1,5 | ± 1,0 | ||||||
| 4,5 - 6,0 | +2,0 | 12,0 |
Таблица 6
|
|
|
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s 1 | b | e, не более | e 1 | g | g 1 | |||||
| подготовленных кромок свариваемых деталей | шва сварного соединения | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| C4 | 
| 
| ИН | 0,5 - 0,9 | + 0,1 | 6,0 | 2,0 | ± 1,0 | ± 0,1 | + 0,2 | |||
| 1,0 -1,5 | + 0,2 | 7,0 | 4,0 | ± 2,0 | + 0,2 - 0,3 | + 0,5 | |||||||
| 1,6 - 2,2 | + 0,3 | 8,0 | + 0,2 - 0,5 | + 1,0 | |||||||||
| 2,5 - 4,0 | 9,0 | + 0,3 - 1,0 | |||||||||||
| ИНп | 0,8 - 1,4 | + 0,5 | 7,0 | 0,5 | + 0,5 - 0,2 | + 0,5 | |||||||
| 1,5 - 2,2 | + 1,0 | 8,0 | 0,5 | ± 0,5 | |||||||||
| 2,5 - 6,0 | 12,0 | 1,0 | ± 0,5 | ||||||||||
| ИП | 0,8 - 1,4 | 7,0 | 0,5 | + 0,5 - 0,2 | + 0,5 | ||||||||
| 1,5 - 2,8 | + 1,5 | 8,0 | 6,0 | 1,0 | + 1 - 0,5 | ||||||||
| 3,0 - 6,0 | + 2,0 | 12,0 | 1,5 | 0,5 | ± 0,5 | ||||||||
| УП | 0,8 - 1,4 | + 1,5 | 6,0 | 1,0 | 1,0 | + 1,0 - 0,5 | |||||||
| 1,5 - 2,8 | 7,0 | ||||||||||||
| 3,0 - 4,0 | + 2,0 | 8,0 | 1,5 | 1,5 | + 1,0 | ||||||||
| 4,5 - 6,0 | 2,0 | 9,0 | |||||||||||
| 7,0 - 8,0 | 12,0 | 2,0 | ± 1,0 |
Таблица 7
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s 1 | b | e, не более | g | d, не менее | |||
| подготовленных кромок свариваемых деталей | шва сварного соединения | Номин. | Пред. откл. | Номин. | Пред. откл. | |||||
| C5 | 
| 
| ИН | 0,5 - 0,9 | + 0,1 | 6,0 | ± 0,1 | s | ||
| 1,0 - 1,5 | + 0,2 | 7,0 | ± 0,2 | |||||||
| 1,6 - 2,2 | + 0,3 | 8,0 | ||||||||
| 2,5 - 4,0 | 10,0 | |||||||||
| ИНп | 0,8 - 1,5 | + 0,5 | 7,0 | 0,5 | + 0,5 - 0,2 | |||||
| 1,6 - 2,2 | + 1,0 | 8,0 | ||||||||
| 2,5 - 6,0 | 12,0 | 1,0 | ± 0,5 | |||||||
| ИП | 0,8 - 1,4 | 7,0 | 0,5 | + 0,5 - 0,2 | s | |||||
| 1,5 - 2,8 | + 1,5 | 8,0 | 1,0 | |||||||
| 3,0 - 6,0 | + 2,0 | 12,0 | 1,5 | + 1,0 - 0,5 | ||||||
| УП | 0,8 - 1,4 | + 1,5 | 6,0 | 1,0 | ||||||
| 1,5 - 2,8 | +2,0 | 7,0 | s | |||||||
| 3,0 - 4,0 | 8,0 | 1,5 | ||||||||
| 4,5 - 6,0 | 2,0 | 9,0 | 3,0 | |||||||
| 7,0 - 8,0 | 12,0 | 2,0 | ± 1,0 |
Таблица 8
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s | b | e, не более | g | d, не менее | |||
| подготовленных кромок свариваемых деталей | шва сварного соединения | Номин. | Пред. откл. | Номин. | Пред. откл. | |||||
| C6 | 
| 
| ИН | 0,5 - 0,9 | + 0,1 | 6,0 | ± 0,1 | s | ||
| 1,0 - 1,5 | + 0,2 | 7,0 | ± 0,2 | |||||||
| 1,6 - 2,2 | + 0,3 | 8,0 | ||||||||
| 2.5 - 4,0 | 10,0 | |||||||||
| ИНп | 0,8 - 1,5 | + 0,5 | 7,0 | 0,5 | + 0,5 - 0,2 | |||||
| 1,6 - 2,2 | + 1,0 | 8,0 | ||||||||
| 2,5 - 6,0 | 12,0 | 1,0 | ± 0,5 | |||||||
| ИП | 0,8 - 1,4 | 7,0 | 0,5 | + 0,5 - 0,2 | s | |||||
| 1,5 - 2,8 | + 1,5 | 8,0 | 1,0 | + 1,0 - 0,5 | ||||||
| 3,0 - 6,0 | + 2,0 | 12,0 | 1,5 | |||||||
| УП | 0,8 - 1,4 | + 1,5 | 6,0 | 1,0 | s | |||||
| 1,5 - 2,8 | 7,0 | |||||||||
| 3,0 - 4,0 | 2,0 | 8,0 | 1,5 | ± 1,0 | ||||||
| 4,5 - 6,0 | 2,0 | 9,0 | ||||||||
| 7,0 - 8,0 | 12,0 | 2,0 |
Таблица 9
|
|
|
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s 1 | b | e, не более | g | |||
| подготовленных кромок свариваемых деталей | шва сварного соединения | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| C | 
| 
| ИН | 3,0 - 4,0 | + 0,5 | 9,0 | + 0,2 | ||
| 4,5 - 6,0 | + 1,0 | 10,0 | |||||||
| ИНп | 3,0 - 4,0 | 9,0 | 1,0 | + 0,5 - 1,0 | |||||
| 4,5 - 6,0 | + 2,0 | 10,0 | |||||||
| ИП | 3,0 - 4,0 | + 1,0 | 9,0 | ± 1,0 | |||||
| 4,5 - 6,0 | + 2,0 | 10,0 | |||||||
| УП | 3,0 - 4,0 | + 0,5 | 8,0 | 1,5 | |||||
| 4,5 - 6,0 | + 1,0 | 9,0 | 2,0 | ± 1,5 | |||||
| 7,0 - 8,0 | 1,5 | + 1,0 | 10,0 | ||||||
| 9,0 - 10,0 | 12,0 | ||||||||
| 11,0 - 12,0 | 2,0 | 14,0 |
Таблица 10
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s 1 | b | с | е | g | a, град, ± 2° | |||||
| подготовленных кромок свариваемых деталей | шва сварного соединения | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| C8 | 
| 
| ИНп ИП | 3,0 - 3,5 | ± 1 | ± 1 | ± 2,0 | 1,0 | + 0,5 - 1,0 | ||||
| 3,8 - 4,5 | |||||||||||||
| 5,0 - 5,5 | ± 1,0 | ||||||||||||
| 6,0 | |||||||||||||
| 7,0 | |||||||||||||
| 8,0 | |||||||||||||
| 9,0 | |||||||||||||
| 10,0 | |||||||||||||
| УП | 3 - 4,0 | ||||||||||||
| 4,5 - 7,0 | |||||||||||||
| 8 - 11,0 | |||||||||||||
| 12 - 14 | 2,0 | + 1,0 - 2,0 | + 1,0 - 2,0 | ± 3,0 | |||||||||
| 16 - 18 | 2,0 | + 1,0 - 2,0 | |||||||||||
| 20 - 22 | |||||||||||||
| 24 - 26 | ± 4,0 | ||||||||||||
| 28 - 30 | |||||||||||||
| 32 - 34 | |||||||||||||
| 36 - 40 | |||||||||||||
| 42 - 45 | ± 5,0 | ||||||||||||
| 48 - 53 | |||||||||||||
| 56 - 60 |
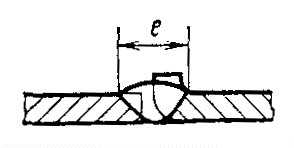
Таблица 11
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s 1 | b | c | e | e 1 ± 2 | g | g 1 ± 1 | a, град, ± 2° | |||||
| подготовленных кромок свариваемых деталей | шва сварного соединения | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||
| С9 | 
| 
| ИНп, ИП | 3,0-3,5 | ± 1 | ± 1 | ± 2 | + 0,5 - 1,0 | 1,0 | ||||||
| 3,8-4,5 | |||||||||||||||
| 5,0-5,5 | |||||||||||||||
| 6,0 | + 1 | 1,5 | |||||||||||||
| 7,0 | |||||||||||||||
| 8,0 | |||||||||||||||
| 9,0 | |||||||||||||||
| 10,0 | |||||||||||||||
| УП | 3,0-4,5 | ||||||||||||||
| 5,0-7,0 | |||||||||||||||
| 8,0-11,0 | |||||||||||||||
| 12,0-14,0 | + 1 - 2 | + 1 - 2 | ± 3 | 2,0 | |||||||||||
| 16,0-18,0 | + 1 - 2,0 | ||||||||||||||
| 20,0-22,0 | |||||||||||||||
| 24,0-26,0 | ± 4 | ||||||||||||||
| 28,0-30,0 | |||||||||||||||
| 32,0-34,0 | |||||||||||||||
| 36,0-40,0 | |||||||||||||||
| 42,0-45,0 | ± 5 | ||||||||||||||
| 48,0-53,0 | |||||||||||||||
| 56,0-60,0 |
Таблица 12
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s 1 | b | с | е | g | a, град, ± 2° | |||||
| подготовленных кромок свариваемых деталей | шва сварного соединения | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| C10 | 
| 
| ИНп ИП | 3,0 - 3,5 | ± 1 | ± 1 | ± 2 | 1,0 | + 0,5 - 1,0 | ||||
| 3,8 - 4,5 | |||||||||||||
| 5,0 - 5,5 | ± 1,0 | ||||||||||||
| 6,0 | |||||||||||||
| 7,0 | |||||||||||||
| 8,0 | |||||||||||||
| 9,0 | |||||||||||||
| 10,0 | |||||||||||||
| УП | 3,0 - 4,0 | ||||||||||||
| 4,5 - 7,0 | |||||||||||||
| 8,0 - 11,0 | |||||||||||||
| 12,0 - 14,0 | 2,0 | + 1,0 - 2,0 | + 1,0 - 2,0 | ± 3,0 | + 1,0 - 2,0 | ||||||||
| 16,0 - 18,0 | |||||||||||||
| 20,0 - 22,0 | |||||||||||||
| 24,0 - 26,0 | ± 4,0 | ||||||||||||
| 28,0 - 30,0 | |||||||||||||
| 32,0 - 34,0 | |||||||||||||
| 36,0 - 40,0 | |||||||||||||
| 42,0 - 45,0 | ± 2 | ± 5,0 | 2,5 | + 1,5 - 2,0 | |||||||||
| 48,0 - 53,0 | |||||||||||||
| 56,0 - 60,0 |
Таблица 13
Размеры, мм
|
|
|
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s | b | е | g | a, град, ± 2° | ||||
| подготовленных кромок свариваемых деталей | шва сварного соединения | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| C11 | 
| 
| ИНп ИП | 3,0 - 3,5 | ± 3 | ± 2 | 1,0 | + 0,5 - 1,0 | |||
| 3,8 - 4,5 | |||||||||||
| 5,0 - 5,5 | ± 1,0 | ||||||||||
| 6,0 | |||||||||||
| 7,0 | |||||||||||
| 8,0 | |||||||||||
| 9,0 | |||||||||||
| 10,0 | |||||||||||
| УП | 3,0 - 4,0 | ||||||||||
| 4,5 - 7,0 | |||||||||||
| 8,0 - 11,0 | |||||||||||
| 12,0 - 14,0 | ± 2 | ± 3,0 | 2,0 | + 1,0 - 2,0 | |||||||
| 16,0 - 18,0 | |||||||||||
| 20,0 - 22,0 | ± 4,0 | ||||||||||
| 24,0 - 26,0 | |||||||||||
| 28,0 - 30,0 | |||||||||||
| 32,0 - 34,0 | |||||||||||
| 36,0 - 40,0 |
Таблица 14
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s 1 | b | c | e | e 1 ± 2 | g | g 1 | a, град ± 2° | ||||||
| подготовленных кромок сваривае мых деталей | шва сварного соединения | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | |||||
| С9 | 
| 
| ИНп, ИП | 3,0-3,5 | ± 1 | ± 1 | ± 2 | 1,0 | + 0,5 - 1,0 | 0,5 | + 0,5 | |||||
| 3,8-4,5 | ||||||||||||||||
| 5,0-5,5 | + 1 | 1,0 | + 1,0 | |||||||||||||
| 6,0 | ||||||||||||||||
| 7,0 | ||||||||||||||||
| 8,0 | ||||||||||||||||
| 9,0 | ||||||||||||||||
| 10,0 | ||||||||||||||||
| УП | 3,0-4,5 | 2,0 | ± 1,0 | |||||||||||||
| 4,5-7,0 | ||||||||||||||||
| 8,0-11,0 | ||||||||||||||||
| 12,0-14,0 | + 1 - 2 | + 1 - 2 | ± 3 | 2,0 | + 1 - 2,0 | |||||||||||
| 16,0-18,0 | ||||||||||||||||
| 20,0-22,0 | ± 4 | |||||||||||||||
| 24,0-26,0 | ||||||||||||||||
| 28,0-30,0 | ||||||||||||||||
| 32,0-34,0 | ||||||||||||||||
| 36,0-40,0 | ||||||||||||||||
| 42,0-45,0 | ± 5 | |||||||||||||||
| 48,0-53,0 | ||||||||||||||||
| 56,0-60,0 |
Таблица 15
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s 1 | r + 1 | е | е 1 (пред. откл. ± 2) | g | g 1 ± 1 | |||
| подготовленных кромок свариваемых деталей | шва сварного соединения | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||
| C13 | 
| 
| ИП, УП | 18 - 20 | ± 2 | + 1 - 2 | |||||
| 22 - 24 | |||||||||||
| 26 - 28 | ± 3 | ||||||||||
| 30 - 34 | |||||||||||
| 36 - 40 | |||||||||||
| 42 - 45 | ± 4 | ||||||||||
| 48 - 53 | |||||||||||
| 56 - 60 | |||||||||||
| 63 - 65 | ± 5 | + 1 - 3 | |||||||||
| 70 - 75 | |||||||||||
| 80 - 85 | |||||||||||
| 90 - 95 | ± 6 | ||||||||||
Таблица 16
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s 1 | h + 1 | e | e 1 ± 2 | ||
| подготовленных кромок свариваемых деталей | шва сварного соединения | Номин. | Пред. откл. | |||||
| С14 | 
| 
| ИП, УП | 18 - 20 | ± 3 | |||
| 22 - 24 | ||||||||
| 26 - 30 | ||||||||
| 32 - 36 | ||||||||
| 38 - 42 | ||||||||
| 45 - 48 | ± 4 | |||||||
| 50 - 53 | ||||||||
| 56 - 60 | ||||||||
| 63 - 70 | ± 5 | |||||||
| 75 - 80 | ||||||||
| 85 - 90 | ||||||||
| 95 - 100 |
Таблица 17
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s 1 | b | с | е | g | a, град ± 2° | |||||
| подготовленных кромок свариваемых деталей | шва сварного соединения | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| C15 | 
| 
| ИНп | 6 - 9 | ± 1 | ± 1 | ± 2 | 1,0 | ± 1 | ||||
| 10 - 12 | |||||||||||||
| 14 - 16 | |||||||||||||
| 18 - 20 | |||||||||||||
| ИП, УП | 8 - 11 | ||||||||||||
| 12 - 14 | |||||||||||||
| 16 - 20 | |||||||||||||
| 22 - 26 | + 1,0 - 2,0 | ||||||||||||
| 28 - 32 | |||||||||||||
| 34 - 38 | |||||||||||||
| 40 - 44 | |||||||||||||
| 46 - 50 | |||||||||||||
| 52 - 56 | + 1 - 2 | + 1 - 2 | ± 3,0 | ||||||||||
| 58 - 62 | |||||||||||||
| 64 - 70 | |||||||||||||
| 72 - 80 | ± 4,0 | ||||||||||||
| 82 - 90 | |||||||||||||
| 92 - 100 | ± 5 |
Таблица 18
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s 1 | r + 1 | e | g + 1 - 2 | ||
| подготовленных кромок свариваемых деталей | шва сварного соединения | Номин. | Пред. откл. | |||||
| С16 | 
| 
| ИП, УП | 30 - 34 | ± 3 | |||
| 36 - 40 | ||||||||
| 42 - 45 | ||||||||
| 48 - 53 | ||||||||
| 56 - 60 | ||||||||
| 63 - 70 | ||||||||
| 75 - 80 | ||||||||
| 85 - 90 | ||||||||
| 95 - 100 | ± 4 | |||||||
| 105 - 110 | ||||||||
| ± 5 |
Таблица 19
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s 1 | b | с | е | g | a, град, ± 2° | |||||
| подготовленных кромок свариваемых деталей | шва сварного соединения | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| C17 | 
| 
| ИНп, ИП | 3,0 - 4,0 | 1,0 | ± 1 | 1,0 | ± 1,0 | ± 2 | 1,0 | ± 1 | ||
| 4,5 - 5,5 | |||||||||||||
| 6,0 | |||||||||||||
| 7,0 | |||||||||||||
| 8,0 | |||||||||||||
| УП | 9,0 - 10,0 | ||||||||||||
| 3,0 - 4,5 | |||||||||||||
| 5,0 - 7,0 | |||||||||||||
| 8,0 - 10,0 | |||||||||||||
| 11,0 - 14,0 | 2,0 | + 1,0 - 2,0 | 2,0 | + 1,0 - 2,0 | ± 3,0 | ||||||||
| 16,0 - 18,0 | |||||||||||||
| 20,0 - 22,0 | ± 4,0 | + 1,0 - 2,0 | |||||||||||
| 24,0 - 26,0 | |||||||||||||
| 28,0 - 30,0 | |||||||||||||
| 32,0 - 34,0 | |||||||||||||
| 36,0 - 40,0 | |||||||||||||
| 42,0 - 45,0 | ± 5 | ||||||||||||
| 48,0 - 53,0 | |||||||||||||
| 56,0 - 60,0 |
Таблица 20
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s 1 | b | c | e | e 1 ± 2 | g | a, град ± 2° | |||||
| подготовленных кромок свариваемых деталей | шва сварного соединения | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | |||||
| С18 | 
| 
| ИНп, ИП | 3,0-3,5 | 1,0 | ± 1,0 | 1,0 | ± 1,0 | ± 2 | 1,0 | + 0,5 - 1,0 | |||
| 3,8-4,5 | ||||||||||||||
| 5,0-5,5 | + 1 | |||||||||||||
| 6,0 | ||||||||||||||
| 7,0-8,0 | ||||||||||||||
| УП | 9,0-10,0 | |||||||||||||
| 3,0-4,0 | ||||||||||||||
| 4,5-7,0 | ||||||||||||||
| 8,0-11,0 | ||||||||||||||
| 12,0-14,0 | 2,0 | + 1 - 2 | 2,0 | + 1,0 - 2,0 | ± 3 | 6,0 | + 1 - 2,0 | |||||||
| 16,0-18,0 | ||||||||||||||
| 20,0-22,0 | ± 4 | 8,0 | ||||||||||||
| 24,0-26,0 | ||||||||||||||
| 28,0-30,0 | ||||||||||||||
| 32,0-36,0 | ||||||||||||||
| 38,0-42,0 | ||||||||||||||
| 45,0-48,0 | ± 5 | |||||||||||||
| 50,0-53,0 | ||||||||||||||
| 56,0-60,0 |
Таблица 21
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s 1 | b | c | e | g | a, град ± 2° | |||||
| подготовленных кромок свариваемых деталей | шва сварного соединения | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| С19 | 
| 
| ИНп, ИП | 3,0 - 3,5 | ± 1 | ± 1 | ± 2 | 1,0 | + 0,5 - 1,0 | ||||
| 3,8 - 4,0 | |||||||||||||
| 5,0 - 5,5 | + 1 | ||||||||||||
| 6,0 | |||||||||||||
| 7,0 | |||||||||||||
| 8,0 | |||||||||||||
| 9,0 | |||||||||||||
| УП | 10,0 | ||||||||||||
| 3,0 - 4,0 | |||||||||||||
| 4,5 - 70 | |||||||||||||
| 8 - 11 | |||||||||||||
| 12 - 14 | + 1 - 2 | + 1,0 - 2,0 | ± 3 | 2,0 | + 1 - 2,0 | ||||||||
| 16 - 18 | |||||||||||||
| 20 - 22 | ± 4 | ||||||||||||
| 24 - 26 | |||||||||||||
| 28 - 30 | |||||||||||||
| 32 - 36 | |||||||||||||
| 38 - 42 | ± 2 | ||||||||||||
| 45 - 48 | ± 5 | ||||||||||||
| 50 - 53 | |||||||||||||
| 56 - 60 |
Таблица 22
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s | b | c | e | g | a, град ± 2° | |||||
| подготовленных кромок свариваемых деталей | шва сварного соединения | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| С20 | 
| 
| ИНп, ИП | 3,0 - 3,5 | ± 1 | ± 1 | ± 2 | 1,0 | + 0,5 - 1,0 | ||||
| 3,8 - 4,5 | |||||||||||||
| 5,0 - 5,5 | + 1 | ||||||||||||
| 6,0 | |||||||||||||
| 7,0 | |||||||||||||
| 8,0 | |||||||||||||
| 9,0 | |||||||||||||
| 10,0 | |||||||||||||
| УП | 3 - 4 | ||||||||||||
| 4,5 - 7 | |||||||||||||
| 8 - 11 | |||||||||||||
| 12 - 14 | + 1 - 2 | + 1,0 - 2,0 | ± 3 | 2,0 | |||||||||
| 16 - 18 | |||||||||||||
| 20 - 22 | ± 4 | + 1 - 2,0 | |||||||||||
| 24 - 26 | |||||||||||||
| 28 - 30 | |||||||||||||
| 32 - 36 | |||||||||||||
| 38 - 42 | ± 2 | ||||||||||||
| 45 - 48 | |||||||||||||
| 50 - 53 | |||||||||||||
| 56 - 60 |
Таблица 23
Раз
|
|
|
