 |


Двухэлектродная дуговая печь постоянного тока
|
|
|
|
Лекция №14. «Современные методы получения стали высокого качества в зарубежных странах»
План лекции:
1. Современные приемы организации работы ДСП
2. Топливно-дуговой сталеплавильный агрегат
3. Двухэлектродная дуговая печь постоянного тока
4. ДСП постоянного тока Comelt с несколькими
5. ДСП Consteel постоянного тока с непрерывной загрузкой металлошихты
6. Шахтная дуговая печь с удерживающими пальцами
7. Пути снижения расхода электроэнергии.
Цель лекции:
Современные технологии получения стали высокого качества с минимальными затратами энергетических ресурсов. Современные приемы организации работы ДСП.
Дидактические единицы: ДСП; металлошихта; флюс; топливо; технический кислород; конструкция; утилизация.
Современные приемы организации работы ДСП
Главные особенности организации работы современных ДСП сводятся к следующему:
1. Переход на двустадийную технологию производства: а) быстрое расплавление в печи металлошихты, окисление углерода и фосфора, удаление окислительного шлака; б) окончательное рафинирование (десульфурация, дегазация и т. п.) и доводка вне печи методами внепечной обработки.
2. Использование мощных и сверхмощных трансформаторов (до 1000 кВ-А/т) и стремление к эффективному использованию этой мощности.
3. Возможно более полное использование тепла отходящих газов для предварительного подогрева металлошихты.
4. Широкое применение для интенсификации процессов нагрева и расплавления металлошихты кислорода и топливно-кислородных горелок (несмотря на повышенный угар шихты).
5. Повсеместное использование устройства для водяного охлаждения отдельных деталей конструкций печи, свода и стенок.
|
|
|
6. Организация непрерывного процесса плавления металлошихты в печи.
7. Стремление получать максимальную часовую производительность агрегата. Новые конструкции ДСП. Дать общую классификацию новых конструктивных решений пока еще затруднительно. Приведем несколько характерных примеров.
2. Топливно-дуговой сталеплавильный агрегат
(и двухстадийный топ ливно–дуговой сталеплавильный процесс в нем) разработан Челябинским научно-исследовательским институтом металлургии (Россия) на основании опыта комбинированного использования в дуговых печах электроэнергии, газообразного и твердого топлива, а также теплоты отходящих технологических газов для предварительного высокотемпературного нагрева лома. В топливно-дуговой сталеплавильный агрегат входят ДСП и многокамерный шахтный водоохлаждаемый подогреватель лома (рис. 1). Печь оборудована эркерными топливно-кислородными горелками мощностью по 25—30 МВт каждая и фурмами для вдувания угля и кислорода. В стенах печи установлены также кислородные фурмы для дожигания технологических газов.
Плавка в топливно-дуговом агрегате проводится в две стадии. На первой стадии лом, уже подогретый до ~ 700 0С в нижней камере шахты, нагревается в объеме печи до температуры плавления только за счет сжигаемого в кислороде топлива (природного газа и угольной пыли).
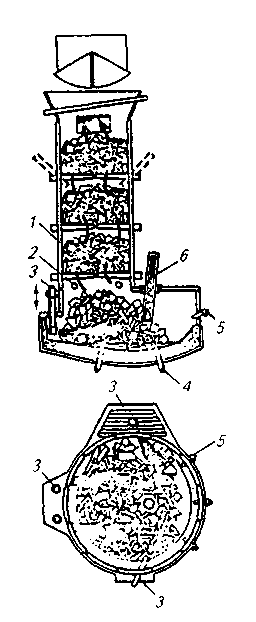
Рис. 1. Топливно-дуговой сталеплавильный агрегат:
1 — шахта; 2—газо-воздушные горелки; 3— высокомощные вращающиеся топливно-кислородные горелки; 4— подовые фурмы для вдувания угля и кислорода; 5— стеновые кислородные фурмы; 6— внецентренный графитированный электрод
На второй стадии расплавление шихты и нагрев жидкой ванны проводятся при одновременном использовании электроэнергии и порошкообразного угля. За 4 мин до выпуска плавки с целью гомогенизации состава ванны и выравнивания ее температуры вдувание угля прекращают и плавку доводят только на электрических дугах. Для 100-т печи расчетная производительность 900 тыс. т/год.
|
|
|
За счет высокотемпературного нагрева лома технологическими газами и использования больших количеств топлива расход электроэнергии может быть снижен до 180 кВт·ч/т, расход электродов — до менее 1,2 кг/т. При этом по сравнению с обычной ДСП затраты первичной энергии на выплавку стали могут быть уменьшены в 1,5—1,6 раза, что способствует не только повышению экономической эффективности процесса, но и улучшению экологии.
Двухэлектродная дуговая печь постоянного тока
разработана фирмами Японии и Швейцарии. Первая такая печь емкостью 250т (мощностью 100 MBА, производительностью 0,8 млн т/год) введена в эксплуатацию на заводе фирмы Tokyo Steel в 1996 г. Установка состоит из двух основных элементов: овальной печи и системы загрузки лома (рис. 2). В последнюю входят криволинейный шахтный подогреватель и загрузочное устройство с двумя толкателями, расположенными на разных уровнях. Лом из бункера поступает в шахту и нагревается технологическими газами до температуры ~ 800 °С (температура выходящих газов около 200 °С).
Печь оборудована двумя верхними графитовыми электродами и двумя подовыми электродами, выполненными из токопроводящих огнеупоров. Дуги отклонены к центру печи, куда загружается лом; этим достигается уменьшение тепловой нагрузки стен, в результате можно не устанавливать стеновые панели и снизить теплопотери печи.

Рис. 2. Двухэлектродная ДСП постоянного тока:
1 — бункер; 2— шахта; 3 — верхний толкатель; 4 — нижний толкатель
Печь работает с очень большой массой оставшегося от предыдущей плавки расплава (110т при массе выпускаемой плавки 140т). Это обеспечивает постоянство условий работы печи (имеются в виду температура металла, подводимая мощность, газовыделение, температура технологических газов). Загрузка лома в шахту полностью автоматизирована и основана на контроле уровня лома в шахте. Автоматизированы процессы вдувания кислорода, углерода, шлакообразующих, управление перемещением графитовых электродов.
Преимуществами такой печи являются: 1)расход электроэнергии
|
|
|
260 кВт·ч при расходе вдуваемого угля 25 кг и кислорода 33 м3 на 1 т стали; 2) снижение уровня шума (на 15— 20 дБ по сравнению с обычной дуговой печью постоянного тока); 3) снижение фликкера на 50—60 % по сравнению с одноэлектродной дуговой печью постоянного тока; 4) уменьшение пылевыделения; 5) высокая доля токового времени плавки.
Так как все операции плавки автоматизированы, ожидается, что печь в комплексе с печью-ковшом будут обслуживать только два оператора.
Двухэлектродные печи постоянного тока конструкции фирмы Danieli работают на заводах фирмы Hylsa (Мексика) в Монтеррее (емкость 135т, мощность трансформатора 208 MB·А, шихта —лом, холодные и горячие
металлизованные окатыши) и в Пуэбло.
4. ДСП постоянного тока Comelt с несколькими наклонными под углом 40° электродами,пропущенными через периферийную часть свода, и с сочлененной со сводом шахтой, где происходит подогрев лома отходящими газами, разработана австрийской фирмой Voest Alpine Industrie-anlagenbau. Опытная печь постоянного тока с четырьмя графитовыми электродами диаметром 250 мм и подовым анодом (рис. 3) была сооружена на базе плазменной печи емкостью 50т на заводе в Линце (Австрия). Дуги длиной 0,5—1,2 м горят по оси электродов, образуя в шихте полости длиной до 1,7 м. Лом поступает по транспортеру в верхнюю часть шахты со скоростью около 25 т/мин. После выпуска металла в печь загружают 60— 80 % всей шихты вместе с известью и коксом. Печь оборудована тремя газокислородными горелками и тремя кислородными фурмами для дожигания СО. Каждая пара электродов питается через свой трансформатор мощностью 48 MB·А. Максимальные значения силы тока и напряжения на дуге составляют соответственно 29 кА и 850 В. Печь тщательно герметизирована; отходящие газы проходят через слой шихты. Собираемую пыль можно возвращать в печь, вдувая с током азота через полый электрод. Плавку ведут под вспененным шлаком.
При емкости печи Comelt более 150 т продолжительность плавки должна быть менее 40 мин. При этом по сравнению с обычной дуговой печью общая экономия энергии составит около 100 кВт·ч/т, расход электродов будет на 30 % меньше (0,9 вместо 1,4 кг/т), снизятся удельные капитальные расходы и затраты на ремонт (на 15—20%). Конструкция печи Comelt обеспечивает полное улавливание выделяющихся газов при уменьшении их объема на 70 %, снижение шумовыделения на 15—20 дБ, уменьшение фликкера.

Рис. 3. ДСП постоянного тока Comelt
|
|
|
