 |


Система отверстия и система вала
|
|
|
|
Допуски и посадки
Понятие о взаимозаменяемости деталей
На современных заводах станки, автомобили, тракторы и другие машины изготовляются не единицами и даже не десятками и сотнями, а тысячами. При таких размерах производства очень важно, чтобы каждая деталь машины при сборке точно подходила к своему месту без какой-либо дополнительной слесарной пригонки. Не менее важно, чтобы любая деталь, поступающая на сборку, допускала замену ее другой одного с ней назначения без всякого ущерба для работы всей готовой машины. Детали, удовлетворяющие таким условиям, называют взаимозаменяемыми.
Взаимозаменяемость деталей — это свойство деталей занимать свои места в узлах и изделиях без всякого предварительного подбора или подгонки по месту и выполнять свои функции в соответствии с предписанными техническими условиями.
Сопряжение деталей
Две детали, подвижно или неподвижно соединяемые друг с другом, называют сопрягаемыми. Размер, по которому происходит соединение этих деталей, называют сопрягаемым размером. Размеры, по которым не происходит соединения деталей, называют свободными размерами. Примером сопрягаемых размеров может служить диаметр вала и соответствующий диаметр отверстия в шкиве; примером свободных размеров может служить наружный диаметр шкива.
Для получения взаимозаменяемости сопрягаемые размеры деталей должны быть точно выполнены. Однако такая обработка сложна и не всегда целесообразна. Поэтому техника нашла способ получать взаимозаменяемые детали при работе с приближенной точностью. Этот способ заключается в том, что для различных условий работы детали устанавливают допустимые отклонения ее размеров, при которых все же возможна безукоризненная работа детали в машине. Эти отклонения, рассчитанные для различных условий работы детали, построены в определенной системе, которая называется системой допусков.
|
|
|
Понятие о допусках
Характеристика размеров. Расчетный размер детали, проставляемый на чертеже, от которого отсчитываются отклонения, называется номинальным размером. Обычно номинальные размеры выражаются в целых миллиметрах.
Размер детали, фактически полученный при обработке, называется действительным размером.
Размеры, между которыми может колебаться действительный размер детали, называются предельными. Из них больший размер называется наибольшим предельным размером, а меньший — наименьшим предельным размером.
Отклонением называется разность между предельным и номинальным размерами детали. На чертеже отклонения обозначаются обычно числовыми величинами при номинальном размере, причем верхнее отклонение указывается выше, а нижнее — ниже.
Например, в размере  номинальным размером является 30, а отклонениями будут +0,15 и —0,1.
номинальным размером является 30, а отклонениями будут +0,15 и —0,1.
Разность между наибольшим предельным и номинальным размерами называется верхним отклонением, а разность между наименьшим предельным и номинальным размерами — нижним отклонением. Например, размер вала равен  . В этом случае наибольший предельный размер будет:
. В этом случае наибольший предельный размер будет:
30 +0,15 = 30,15 мм;
верхнее отклонение составит
30,15 — 30,0 = 0,15 мм;
наименьший предельный размер будет:
30+0,1 = 30,1 мм;
нижнее отклонение составит
30,1 — 30,0 = 0,1 мм.
Допуск на изготовление. Разность между наибольшим и наименьшим предельными размерами называется допуском. Например, для размера вала допуск будет равен разности предельных размеров, т. е.
30,15 — 29,9 = 0,25 мм.
Зазоры и натяги
Если деталь с отверстием  насадить на вал с диаметром
насадить на вал с диаметром  , т. е. с диаметром при всех условиях меньше диаметра отверстия, то в соединении вала с отверстием обязательно получится зазор, как это показано на рис. 70. В этом случае посадка называется подвижной, так как вал сможет свободно вращаться в отверстии. Если же размер вала будет
, т. е. с диаметром при всех условиях меньше диаметра отверстия, то в соединении вала с отверстием обязательно получится зазор, как это показано на рис. 70. В этом случае посадка называется подвижной, так как вал сможет свободно вращаться в отверстии. Если же размер вала будет  т. е. всегда больше размера отверстия (рис. 71), то при соединении вал потребуется запрессовать в отверстие и тогда в соединении получится натяг.
т. е. всегда больше размера отверстия (рис. 71), то при соединении вал потребуется запрессовать в отверстие и тогда в соединении получится натяг.
|
|
|

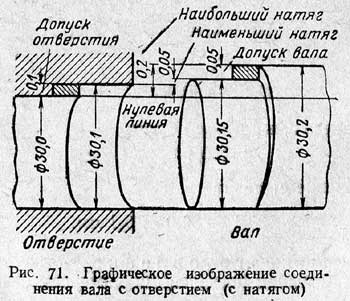
На основании изложенного можно сделать следующее заключение:
зазором называют разность между действительными размерами отверстия и вала, когда отверстие больше вала;
натягом называют разность между действительными размерами вала и отверстия, когда вал больше отверстия.
Посадки и классы точности
Посадки. Посадки разделяются на подвижные и неподвижные. Ниже приводим наиболее применяемые посадки, причем в скобках даются их сокращенные обозначения.

Классы точности. Из практики известно, что, например, детали сельскохозяйственных и дорожных машин без вреда для их работы могут быть изготовлены менее точно, чем детали токарных станков, автомобилей, измерительных приборов. В связи с этим в машиностроении детали разных машин изготовляются по десяти различным классам точности. Пять из них более точные: 1-й, 2-й, 2а, 3-й, За; два менее точные: 4-й и 5-й; три остальные — грубые: 7-й, 8-й и 9-й.
Чтобы знать, по какому классу точности нужно изготовить деталь, на чертежах рядом с буквой, обозначающей посадку, ставится цифра, указывающая класс точности. Например, С4 означает: скользящая посадка 4-го класса точности; Х3 — ходовая посадка 3-го класса точности; П — плотная посадка 2-го класса точности. Для всех посадок 2-го класса цифра 2 не ставится, так как этот класс точности применяется особенно широко.
Система отверстия и система вала
Различают две системы расположения допусков — систему отверстия и систему вала.
Система отверстия (рис. 72) характеризуется тем, что в ней для всех посадок одной и той же степени точности (одного класса), отнесенных к одному и тому же номинальному диаметру, отверстие имеет постоянные предельные отклонения, разнообразие же посадок получается за счет изменения предельных отклонений вала.

Система вала (рис. 73) характеризуется тем, что в ней для всех посадок одной и той же степени точности (одного класса), отнесенных к одному и тому же номинальному диаметру, вал имеет постоянные предельные отклонения, разнообразие же посадок в этой системе осуществляется за счет изменения предельных отклонений отверстия.
|
|
|
На чертежах систему отверстия обозначают буквой А, а систему вала — буквой В. Если отверстие изготовляется по системе отверстия, то у номинального размера ставят букву А с цифрой, соответствующей классу точности. Например, 30А3 означает, что отверстие должно быть обработано по системе отверстия 3-го класса точности, а 30А — по системе отверстия 2-го класса точности. Если же отверстие обрабатывается по системе вала, то у номинального размера ставят обозначение посадки и соответствующего класса точности. Например, отверстие 30С4 означает, что отверстие нужно обработать с предельными отклонениями по системе вала, по скользящей посадке 4-го класса точности. В том случае, когда вал изготовляется по системе вала, ставят букву В и соответствующий класс точности. Например, 30В3 будет означать обработку вала по системе вала 3-го класса точности, а 30В — по системе вала 2-го класса точности.
В машиностроении систему отверстия применяют чаще, чем систему вала, так как это сопряжено с меньшими расходами на инструмент и оснастку. Например, для обработки отверстия данного номинального диаметра при системе отверстия для всех посадок одного класса требуется только одна развертка и для измерения отверстия — одна /предельная пробка, а при системе вала для каждой посадки в пределах одного класса нужна отдельная развертка и отдельная предельная пробка.
Таблицы отклонений
Для определения и назначения классов точности, посадок и величины допусков пользуются специальными справочными таблицами. Так как допустимые отклонения являются обычно очень малыми величинами, то, чтобы не писать лишних нулей, в таблицах допусков их обозначают в тысячных долях миллиметра, называемых микронами; один микрон равен 0,001 мм.
В качестве примера приведена таблица 2-го класса точности для системы отверстия (табл. 7).
|
|
|
В первой графе таблицы даны номинальные диаметры, во второй графе — отклонения отверстия в микронах. В остальных графах приводятся различные посадки с соответствующими им отклонениями. Знак плюс показывает, что отклонение прибавляется к номинальному размеру, а минус — что отклонение вычитается из номинального размера.
В качестве примера определим посадку движения в системе отверстия 2-го класса точности для соединения вала с отверстием номинального диаметра 70 мм.
Номинальный диаметр 70 лежит между размерами 50—80, помещенными в первой графе табл. 7. Во второй графе находим соответствующие отклонения отверстия  . Следовательно, наибольший предельный размер отверстия будет 70,030 мм, а наименьший 70 мм, так как нижнее отклонение равно нулю.
. Следовательно, наибольший предельный размер отверстия будет 70,030 мм, а наименьший 70 мм, так как нижнее отклонение равно нулю.
В графе «Посадка движения» против размера от 50 до 80 указано отклонение для вала  Следовательно, наибольший предельный размер вала 70-0,012 = 69,988 мм, а наименьший предельный размер 70-0,032 = 69,968 мм.
Следовательно, наибольший предельный размер вала 70-0,012 = 69,988 мм, а наименьший предельный размер 70-0,032 = 69,968 мм.
Таблица 7
Предельные отклонения отверстия и вала для системы отверстия по 2-му классу точности
(по ОСТ 1012). Размеры в микронах (1 мк = 0,001 мм)


- ГОСТ 8032-84. Основные нормы взаимозаменяемости. Нормальные линейные размеры
- ГОСТ 25346-89. Основные нормы взаимозаменяемости. Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений
седлообразность - отклонение профиля продольного сечения
ГОСТ 24642-81 устанавливает следующие отклонения формы по верхностей

Конусообразность - отклонение профиля продольного сечения,

Допуски формы и расположения поверхностей.
 Допуски формы и расположения поверхностей регламентируются следующими стандартами.
Допуски формы и расположения поверхностей регламентируются следующими стандартами.
ГОСТ 24642-81. Допуски формы и расположения поверхностей. Основные термины и определения.
ГОСТ 24643-81. Числовые значения отклонений формы и взаимного положения.
ГОСТ 25069-81. Неуказанные допуски формы и расположения поверхностей.
ГОСТ 2.308-79. Указание на чертежах допусков формы и расположения поверхностей.
Влияние отклонений формы и расположения поверхностей на качество изделий.
Точность геометрических параметров деталей характеризуется не только точностью размеров ее элементов, но и точностью формы и взаимного расположения поверхностей. Отклонения формы и расположения поверхностей возникают в процессе обработки деталей из-за неточности и деформации станка, инструмента и приспособления; деформации обрабатываемого изделия; неравномерности припуска на обработку; неоднородности материала заготовки и т.п.
В подвижных соединениях эти отклонения приводят к уменьшению износостойкости деталей вследствие повышенного удельного давления на выступах неровностей, к нарушению плавности хода, шуму и т.д.
В неподвижных соединениях отклонения формы и расположения поверхностей вызывают неравномерность натяга, вследствие чего снижаются прочность соединения, герметичность и точность центрирования.
В сборках эти погрешности приводят к погрешностям базирования деталей друг относительно друга, деформациям, неравномерным зазорам, что вызывает нарушения нормальной работы отдельных узлов и механизма в целом; например, подшипники качения весьма чувствительны к отклонениям формы и взаимного расположения посадочных поверхностей.
Отклонения формы и расположения поверхностей снижают технологические показатели изделий. Так, они существенно влияют на точность и трудоемкость сборки и повышают объем пригоночных операций, снижают точность измерения размеров, влияют на точность базирования детали при изготовлении и контроле.
|
|
|
Геометрические параметры деталей. Основные понятия.
При анализе точности геометрических параметров деталей оперируют следующими понятиями.
Номинальная поверхность - идеальная поверхность, размеры и форма которой соответствуют заданным номинальным размерам и номинальной форме.
Реальная поверхность - поверхность, ограничивающая деталь и отделяющая ее от окружающей среды.
Профиль - линия пересечения поверхности с плоскостью или с заданной поверхностью (существуют понятия реального и номинального профилей, аналогичные понятиям номинальной и реальной поверхностей).
Нормируемый участок L - участок поверхности или линии, к которому относится допуск формы, допуск расположения или соответствующее отклонение. Если нормируемый участок не задан, то допуск или отклонение относится ко всей рассматриваемой поверхности или длине рассматриваемого элемента. Если расположение нормируемого участка не задано, то он может занимать любое расположение в пределах всего элемента.

Прилегающая поверхность - поверхность, имеющая форму номинальной поверхности, соприкасающаяся с реальной поверхностью и расположенная вне материала детали так, чтобы отклонение от нее наиболее удаленной точки реальной поверхности в пределах нормируемого участка имело минимальное значение. Прилегающая поверхность применяется в качестве базовой при определении отклонений формы и расположения.Вместо прилегающего элемента для оценки отклонений формы или расположения допускается использовать в качестве базового элемента средний элемент, имеющий номинальную форму и проведенный методом наименьших квадратов по отношению к реальному.
База - элемент детали или сочетание элементов, по отношению к которым задается допуск расположения рассматриваемого элемента, а также определяются соответствующие отклонения.
Отклонения и допуски формы.
Отклонением формы EF называется отклонение формы реального элемента от номинальной формы, оцениваемое наибольшим расстоянием от точек реального элемента по нормали к прилегающему элементу. Неровности, относящиеся к шероховатости поверхности, в отклонения формы не включаются. При измерении формы влияние шероховатости, как правило, устраняется за счет применения достаточно большого радиуса измерительного наконечника.
Допуском формы TF называется наибольшее допускаемое значение отклонения формы.
Виды допусков формы.
Виды допусков, их обозначение и изображение на чертежах приведены в табл. Числовые значения допусков в зависимости от степени точности приведены в приложении.
Выбор допусков зависит от конструктивных и технологических требований и, кроме того, связан с
допуском размера. Поле допуска размера для сопрягаемых поверхностей ограничивает также и любые отклонения формы на длине соединения. Ни одно из отклонений формы не может превысить допуска размера. Допуски формы назначают только в тех случаях, когда они должны быть меньше допуска размера. Примеры назначения допусков формы, рекомендуемые степени точности и соответствующие им способы обработки указаны в табл.



Отклонения и допуски расположения поверхностей.
Отклонением расположения EP называется отклонение реального расположения рассматриваемого элемента от его номинального расположения. Под номинальным понимается расположение, определяемое номинальными линейными и угловыми размерами.
Для оценки точности расположения поверхностей, как правило, назначают базы.
База – элемент детали (или выполняющее ту же функцию сочетание элементов), по отношению к
которому задается допуск расположения рассматриваемого элемента, а также определяется соот-
ветствующее отклонение.
Допуском расположения называется предел, ограничивающий допускаемое значение отклонения расположения поверхностей.
Поле допуска расположения TP - область в пространстве или заданной плоскости, внутри кото-
рой должен находиться прилегающий элемент или ось, центр, плоскость симметрии в пределах нор-
мируемого участка, ширина или диаметр которой определяется значением допуска, а расположение
относительно баз – номинальным расположением рассматриваемого элемента.
Виды допусков расположения
Виды допусков, их обозначение и изображение на чертежах приведены допуски, ограничивающие отклонения расположения между цилиндрическими и плоскими поверхностями.
Оценка величины отклонения расположения производится по расположению прилегающей поверхности, проведенной к реальной поверхности; таким образом исключаются из рассмотрения отклонения формы.
В графе “Примечания” (см. табл. 3.4) указаны допуски, которые могут назначаться либо в радиусном, либо в диаметральном выражениях. При нанесении этих допусков на чертежах следует указывать соответствующий знак перед числовым значением допуска.
Числовые значения допусков в зависимости от степени точности даны в приложении

Суммарные допуски и отклонения формы и расположения поверхностей.
Суммарным отклонением формы и расположения ЕС называется отклонение, являющееся результатом совместного проявления отклонения формы и отклонения расположения рассматриваемой поверхности или рассматриваемого профиля относительно баз.
Поле суммарного допуска формы и расположения TC - это область в пространстве или на заданной поверхности, внутри которой должны находиться все точки реальной поверхности или реального профиля в пределах нормируемого участка. Это поле имеет заданное номинальное положение относительно баз.
Виды суммарных допусков.
Виды допусков, их обозначение и изображение на чертежах приведены в табл. Числовые значения допусков в зависимости от степени точности даны в приложении. Примеры назначения допусков на чертежах и изображение отклонений приведены в табл.

Зависимые и независимые допуски.
Допуски расположения или формы могут быть зависимыми или независимыми.
Зависимый допуск — это допуск расположения или формы, указываемый на чертеже в виде значения, которое допускается превышать на величину, зависящую от отклонения действительного размера рассматриваемого элемента от максимума материала.
Зависимый допуск - переменный допуск, его минимальное значение указывается в чертеже и допускается превышать за счет изменения размеров рассматриваемых элементов, но так, чтобы их линейные размеры не выходили за пределы предписанных допусков.
Зависимые допуски расположения, как правило, назначают в тех случаях, когда необходимо обеспечить собираемость деталей, сопрягающихся одновременно по нескольким поверхностям.
В отдельных случаях при зависимых допусках имеется возможность перевести деталь из брака в годные путем дополнительной обработки, например, развертыванием отверстий. Как правило, зависимые допуски рекомендуется назначать для тех элементов деталей, к которым предъявляются только требования собираемости.
Зависимые допуски обычно контролируют комплексными калибрами, которые являются прототипами сопрягаемых деталей. Эти калибры только проходные, они гарантируют беспригоночную сборку изделий.
Пример назначения зависимого допуска приведен на рис. 3.2. Буква “М” показывает, что допуск зависимый, а способ указания - что значение допуска соосности можно превышать за счет изменения
размеров обоих отверстий.

Из рисунка видно, что при выполнении отверстий с минимальными размерами предельное отклонение от соосности может быть не более. При выполнении отверстий с максимально допустимыми размерами значение предельного отклонения соосности может быть увеличено. Наибольшее предельное отклонение рассчитывается по формуле:
ЕРСmax = EPCmin + 0.5 D (T1 + T2); EPCmax = 0.005 + 0.5 D (0.033 + 0.022) = 0.0325 мм
Для зависимых допусков возможно назначение в чертежах их нулевых значений. Такой способ
указания допусков означает, что отклонения допустимы только за счет использования части допуска
на размер элементов.
Независимый допуск - это допуск расположения или формы, числовое значение которого постоянно для всей совокупности деталей и не зависит от действительных размеров рассматриваемых поверхностей.
Указание допусков формы и расположения поверхностей на чертежах.
1. Допуски формы и расположения поверхностей указывают на чертежах условными обозначениями. Указание допусков формы и расположения текстом в технических требованиях допустимолишь в тех случаях, когда отсутствует знак вида допуска.
2. При условном обозначении данные о допусках формы и расположения поверхностей указывают в прямоугольной рамке, разделенной на части:
в первой части – знак допуска;
во второй части – числовое значение допуска, а при необходимости и длину нормируемого участка;
в третьей и последующих частях – буквенное обозначение баз

4. Рамку рекомендуется выполнять в горизонтальном положении. Пересекать рамку допуска какими-либо линиями не допускается.
5. Если допуск относится к оси или к плоскости симметрии, то соединительная линия должна быть
продолжением размерной линии (рис. 3.4, а). Если же отклонение или база относятся к поверхности,
то соединительная линия не должна совпадать с размерной

6. Если размер элемента уже указан, размерная линия должна быть без размера, и ее рассматривают как составную часть условного обозначения допуска.
7. Числовое значение допуска действительно для всей поверхности или длины элемента, если не задан нормируемый участок.
8. Если для одного элемента необходимо задать два разных вида допуска, то рамки допуска можно объединять и располагать их так, как показано на рис
9. Базы обозначают зачерненным треугольником, который соединяют при помощи соединительной линии с рамкой допуска или рамкой, в которой указывают буквенное обозначение базы.
10. Если нет необходимости выделять как базу ни одну из поверхностей, то треугольник заменяют стрелкой.
11. Линейные и угловые размеры, определяющие номинальное расположение элементов, ограничиваемых допуском расположения, указывают на чертежах в прямоугольных рамках.
12. Если допуск расположения или формы не указан как зависимый, то его считают независимым.
Зависимые допуски обозначают так, как указано на рис.
3.6. Знак “М” помещают:
после числового значения допуска, если зависимый допуск связан с действительными размерами рассматриваемого элемента;
после буквенного обозначения базы (см. рис. 3.6, б) или без буквенного обозначения в третьей
части рамки (см. рис. 3.6, в), если зависимый допуск связан с действительными размерами базового
элемента;
после числового значения допуска и буквенного обозначения базы (см. рис. 3.6, г) или без буквенного обозначения (см. рис. 3.6, д), если зависимый допуск связан с действительными размерами
рассматриваемого и базового элементов.
Шероховатость поверхности
[править]
Материал из Википедии — свободной энциклопедии
Перейти к: навигация, поиск
Шероховатость поверхности — совокупность неровностей поверхности с относительно малыми шагами на базовой длине. Измеряется в микрометрах (мкм). Шероховатость относится к микрогеометрии твёрдого тела и определяет его важнейшие эксплуатационные свойства. Прежде всего износостойкость от истирания, прочность, плотность (герметичность) соединений, химическая стойкость, внешний вид. В зависимости от условий работы поверхности назначается параметр шероховатости при проектировании деталей машин, также существует связь между предельным отклонением размера и шероховатостью. Исходная шероховатость является следствием технологической обработки поверхности материала, например, абразивами. В результате трения и изнашивания параметры исходной шероховатости, как правило, меняются.
Содержание
[убрать]
|
[править] Параметры шероховатости
Исходная шероховатость является следствием технологической обработки поверхности материала, например, абразивами. Для широкого класса поверхностей горизонтальный шаг неровностей находится в пределах от 1 до 1000 мкм, а высота — от 0,01 до 10 мкм. В результате трения и изнашивания параметры исходной шероховатости, как правило, меняются, и образуется эксплуатационная шероховатость. Эксплуатационная шероховатость, воспроизводимая при стационарных условиях трения, называется равновесной шероховатостью.


Нормальный профиль и параметры шероховатости поверхности.
На рисунке схематично показаны параметры шероховатости, где:  — базовая длина;
— базовая длина;  — средняя линия профиля;
— средняя линия профиля;  — средний шаг неровностей профиля;
— средний шаг неровностей профиля;  — средний шаг местных выступов профиля;
— средний шаг местных выступов профиля;  — отклонение пяти наибольших максимумов профиля;
— отклонение пяти наибольших максимумов профиля;  — отклонение пяти наибольших минимумов профиля;
— отклонение пяти наибольших минимумов профиля;  — расстояние от высших точек пяти наибольших максимумов до линии параллельной средней и не пересекающей профиль;
— расстояние от высших точек пяти наибольших максимумов до линии параллельной средней и не пересекающей профиль;  — расстояние от низших точек пяти наибольших минимумов до линии параллельной средней и не пересекающей профиль;
— расстояние от низших точек пяти наибольших минимумов до линии параллельной средней и не пересекающей профиль;  — наибольшая высота профиля;
— наибольшая высота профиля;  — отклонения профиля от линии ;
— отклонения профиля от линии ;  — уровень сечения профиля;
— уровень сечения профиля;  — длина отрезков, отсекаемых на уровне .
— длина отрезков, отсекаемых на уровне .
- Высотные параметры:
Ra — среднее арифметическое отклонение профиля;

или

Rz — высота неровностей профиля по десяти точкам;

Rmax — наибольшая высота профиля;
- Шаговые параметры:
Sm — средний шаг неровностей;
S — средний шаг местных выступов профиля;
tp — относительная опорная длина профиля, где p — значения уровня сечений профиля из ряда 10; 15; 20; 30; 40; 50; 60; 70; 80; 90 %.

Ra, Rz и Rmax определяются на базовой длине l которая может принимать значения из ряда 0,01; 0,03; 0,08; 0,25; 0,80; 2,5; 8; 25 мм.
| Обозначение шероховатости поверхности (ГОСТ2.309-73) |
С учетом изменения №3 принятого Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 21 от 28.05.2002)
Настоящий стандарт устанавливает обозначения шероховатости поверхностей и правила нанесения их на чертежах изделий всех отраслей промышленности.
Стандарт полностью соответствует стандарту ИСО 1302
- Обозначение шероховатости поверхностей
- Правила нанесения шероховатости поверхностей на чертежах
 
| Обозначение шероховатости поверхностей |
Шероховатость поверхности обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
Структура обозначения шероховатости поверхности приведена на рис. 1.
При применении знака без указания параметра и способа обработки его изображают без полки.
 Рисунок 1. Структура обозначения шероховатости поверхности
Рисунок 1. Структура обозначения шероховатости поверхности
|
 Рисунок 2. Обозначение шероховатости поверхности без указания способа обработки
Рисунок 2. Обозначение шероховатости поверхности без указания способа обработки
|  Рисунок 3. Обозначение шероховатости поверхности при образовании которой обязательно удаление слоя материала
Рисунок 3. Обозначение шероховатости поверхности при образовании которой обязательно удаление слоя материала
|  Рисунок 4. Обозначение шероховатости поверхности при образовании которой осуществляется без удаление слоя материала
Рисунок 4. Обозначение шероховатости поверхности при образовании которой осуществляется без удаление слоя материала
|
В обозначении шероховатости поверхности применяют один из знаков, изображенных на рисунках 2-5.
Высота h должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел. Высота Н равна (1,5…5) h. Толщина линий знаков должна быть приблизительно равна половине толщины сплошной линии, применяемой на чертеже.
В обозначении шероховатости поверхности, способ обработки которой конструктором не устанавливается, применяют знак (рис.2).
В обозначении шероховатости поверхности, которая должна быть образованна только удалением слоя материала, применяют знак (рис.3).
В обозначении шероховатости поверхности, которая должна быть образованна без удаления слоя материала, применяют знак (рис.4) с указанием значения параметра шероховатости.
Поверхности детали, изготовляемой из материала определенного профиля и размера, не подлежащие по данному чертежу дополнительной обработке, должны быть отмечены знаком (рис.4) без указания параметра шероховатости.
Состояние поверхности, обозначенной знаком (рис.4) должно соответствовать требованиям, установленным соответствующим стандартом или техническими условиями, или другим документом. Причем на этот документ должна быть приведена ссылка, например, в виде указания сортамента материала в графе 3 основной надписи чертежа по ГОСТ 2.104-68.
Значение параметра шероховатости по ГОСТ 2789-73 указывают в обозначении шероховатости после соответствующего символа, например: Rа 0.4, Rmax 6.3; Sm 0.63; t50 70; S 0,032; Rz 50.
Примечание. В примере t50 70 указана относительная опорная длина профиля tp = 70 % при уровне сечения профиля р = 50 %,
| При указании наибольшего значения параметра шероховатости в обозначении приводят параметр шероховатости без предельных отклонений, например: |  , , 
|
| При указании наименьшего значения параметра шероховатости после обозначения параметра следует указывать «min», например: |  , , 
|
При указании диапазона значений параметра шероховатости поверхности в обозначении шероховатости приводят пределы значений параметра, размещая их в две строки, например:
| Ra | 0,8 | ; | Rz | 0,10 | ; | Rmax | 0,80 | ; | t 50 | ||
| 0,4 | 0,05 | 0,32 | и т.п. |
В верхней строке приводят значение параметра, соответствующее более грубой шероховатости.
При указании номинального значения параметра шероховатости поверхности в обозначении приводят это значение с предельными отклонениями по ГОСТ 2789-73, например:
Ra 1 + 20 %; Rz 100 –10 % ; Sm 0,63 + 20 %; t 50 70 ± 40 % и т. п.
При указании двух и более параметров шероховатости поверхности в обозначении шероховатости значения параметров записывают сверху вниз в следующем порядке (см. рис.5):
| параметр высоты неровностей профиля, | 
|
| параметр шага неровностей профиля, | |
| относительная опорная длина профиля. |
При нормировании требований к шероховатости поверхности параметрами Ra, Rz, Rmax базовую длину в обозначении шероховатости не приводят, если она соответствует указанной в приложении 1 ГОСТ 2789-73 для выбранного значения параметра шероховатости.
Условные обозначения направления неровностей должны соответствовать приведенным в таблице 4. Условные обозначения направления неровностей приводят на чертеже при необходимости.
Высота знака условного обозначения направления неровностей должна приблизительно равна h. Толщина линий знака должна быть приблизительно равна половине толщины сплошной основной линии.
| Таблица 4. Тип направление неровностей, изображение и обозначение. |
| Схематичное изображение | Обозначение |

| 
|
| 
|

| 
|

| 
|

| 
|

| 
|

| 
|
 Рисунок 6. Пример указания вида обработки поверхности
Рисунок 6. Пример указания вида обработки поверхности
| Вид обработки поверхности указывают в обозначении шероховатости только в случаях, когда он является единственным, применимым для получения требуемого качества поверхности (рис.6).
Допускается применять упрощенное обозначение шероховатости поверхнос
Воспользуйтесь поиском по сайту:  ©2015 - 2026 megalektsii.ru Все авторские права принадлежат авторам лекционных материалов. Обратная связь с нами...
|