 |


Отчёт по лабораторной работе № 1 по дисциплине УТП
|
|
|
|
Государственное образовательное учреждение высшего профессионального образования «Московский государственный технический университет имени Н.Э. Баумана»
Калужский филиал
Отчёт по лабораторной работе № 1 по дисциплине УТП
«Исследование и разработка маршрутно-операционной технологии лужения и пайки»
Выполнил:
Группа:
Проверил:
Калуга 2012 г.
Цель работы: формирование практических навыков лужения и пайки деталей, а также оформления технологической документации.
Инструменты и материалы:
- паяльник электрической ТУ 16-09020-88 – 1 шт.
- скальпель медицинский ГОСТ 000 – 1 шт.
- пинцет ГОСТ 000 – 1 шт.
- бокорезы Dehco Germany – 1 шт.
- круглогубцы Dehco Germany – 1 шт.
- напильник ГОСТ 000 – 1 шт.
- линейка канцелярская ГОСТ 17435-72 – 1 шт.
- припой оловянно-свинцовый – 20г.
- канифоль сосновая ГОСТ 19113-84 марка «А» – 20г.
- провод медный марки «ПЭЛ» – 0,6 м.
- подставка для паяльника с ёмкостью для хранения припоя и выполнения технологических операций – 1 шт.
- бинт медицинский ГОСТ 1172-93 – 1 шт.
- спирт медицинский ГОСТ 18300 – 1 шт.
- лист бумаги ГОСТ 000 – 1 шт.
- карандаш ГОСТ 000 – 1 шт.
- эскиз сетки – 1 шт.
- ножницы ГОСТ 000 – 1 шт.
- перчатки трикотажные х/б с ПВХ напылением ТУ 17 РФ 21.1-169-45-97 – 1 пара.
Порядок выполнения лабораторной работы:
Изготовление сетки односторонней
1. Подготовительная
1.1. Проверить работоспособность и подготовить паяльник к работе.
1.1.1. Внешним осмотром проверить целостность электрической изоляции электрического провода, в случае обнаружения оголённых участков восстановить изоляцию изоляционной лентой.
1.1.2. Проверить исправность электрической вилки и розетки. В случае обнаружения неисправности, устранить неисправность.
|
|
|
1.1.3. Внешним осмотром убедиться в правильности подготовки к работе жала паяльника. В случае обнаружения заусенцев и прочих механических повреждений жала паяльника обработать его слесарным способом с помощью напильника.
1.2. Подготовка другого инструмента. Контролировать другой инструмент. В случае появления неисправности устранить или заменить.
1.2.1. Проверить исправность бокорезов, в случае неисправности заменить на складе.
1.2.2. Проверить исправность круглогубцев, в случае неисправности заменить на складе.
1.2.3. Проверить наличие и исправность скальпеля и пинцета, в случае отсутствия или негодности, заменить на складе.
1.3. Контролировать наличие необходимого количества материалов и инструментов. В случае отсутствия получить на складе.
Технические задание (ТЗ):
Выполнить сборку и электромонтаж сборочной единицы: сетка 50х50 односторонняя – способом ручной пайки в объеме 1 штуки.
Дополнительные условия:
Работу выполнить по конструкторскому эскизу (Рис. 1). Размер ячейки сетки 10х10. Качество контролировать линейкой.
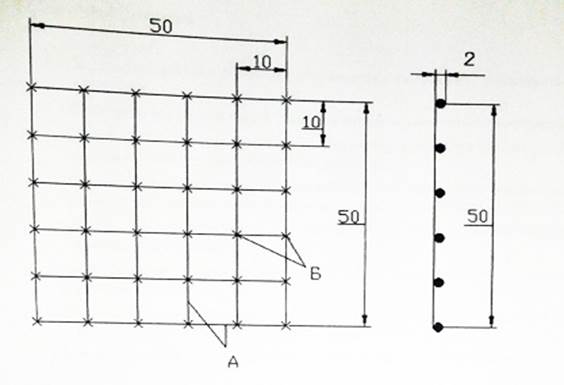
А – лужёные поверхности; Б – паяные соединения
Рис. 1 – эскиз сетки.
2. Заготовительная
2.1. Отмотать провод длинной 624 мм. от бухты при помощи линейки.
2.2. Отрезать групповую заготовку длинной 624 мм. по шаблону с помощью бокорезов.
2.3. Зачистить групповую заготовку с помощью скальпеля. Рихтовать и проконтролировать качество очистки 100%.
2.4. С помощью бокорезов сделать плоскими оба торца каждой детали.
2.5. Подогнать деталь по размерам 50 мм. с помощью круглогубцев и напильника, контролировать 100%.
2.6. Снять окислую пленку с деталей при помощи скальпеля, а затем протереть детали при помощи спирта и бинта.
2.7. Разделить групповую заготовку на 12 равных частей с помощью линейки. Разрезать заготовку на 12 деталей, длинной 52 мм., с помощью бокорезов.
|
|
|
2.8. Лудить детали с помощью паяльника, используя в качестве вспомогательных средств – канифоль, пинцет, круглогубцы, лист бумаги.
2.9. Контролировать лужение, используя следующие критерии: блеск, равномерность покрытия, гладкость. В случае обнаружения дефектов, повторить пункт 2.7.
3. Сборочно-монтажная
3.1. Изготовить шаблон 50х50 для сборки сетки из бумаги с помощью линейки и карандаша.
3.2. Протереть все детали перед пайкой бинтовым тампоном, смоченным спиртом.
3.3. Собрать и спаять каркас сетки по периметру, используя паяльник, припой, канифоль, пинцет, лист бумаги по шаблону.
3.4. Контролировать качество сборки 100%. При обнаружении некачественных контактов, неправильных размеров, неровностей повторить пункт 3.2.
3.5. Паять с другой стороны детали, следуя эскизу с помощью шаблона, паяльника, канифоли и пинцета.
3.6. Контролировать качество сборки 100%. При обнаружении некачественных перемычек, повторить пункт 3.4.
3.7. Контролировать качество всего изделия, используя те же критерии и при обнаружении дефектов, повторить пункт 3.3.-3.6.
3.8. Очистить поверхность, используя спирт и тампон 100% очистка.
4. Контрольная
Контроль качества сборки и монтажа сетки
Критерии:
4.1. Испытать на удар:
Yy=Nr.\ Nв. Nг – число годных деталей (не отсоединившихся) – 36
Nв. – число всех деталей – 36
Yy=36\36=1,0
4.2. Контролировать точность изготовления деталей:
при помощи линейки измеряем кол-во деталей (всего 12 деталей)
Yт= Nр.\Nо. больше 50 мм. – 0 шт.
Nр. – ровно 50 мм. – 12 шт.
Nо. – общее количество деталей – 12
Yт=0\12=0
4.3. Контролировать качество пайки:
Yn= Ny\Nв Ny – хорошо спаянные узлы – 36
Nв – всего узлов – 36
Плохо спаянные узлы –0
4.4. Контролировать качество монтажа:
при изготовлении сетки должно получиться 60 кусочков провода (А) длиной по 10 мм
Yм=Nр\Nвс. Nр – ровно 10мм – 30;
Меньше 10 мм – 20;
Больше 10 мм – 10
Nвс – всего кусочков – 60
Yм=30\60=0,5
4.5. Y=(1,0+0,75+0,39+0,5)\4=0,66
Заключение: уровень качества сетки получился равным 0,66, следовательно, сетка относится ко второй категории и не может быть представлена к сертификации.
Вывод: на практике приобретены практические навыки сборки и монтажа деталей и оформления технологической документации. Ознакомился с практикой выполнения следующих операций:
|
|
|
1. Пайка.
2. Лужение.
3. Сборка и монтаж электрических контактов.
4. Контроль качества сборки и монтажа сложной детали РЭС.
|
|
|
