 |


Сборка объективов насыпной конструкции
|
|
|
|
Метод сборки объективов насыпной конструкции называют автоколлимационным методом сборки. Его применяют для объективов, требующих особенно точного центрирования линз, например сильных микрообъективов, светосильных киносъемочных объективов, широкоугольных фотообъективов.
Метод сборки заключается в центрировании базовых поверхностей оправы относительно оптической оси линзы. Затем оправы с линзами вставляют в корпус объектива с минимальным зазором по диаметру оправ. В результате центры кривизны поверхностей линз будут расположены с достаточной точностью вблизи геометрической оси корпуса объектива, т. е. обеспечивается хорошая центрировка объектива. Конструктивное оформление, объектива, собранного автоколлимационным методом, показано на рис.1.
Линзы, предназначенные для автоколлимационной сборки, в оптическом цехе центрируют с невысокой точностью (0,03—0,1 мм). Оправы для линз изготовляют в механическом цехе с припусками по наружному диаметру и торцам. Затем линзы закрепляют в оправах завальцовкой или резьбовым кольцом.
Рассмотрим чертеж линзы фотообъектив в оправе для автоколлимационной сборки (рис.2).
На чертеже обычно указывают допустимые децентрировки поверхностей А и Б относительно геометрической оси оправы  20**. Допустимые децентрировки берут из оптической схемы объектива. Центры кривизны поверхностей линзы, закрепленной в оправе, расположены относительно оси оправы линзы с децентрировками, превышающими допустимые (так как оправа под линзу изготовлена заранее в механическом цехе по 2-му или 3-му классам точности, а линза имеет децентрировку при изготовлении в оптическом цехе).
20**. Допустимые децентрировки берут из оптической схемы объектива. Центры кривизны поверхностей линзы, закрепленной в оправе, расположены относительно оси оправы линзы с децентрировками, превышающими допустимые (так как оправа под линзу изготовлена заранее в механическом цехе по 2-му или 3-му классам точности, а линза имеет децентрировку при изготовлении в оптическом цехе).

Рис.1. Широкоугольный фотообъектив «Руссар МР-2» ( =20мм).
=20мм).
|
|
|
Рис.2. Пример чертежа линзы для автоколлимационной сборки.
Децентрировку можно уменьшить до допустимой величины, если линзу в оправе на специальном центрировочном патроне смещать и разворачивать таким образом, чтобы центры кривизны ее поверхностей совместились с осью вращения шпинделя токарного станка, после чего обработать базовые поверхности оправы. При этом оптическая ось линзы совмещается с геометрической осью оправы с требуемой точностью.
Рассмотрим схематически процесс центрирования линзы. На рис. 3, а изображена линза, установленная в центрировочном патроне. Линза установлена так, чтобы центр кривизны наружной поверхности линзы  был расположен в одной плоскости с центром кривизны О сферической части патрона. Центры кривизны поверхностей линзы и
был расположен в одной плоскости с центром кривизны О сферической части патрона. Центры кривизны поверхностей линзы и  смещены относительно оси шпинделя станка и при вращении шпинделя описывают окружности. Смещения центров кривизны с оси вращения шпинделя наблюдают и измеряют с помощью автоколлимационной центрировочной трубки ЮС-13, разработанной А.А. Забелиным.
смещены относительно оси шпинделя станка и при вращении шпинделя описывают окружности. Смещения центров кривизны с оси вращения шпинделя наблюдают и измеряют с помощью автоколлимационной центрировочной трубки ЮС-13, разработанной А.А. Забелиным.
Трубку укрепляют на задней бабке токарного станка. Вращением винтов 1, расположенных через 90° вокруг оси шпинделя, подвижную часть патрона смещают в плоскости, перпендикулярной к оси шпиндели, так, что центр кривизны линзы  совмещается с осью шпинделя (рис. 3, б). Биения центра кривизны при вращении шпинделя в этом случае не наблюдается, биение центра кривизны
совмещается с осью шпинделя (рис. 3, б). Биения центра кривизны при вращении шпинделя в этом случае не наблюдается, биение центра кривизны  увеличивается. Вращением винтов 2, перемещающих сферическую часть патрона, центр кривизны совмещают с осью шпинделя (рис.3, в). При этом центр кривизны не смещается с оси шпинделя, так как он был расположен, в одной плоскости с центром сферической части патрона. При вращении шпинделя биение обоих центров кривизны линзы отсутствует. В результате оправа линзы будет иметь перекос, но оптическая ось линзы будет совмещена с осью шпинделя. Вызванный юстировкой перекос оправы устраняют проточкой резцом 3 ее торца и наружной поверхности, не снимая линзы с центрировочного патрона. Наружную поверхность оправы линзы с
увеличивается. Вращением винтов 2, перемещающих сферическую часть патрона, центр кривизны совмещают с осью шпинделя (рис.3, в). При этом центр кривизны не смещается с оси шпинделя, так как он был расположен, в одной плоскости с центром сферической части патрона. При вращении шпинделя биение обоих центров кривизны линзы отсутствует. В результате оправа линзы будет иметь перекос, но оптическая ось линзы будет совмещена с осью шпинделя. Вызванный юстировкой перекос оправы устраняют проточкой резцом 3 ее торца и наружной поверхности, не снимая линзы с центрировочного патрона. Наружную поверхность оправы линзы с  20** протачивают до размера, равного диаметру корпуса объектива, с минимально необходимым зазором (порядка 0,01 мм). Торец оправы подрезают так, чтобы можно было выдержать указанный на чертеже линзы размер 0,54 ± 0,01 мм. Расстояние от линзы до торца при подрезке измеряют индикаторным приспособлением, показанным на рис. 4, а. Затем линзу снимают с центрировочного патрона и устанавливают в цанговый патрон токарного станка на обработанное базовые поверхности. Подрезают второй опорный торец оправы таким образом, чтобы выдержать размер 3±0,01 мм до второй поверхности линзы (см. рис. 4, б). Процесс центрирования линзы окончен.
20** протачивают до размера, равного диаметру корпуса объектива, с минимально необходимым зазором (порядка 0,01 мм). Торец оправы подрезают так, чтобы можно было выдержать указанный на чертеже линзы размер 0,54 ± 0,01 мм. Расстояние от линзы до торца при подрезке измеряют индикаторным приспособлением, показанным на рис. 4, а. Затем линзу снимают с центрировочного патрона и устанавливают в цанговый патрон токарного станка на обработанное базовые поверхности. Подрезают второй опорный торец оправы таким образом, чтобы выдержать размер 3±0,01 мм до второй поверхности линзы (см. рис. 4, б). Процесс центрирования линзы окончен.
|
|
|
Устройство автоколлимационной трубки ЮС-13. Схема автоколлимационной трубки ЮС-13 приведена на рис. 5. Прозрачное перекрестие па зеркале 8 трубки, подсвеченное осветителем 7, проецируется объективом 2 на плоскость, в которой расположен центр  кривизны центрируемой линзы 1.
кривизны центрируемой линзы 1.

Рис.3. Центрировочные линзы.

Рис.4. Обработка оправы линзы после центрирования
Изображение перекрестия совмещают с центром кривизны линзы в поперечном направлении путем наклона трубки при разгибании пружины 5 винтом 6. Лучи, света, образующие изображение перекрестия в центре кривизны линзы, отражаются от поверхности линзы, установленной на центрировочном патроне, и возвращаются в трубку собранные объективом 2 на зеркале 8. Отразившись от зеркала, лучи образуют увеличенное изображение перекрестия па измерительной сетке 4 микроскопа 3.
Наблюдение за децентрировкой С центра кривизны линзы ведут при вращении шпинделя станка. Схема наблюдения показана на рис.6. Осевой луч t пучка, выходящего из трубки ЮС-13, из-за смещения  центра кривизны отражается от линзы по направлению
центра кривизны отражается от линзы по направлению  и возвращается в объектив трубки под углом
и возвращается в объектив трубки под углом  по отношению к первоначальному направлению, пучка t. При повороте шпинделя на 180° центр кривизны линзы займет положение
по отношению к первоначальному направлению, пучка t. При повороте шпинделя на 180° центр кривизны линзы займет положение  и осевой луч t отразится по направлению
и осевой луч t отразится по направлению  , возвращаясь также под углом
, возвращаясь также под углом  к лучу t, но с противоположной стороны от оси шпинделя. Таким образом, при повороте шпинделя с линзой отраженный луч описывает коническую поверхность с углом конуса
к лучу t, но с противоположной стороны от оси шпинделя. Таким образом, при повороте шпинделя с линзой отраженный луч описывает коническую поверхность с углом конуса  . В результате изображение перекрестия трубки, образуемое отраженными лучами
. В результате изображение перекрестия трубки, образуемое отраженными лучами  , описывает на сетке микроскопа окружность, диаметр D которой соответствует N делениям сетки.
, описывает на сетке микроскопа окружность, диаметр D которой соответствует N делениям сетки.
|
|
|
Диаметр окружности (в мм)
 , (1)
, (1)
где С — децентрировка центра кривизны линзы в мм;
 — линейное увеличение объективе микроскопа 3(рис. 5);
— линейное увеличение объективе микроскопа 3(рис. 5);
 — линейное увеличение объектива 2 трубки;
— линейное увеличение объектива 2 трубки;
 — интервал деления сетки микроскопа в мм.
— интервал деления сетки микроскопа в мм.
Из формулы (4) следует, что величина децеитрировки


Рис.5. Схема автоколлимационной трубки ЮС-13
Перемещая объектив 2 (рис. 5.) в тубусе, изображение перекрестия трубки можно поместить практически на любое расстояние S от торца тубуса объектива. Величина S лежит в пределах от —5 см до —∞ и от +∞ до 9 см, что позволяет наблюдать изображения центров кривизны поверхностей линз с радиусами любой величины. При этом изменяется увеличение . Для удобства определения децентрировки С на трубке нанесена шкала величины  , выраженной в микрометрах, для каждого положения объектива 2 в тубусе.
, выраженной в микрометрах, для каждого положения объектива 2 в тубусе.
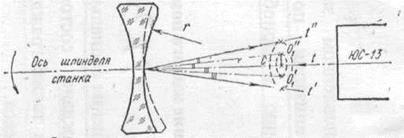
Рис.6. Схема наблюдения децентрировки.
Значения К для трубки ЮС-13 с объективом 2, состоящим из двух склеенных линз, приведены в табл. 1.
Таблица 1
| S в см К в мкм | —5 —6 —7 —9 —10 —14 —20 —50 —190 3 5 7 9 10 15 21 51 200 |
| S в см К в мкм | +64 +33 +20 +16 +12 +10 +9 64 33 20 15 10 8 6 |
При положении шкалы трубки «∞» угол наклона плоской поверхности линзы, соответствующий диаметру биения перекрестия в одно деление шкалы, равен 19" (для трубки ЮС-13).
Определив по сетке трубки число делений N, занимаемых диаметром окружности биения автоколлимационного блика от поверхности линзы, определяют децентрировку поверхности:
С = KN (2)
Допустимое биение центров кривизны  для каждой поверхности линзы указывают в технологической карте сборки в виде допустимого числа делений трубки:
для каждой поверхности линзы указывают в технологической карте сборки в виде допустимого числа делений трубки:


Рис.7. Автоколлимационные точки одиночной линзы.
|
|
|
Расчет автоколлимационных точек. Автоколлимационной точкой называется точка на оси линзы, в которую необходимо поместить светящееся изображение перекрестия трубки чтобы получить отраженное от поверхности линзы изображение перекрестия па сетке трубки. Автоколлимационные точки для всех поверхностей линзы рассчитывают и вписывают в технологическую карту сборки. Отсчет положения автоколлимационных точек ведут от поверхности линзы, ближайшей к трубке ЮС-13.
Расчёт ведут по следующим формулам нулевых лучей для хода луча через преломляющие поверхности
 - для высоты луча;
- для высоты луча;
 -для углов;
-для углов;
При расчёте соблюдают правило знаков, принятое в геометрической оптике.
Определим автоколлимационные точки для линзы, показанной на рис.7.
Радиусы линзы  =-30,1 мм;
=-30,1 мм;  =35,26 мм; толщина линзы
=35,26 мм; толщина линзы  =2мм;
=2мм;
показатель преломления  =1,6242 мм; показатель преломления воздуха
=1,6242 мм; показатель преломления воздуха  .
.
Из точки  направляем луч на высоте
направляем луч на высоте  по радиусу и определяем точку пересечения этого луча с осью линзы (точка
по радиусу и определяем точку пересечения этого луча с осью линзы (точка  ) после преломления на поверхности 2. Эта точка и будет автоколлимационной точкой для поверхности 1. Высоту
) после преломления на поверхности 2. Эта точка и будет автоколлимационной точкой для поверхности 1. Высоту  принимают равной единице. Как следует из рис. 7,
принимают равной единице. Как следует из рис. 7,

После преломления на поверхности 2 линзы луч пересечет оптическую ось линзы под углом

Знак минус в последней формуле означает, что автоколлимационная точка для поверхности 1 располагается слева от точки О.
Автоколлимационной точкой для поверхности 2 линзы является центр ее кривизны. Поэтому  мм.
мм.
Вследствие преломления луча на поверхности 2 через трубку наблюдают не истинную величину биения центра кривизны а ее изображение через поверхность 2. Поэтому при определении децентрировки поверхности 1 число делений N биения блика на сетке трубки следует умножить на увеличение W преломляющей поверхности, определяемое по формуле
 ,
,
т. е. децентрировка поверхности 1 в данном случае изображается на сетке трубки уменьшенной в 1,44 раза.
Для поверхности 2 увеличение равно единице, и для расчета децентрировки в формулу (2) подставляют непосредственно число делений N биения блика на сетке трубки.
Для склеенных линз автоколлимационные точки рассчитывают аналогичным способом с учетом всех преломляющих поверхностей.
Увеличение W при этом определяют делением величины последнего угла  на
на  . Показатель преломления n берут для стекла линзы, децентрировку поверхности которой определяют.
. Показатель преломления n берут для стекла линзы, децентрировку поверхности которой определяют.
Для контроля децентрировки склеенных поверхностей также рассчитывают автоколлимационные точки.

Рис.8. Разрез центрировочного патрона.
При автоколлимационной центрировке склеенных линз с осью шпиндели совмещают только центры кривизны наружных поверхностей линзы. Если наружные поверхности линзы концентричны, то с осью шпинделя совмещают и центр кривизны склейки.
|
|
|
Установка линзы на центрировочном патроне и расчет длины переходных втулок (оправок) для автоколлимационной центрировки. Для установки линзы на центрировочном патроне в оправе линзы предусматривают технологическую резьбу (см. резьбу М 18 X 0,5 на рис. 2). Разрез центрировочного патрона показан на рис. 8. Линзу в оправе устанавливают на патроне так, чтобы центр кривизны поверхности линзы, ближайшей к трубке ЮС-13, находился в плоскости, где расположен центр кривизны сферической части патрона (рис. 9, а). Для этого между оправой линзы и опорным торцом патрона устанавливают переходную втулку (оправку) длиной L. Длина оправки определяется из равенства

Величины  и
и  маркируют на патроне при его изготовлении. Величины
маркируют на патроне при его изготовлении. Величины  и
и  определяют из чертежа линзы. Для линз, у которых поверхность, ближайшая к трубке, выпуклая, центры кривизны совмещают так, как показано на рис. 9, б. В этом случае
определяют из чертежа линзы. Для линз, у которых поверхность, ближайшая к трубке, выпуклая, центры кривизны совмещают так, как показано на рис. 9, б. В этом случае  . Если
. Если  велико, то оправка становится настолько длинной, что затрудняет работу с патроном, а обточка оправы линзы после центрирования становится невозможной вследствие малой жесткости системы патрон— оправка.
велико, то оправка становится настолько длинной, что затрудняет работу с патроном, а обточка оправы линзы после центрирования становится невозможной вследствие малой жесткости системы патрон— оправка.
Для устранения этого недостатка инженер В. С. Жилин предложил центрировочный патрон с радиусом сферической поверхности противоположного знака — патрон с «отрицательным радиусом» (рис. 9, в). Для такого па-тропа длина оправки L невелика и жесткость системы достаточна для проточки оправы линзы. Длина оправки в этом случае


Рис.9. Схема для расчёта длины оправки
ЛИТЕРАТУРА
1. Малов А.Н., Законников Обработка деталей оптических приборов. Машиностроение, 2006. - 304 с.
2. Бардин А.Н. Сборник и юстировка оптических приборов. Высшая школа, 2005. - 325с.
3. Кривовяз Л.М., Пуряев Д.Т., Знаменская М.А. Практика оптической измерительной лаборатории. Машиностроение, 2004. - 333 с.
|
|
|
12 |
