 |


Горизонтально- и вертикально-фрезерные станки
|
|
|
|
ОБРАБОТКА ЗАГОТОВОК
НА ФРЕЗЕРНЫХ СТАНКАХ
Цель работы: изучить устройство горизонтально- и вертикально-фрезерного станков, типы фрез, схемы обработки заготовок на фрезерных станках, применяемые приспособления
Фрезерование – один из высокопроизводительных и распространенных методов обработки поверхностей заготовок многолезвийным режущим инструментом – фрезой.
Технологический метод формообразования поверхностей фрезерованием характеризуется главным вращательным движением инструмента и обычно поступательным движением подачи. Подачей может быть и вращательное движение заготовки вокруг оси вращающегося стола или барабана (карусельно-фрезерные и барабанно-фрезерные станки).
На фрезерных станках обрабатывают горизонтальные, вертикальные и наклонные плоскости, фасонные поверхности, уступы и пазы различного профиля. Особенность процесса фрезерования – прерывистость резания каждым зубом фрезы. Зуб фрезы находится в контакте с заготовкой и выполняет работу резания только на некоторой части оборота, а затем продолжает движение, не касаясь заготовки, до следующего врезания.
На рис. 3.1 показаны схемы фрезерования плоскости цилиндрической (а) и торцовой (б) фрезами. При цилиндрическом фрезеровании плоскостей работу выполняют зубья, расположенные на цилиндрической поверхности фрезы. При торцовом фрезеровании плоскостей в работе участвуют зубья, расположенные на цилиндрической и торцовой поверхностях фрезы.
Цилиндрическое и торцовое фрезерование в зависимости от направления вращения фрезы и направления подачи заготовки можно осуществлять двумя способами: 1) против подачи (встречное фрезерование), когда направление подачи противоположно направлению вращения фрезы (рис. 3.1, в); 2) по подаче (попутное фрезерование), когда направления подачи и вращения фрезы совпадают (рис. 3.1, г).
|
|
|
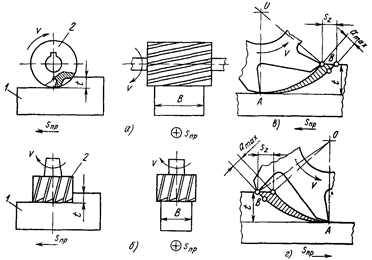
Рис. 3.1. Схемы фрезерования цилиндрической (а)
и торцовой (б) фрезами, против подачи (в)
и по подаче (г): 1 — заготовка; 2 — фреза
При фрезеровании против подачи нагрузка на зуб фрезы возрастает от нуля до максимума, при этом сила, действующая на заготовку, стремится оторвать ее от стола, что приводит к вибрациям и увеличению шероховатости обработанной поверхности. Преимуществом фрезерования против подачи является работа зубьев фрезы «из-под корки», т. е. фреза подходит к твердому поверхностному слою снизу и отрывает стружку при подходе к точке В. Недостатком является наличие начального скольжения зуба по наклепанной поверхности, образованной предыдущим зубом, что вызывает повышенный износ фрезы.
При фрезеровании по подаче зуб фрезы сразу начинает срезать слой максимальной толщины и подвергается максимальной нагрузке. Это исключает начальное проскальзывание зуба, уменьшает износ фрезы и шероховатость обработанной поверхности. Сила, действующая на заготовку, прижимает ее к столу станка, что уменьшает вибрации.
Режимы резания
К режиму резания при фрезеровании относят скорость резания V, подачу s, глубину резания t, ширину фрезерования В.
Скорость резания, т. е. окружная скорость вращения фрезы, м/мин,
V = πDn / 1000,
где D — диаметр фрезы, мм; n — частота вращения фрезы, об/мин.
Подача — величина перемещения обрабатываемой заготовки в минуту (s м, мм/мин), за время углового поворота фрезы на один зуб (s z, мм/зуб) или за время одного оборота фрезы (s о, мм/об).
Эти подачи связаны между собой зависимостями
sм = sоn = szzn,
где z — число зубьев фрезы.
Глубина резания t (мм) и ширина фрезерования В (мм) показаны на рис. 3.1.
|
|
|
Горизонтально- и вертикально-фрезерные станки
Горизонтально-фрезерные станки (рис. 3.2). В станине 1 станка размещена коробка скоростей 2. По вертикальным направляющим станины перемещается консоль 7. Заготовка, устанавливаемая на столе 4 в тисках или приспособлении, получает подачу в трех направлениях: продольном (перемещение стола по направляющим салазок 6), поперечном (перемещение салазок по направляющим консоли) и вертикальном (перемещение консоли по направляющим станины). Главным движением является вращение шпинделя. Коробка подач 8 размещена в консоли. Хобот 3 служит для закрепления подвески 5, поддерживающей конец фрезерной оправки.
Горизонтально-фрезерные станки, имеющие поворотную плиту, которая позволяет поворачивать рабочий стол в горизонтальной плоскости и устанавливать его на требуемый угол, называют универсальными.
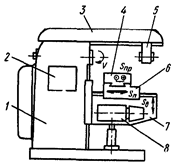

Рис. 3.2. Горизонтально-фрезерный станок Рис. 3.3. Вертикально-фрезерный станок
Вертикально-фрезерные станки (рис. 3.3). Основные узлы станка: станина 1, поворотная шпиндельная головка 3 со шпинделем 4, стол 5, салазки 6, консоль 7, коробка скоростей 2 и коробка подач 8. Главным является вращательное движение шпинделя. Заготовка, установленная на столе, может получать подачу в трех направлениях: продольном, поперечном и вертикальном.
|
|
|
