|


Подбор флокулянтов для сгущения медного концентрата
|
|
|
|
Цель работы: Подбор оптимального вида флокулянта для снижения потерь концентрата со сливом при осаждении медного концентрата.
Необходимость применения флокулянтов при сгущении объясняется тем, что в связи с вовлекаемых в переработку руд обогащение ведется при все более тонком измельчении, поэтому получаемый медный концентрат флотационного обогащения – тонкоизмельченные продукты. Тонкие частицы из-за малой массы оседают с чрезвычайно низкой скоростью, в результате чего резко снижается производительность сгустителей и увеличиваются потери твердого со сливом. Увеличить скорость осаждения тонких частиц можно с помощью их агрегирования флокуляцией.
Агрегирование частиц можно вызвать путем применения высокомолекулярных реагентов-флокулянтов. Молекулы флокулянтов должны содержать группы, способные закрепляться на поверхности твердых частиц, например, аминогруппу, карбоксильную или гидроксильную группы. Полимерные цепи молекул реагентов -флокулянтов связывают между собой тонкие частицы минералов, образуя между ними ''мостики'', поэтому такую флокуляцию называют ''мостиковой''. Из реагентов-флокулянтов для сгущения медного концентрата наибольшее распространение получили марки «Magnafloc» и «Rheomax».
Таблица 1 – Сравнительные данные двух видов флокулянта
| Флокулянт | Заряд | Молекулярный вес | Плотность заряда |
| Rheomax | Неионный | Средний | Неионный |
| Magnafloc | Анионный | Высокий | Анионный |
Как видно из таблицы 1, два вида флокулянта имеют различия между собой, и воздействие на процесс сгущения будут различными. Для определения эффективности действия, сравним два вида флокулянта для осаждения медного концентрата.
|
|
|
С целью подбора флокулянтов для процесса сгущения медного концентрата ОФ АО «Михеевский ГОК» проведены лабораторные испытания. Пробы для исследований были отобраны непосредственно из технического процесса. Весь объём полученной пробы усреднялся, а затем разделялся на равные порции по 0,5 л при тщательном перемешивании исходного объема. При этом, каждая порция наполнялась за 3 приёма, в случайном порядке. Таким образом, всё отобранные порции имели максимально близкий к исходному материалу состав. Параметры исследуемых образцов представлены в таблице 2.
Таблица 2 – Параметры пульпы.
| Продукт | Плотность твёрдого, г/см3 | Содержание твёрдого, % | Масса литра пульпы, г | pH |
| Исходное питание | 2,8 | 20 | 1151 | 11,67 |
Для подбора флокулянтов опыты проводились на пробе питания сгустителя с исходным содержанием твердого (20%). Флокулянты использовались в виде 0,025 % рабочего раствора, приготовленного по стандартной методике. Образцы были предварительно тщательно перемешаны для усреднения и помещены в градуированные цилиндры емкостью 500 мл, градуированные от 0 до 500 ед.

Рисунок 1. Иллюстрация к методике проведения исследования на сгущение.
Необходимый объем флокулянта (дозировка) был добавлен в цилиндры с образцами и перемешан равномерно (3 перемешивания). Замерялось время осаждения на участке от 450 до 350 ед. (5,25 см) и по полученным данным вычислялась скорость осаждения. Также через 30 минут замерялась высота слоя уплотненного осадка и визуально оценивалась чистота слива.
Чистота сливной воды (мг/л) определялась по конусу мутности (рис. 2), который позволяет оперативно определить разницу в работе реагентов. Вода считается абсолютно чистой, если значение соответствует содержанию твёрдого в сливе менее 200 мг/л, значение содержания твердого свыше 400 мг/л, чистота слива признается неудовлетворительной.
|
|
|

Рисунок 2. Конус мутности.
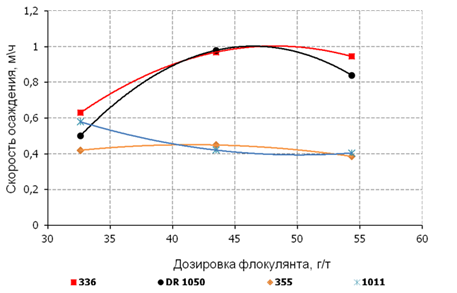
Результаты опытов представлены в таблице 2 и на рисунках 3-5.
Таблица 2 –Выбор типа флокулянта и его расхода исходной пульпы
| Продукт | Доза (г/т) | Время (сек) | Объём сгущенного (см3) | Скорость (м/ч) | Плотность сгущённого (г/л твёрд.) | Чистота слива (г/л) |
М agnafloc 336
300
290
0,6
397
195
275
1,0
418
200
275
0,9
418
М agnafloc 355
450
300
0,4
383
420,5
295
0,4
390
490
300
0,4
383
М agnafloc 1011
326
404
0,6
404
449
381
0,4
381
467
390
0,4
390
Rheomax
DR 1050
377
290
0,5
397
193
275
1,0
418
225
275
0,8
418