 |


Практические рекомендации по разработке конструкций РЭА и печатных плат.
|
|
|
|
Современные электронные узлы значительно отличаются от устройств разработки конца 80-х - начала 90-х годов. Во–первых, новые технологии поверхностного монтажа привели к уменьшению габаритов компонентов в 3 –6 раз. Во –вторых, появились новые корпуса интегральных схем с малым шагом между выводами (0.5 –0.65 мм), корпуса с шариковыми выводами (BGA), новые малогабаритные дискретные компоненты и соединители. В-третьих, повысилась точность изготовления печатных плат, повысились возможности для разводки сложных устройств в малых габаритах. Появление новой элементной базы позволяет говорить о возможности воплощения сложных систем на одной плате и даже на одном кристалле (system –on –chip). Это означает, что на одной и той же типичной плате устройства обработки сигналов в малых габаритах размещаются высокочувствительный аналоговый тракт, аналого-цифровой преобразователь, высокоскоростная схема цифровой обработки на процессоре и (или) программируемых логических интегральных схемах, буферные элементы и драйверы линий связи, элементы стабилизаторов напряжения питания и преобразователей уровня и другие узлы. Естественно, что это накладывает свой отпечаток на методологию разработки платы.
Рассмотрим подходы к конструированию электронных устройств (ЭУ) и возможности использования САПР. В настоящее время в мировой практике конструирования ЭУ принят принцип конструирования, когда более высокие конструктивные элементы составляются из элементов более низких уровней. Всего в ЭУ различают 4 конструктивных уровня.
К элементам нулевого уровня относятся все дискретные компоненты, включая интегральные микросхемы. Элементами первого уровня являются узлы или типовые элементы замены (ТЭЗ), платы или субблоки, представляющие собой конструктивное объединение элементов нулевого уровня. Отличительной чертой узлов является то, что они не имеют самостоятельного функционального значения.
|
|
|
К элементам второго конструктивного уровня относятся блоки. В них могут быть использованы десятки элементов первого уровня. Блоки отличаются тем, что могут иметь самостоятельное функциональное значение и могут быть использованы как отдельные электронные устройства. Характерным является наличие у блоков органов управления, настройки, контроля и сопряжения с другими блоками аппаратуры.
К элементам конструкции третьего уровня относятся шкафы или стойки, в которых могут объединяться несколько блоков, входящих в систему данной аппаратуры. Конструкция стоек предусматривает наличие всех системных соединений блоков, обеспечение их источниками питания и вентиляцией.
Корпуса ИС классифицируют по форме и расположению выводов и делят на 5 типов (ГОСТ 17467-79).
Таблица 5.9
Типы корпусов ИС
| Тип | Форма проекции на площадь основания | Проекция выводов на плоскость основания | Расположение выводов относительно плоскости основания |
| Прямоугольная Прямоугольная Круглая Прямоугольная Прямоугольная | В пределах проекции корпуса За пределами проекции корпуса В пределах проекции корпуса За пределами проекции корпуса В пределах проекции корпуса | Перпендикулярное Перпендикулярное Перпендикулярное Параллельное В плоскости и по периметру |
Формовка - это обрезка лишней длины выводов ИС и ЭРК (в зависимости от толщины используемой печатной платы (ПП) и типа корпуса) и их гибка. При установке деталей на плату выводы должны выступать за противоположную сторону ПП не менее чем на 0,5 и не более чем на 1,5 мм. При опасности короткого замыкания между проводниками ПП и корпусом ЭРК, что бывает при интенсивном тепловыделении, компоненты устанавливаются на плату с зазором. Такая установка достигается установкой изоляционных прокладок, надеванием на выводы пластмассовых или керамических шайб или формованием на выводах волны (загиба) на требуемом расстоянии от проводника на плате.
|
|
|
При разработке изделий часто применяют функциональный принцип деления на приборы, блоки, узлы. При этом аппаратура разбивается на такие части, которые выполняют самостоятельные функции. Функциональный принцип компоновки ЭУ увеличивает возможности использования одних и тех же сборных единиц в новых системах с неоднократно повторяющимися узлами. При этом изменение или модернизация одного узла не повлечет за собой переделку других функциональных сборочных единиц и не вызовет изменения всего устройства и перестройки производства. Кроме того, настройка и регулировка функционально полного узла значительно проще и соответственно упрощается состав контрольно проверочной аппаратуры.
Конструктивным основанием ЭУ чаще всего являются печатные платы (ПП). ПП увеличивает надежность, повышает плотность монтажа, увеличивает технологичность, обеспечивает высокую повторяемость, снижает стоимость, повышает быстродействие и помехозащищенность ЭУ.
Как известно, печатная плата представляет собой изоляционное основание с нанесенными на нем тонкими электропроводящими покрытиями, которые выполняют функции монтажных проводов и элементов схемы (например, конденсаторов, катушек индуктивности, переключателей, электрических разъемов и т.д.). ПП является деталью, т.к. она не требует при изготовлении сборочных операций.
Печатный проводник – участок токопроводящего покрытия, нанесенный на изоляционное основание.
Печатный монтаж – система печатных проводников, обеспечивающих электрическое соединение элементов схемы.
Навесные элементы – электро- и радиокомпоненты (ЭРК), устанавливаемые на ПП и имеющие электрический контакт с печатными проводниками.
Контактная площадка – участок печатного проводника, предназначенный для присоединения объемных проводников и выводов навесных элементов. Этот участок окружает монтажное отверстие или примыкает к нему.
|
|
|
Монтажное отверстие – металлизированное или неметаллизированное отверстие, предназначенное для монтажа выводов навесных элементов.
Крепежное отверстие – отверстие, предназначенное для крепления ПП или навесных элементов к ПП.
Координатная сетка – сетка, наносимая на изображение платы и служащая для определения положения монтажных отверстий, печатных проводников и т.д.
Свободные места – участки ПП, где при размещении проводников могут быть выдержаны рекомендуемые значения ширины проводников и расстояния между проводниками и контактными площадками.
Узкие места – участки ПП, где ширина проводников, расстояния между ними и контактными площадками выполняются меньше рекомендуемых (вплоть до минимально допустимых).
Идея изготовления ПП была предложена и запатентована в 1940 году в Англии П.Айслером. На металлизированную поверхность платы Айслер (аналогично принципу клише) наносил кислотостойкой краской нужный рисунок проводников. Затем травлением в кислоте удалялся незащищенный слой фольги, далее щелочью удалялась краска и образовывалась топология разводки.
Печатная плата представляет собой диэлектрическое листовое основание, к которому с одной или двух сторон приклеена электропроводная фольга (обычно медная, толщиной 35-50 мкм). В качестве основы используется несколько видов листового материала: гетинакс, текстолит, стеклотекстолит. В табл. 5.10 приведены некоторые типы применяющихся материалов.
Таблица 5.10
Материалы для изготовления ПП
| Наименование материала | Марка | Толщина с фольгой, мм |
| Фольгированный гетинакс Фольгированный стеклотекстолит Фольгированный стеклотекстолит термостойкий (до 180oC) Фольгированный стеклотекстолит повышенной нагревостойкости Теплостойкий фольгированный стеклотекстолит Фольгированный текстолит | ГФ-1-35 ГФ-2-35 ГФ-1-50 ГФ-2-50 СФ-1-35 СФ-2-35 СФ-1-50 СФ-2-50 СФ-1Н СФПН-1-50 СТФ-1 СТФ-2 СТПА-5-1 СТПА-5-2 | 1,5; 2; 2,5; 3 1,5; 2; 2,5; 3 1,5; 2; 2,5; 3 1,5; 2; 2,5; 3 0,8; 1; 1,5; 2; 2,5; 3 0,5; 1; 1,5; 2; 2,5; 3 0,13; 0,15; 0,2; 0,3; 0,35;...2; 2,5 0,1; 0,12; 0,13, 0,15 0,2; 0,25; 0,3; 0,35 |
В ряде случаев могут быть использованы листовой фторопласт и некоторые другие материалы. Из всех используемых материалов гетинакс уступает остальным материалам по физико-механическим и электрическим параметрам. Практически наиболее широко в настоящее время для изготовления ПП используется фольгированный стеклотекстолит.
|
|
|
Одной из часто решаемых задач при проектировании плат является задача определения максимального тока через проводник печатной платы, особенно эта задача актуальна при трассировке цепей питаня и силовых цепей.
Рис.5.12
На рис. 5. 12 приведена зависимость ширины дорожки от протекающего тока при толщине покрытия 1 или 2 унции, 1 унция соответствует толщине металлизации 1.3435 mils или 0.0013435 дюйма.
Сопротивление печатных проводников можно рассчитать по формуле:
R = ρl/(btn),
где
- - ρ – удельная электропроводность фольги: ρ = 0,0175 мкОм/м для меди, полученной химическим методом;ρ = 0,0235 - для меди, полученной электрохимическим методом; ρ = 0,02 - для меди, полученной комбинированным методом;
- - l - длина печатного проводника;
- - b - ширина печатного проводника;
- - tn - толщина печати.
Максимальная температура печатного монтажа может достигать 80оC. Исходя из этой температуры и учитывая максимальное значение плотности тока в печатных проводниках γ = 15-20-30 А/мм2 (в зависимости от количества слоев ПП), можно определить для заданного тока I ширину печатного проводника
Первым этапом производства ПП является ее компоновкаи трассировка соединений - разработка чертежа ПП, на котором обозначены все будущие соединения. Если ПП двухсторонняя или многослойная - то чертежи для каждой стороны или слоя. С чертежей изготавливаются фотошаблоны. Под этой фразой следует понимать не архаичное фотографирование листа с изображением проводника, а формирование управляющего файла для фотоплоттера. Далее будут рассмотрены средства подготовки платы к производству.
Затем создается изображение печатных проводников - копирования фотошаблона на фоточувствительный слой, печатании изображения защитной краской через сетчатый трафарет или с помощью офсетной формы, после чего создают печатные проводники.
В настоящее время в России используется три основных метода создания токопроводящего слоя:
- - химический, при котором производится вытравливание незащищенных участков фольги;
- - электрохимический, при котором методом химического осаждения создается слой металла толщиной 1-2 мкм, наращиваемый затем гальваническим способом до нужной толщины. При использовании этого способа одновременно с проводниками металлизируют стенки монтажных отверстий и отверстий, которые можно использовать как перемычки между слоями.
|
|
|
- - комбинированный, при котором проводники получают травлением фольги, а отверстия металлизируют электрохимическим методом.
Помимо перечисленных существуют ряд экзотических спопбов изготовления плат, например вжигание проводников, фрезерование проводников, которые однако применяются не очень широко.
При изготовлении односторонних ПП с невысокой плотностью монтажа более высокую производительность обеспечивает химический метод (травление в FeCl3, CuCl2 и др.). При повышенных требованиях к надежности и плотности монтажа, а также при изготовлении двухсторонних и многослойных ПП чаще используется комбинированный метод.
Производство ПП включает в себя множество этапов. Это подготовка рабочей документации, разработка технологии изготовления, приобретение исходных материалов и ЭРК, подготовка персонала и технологического участка, оснастки, аппаратуры контроля качества и т.д. Рассмотримваются основные этапы производства ПП.
На поверхность подготовленных заготовок ПП после нескольких циклов мойки и просушивания наносят фоторезист распылением или погружением. Обычно фоторезист чувствителен к ультрафиолетовому излучению, поэтому все операции можно выполнять при ярком желтом свете.
Затем на ПП накладывается фотошаблон и производится экспонирование. Экспонированный фоторезист смывается, а ПП травится в соответствующем растворе. После чистовой обрезки внешних контуров платы в ней сверлятся отверстия, а оставшийся фоторезист - смывается.
Проводники и контактные площадки слегка подтравливаются (декапируются), в результате чего становятся пригодными для дальнейшей работы с ПП.
Сверление отверстий обычно производится на многошпиндельных станках с частотой вращения 40-60 тыс. об./мин. с ЧПУ. После мойки и обезжиривания переходные отверстия покрываются слоем меди толщиной 0,5-1 мкм, который затем электролитическим методом наращивается до 15-20 мкм. После этого электрохимическим методом производится металлизация отверстий.
После промывки и повторного декапирования вся ПП покрывается защитным слоем припоя, серебра или золота. Готовые ПП обычно хранят в индивидуальной упаковке.
Если требуется повышенная надежность ПП то применяются пистоны - пустотелые заклепки или штыри. Пистон обеспечивает электрическое соединение печатных проводников на разных сторонах ПП и надежное закрепление в отверстии вывода ЭРК или проводника. Применение пистонов и штырей удобно в случае использования элементов, подбираемых при регулировке.
Ниже в таблице 5.11 приводится краткое описание основных этапов изготовления печатной платы.
Таблица 5.11
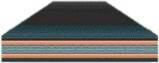
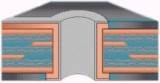
| МАТЕРИАЛ | |

| Это заготовка внутреннего слоя многослойной печатной платы. Диэлектрический материал, например текстолит, ламинированный медной фольгой. Толщина меди обычно составляет от 0,018 мм до 0,07 мм. |
| ЛАМИНИРОВАНИЕ ФОТОРЕЗИСТОМ | |
| Следующий этап - нанесение пластичного фоточувствительного материала на заготовку. Заготовка очищается и приготавливается к нанесению фоторезиста. Этот этап проходит в чистой комнате с желтым освещением. Резист светочувствителен (обычно к ультрафиолету) и при долгом не использовании разрушается. |
| РАЗМЕЩЕНИЕ ФОТОШАБЛОНА | |

| На заготовке размещается фотошаблон. На рисунке изображена только его малая часть. Круг, часть которого изображена, в последствии будет соединением с внутренним слоем. Изображение на фотошаблоне негативное по отношению к будущей схеме. Под темными участками фотошаблона медь не будет удалена. |
| ЭКСПОНИРОВАНИЕ ФОТОРЕЗИСТА | |
| Участки поверхности незащищенные фотошаблоном засвечиваются. Фотошаблон снимается. После этого засвеченные участки могут быть удалены химически. |
| ОБРАБОТКА РЕЗИСТА | |

| Засвеченные участки резиста удаляются, оставляя резист только в тех областях, где будут проходить дорожки платы. Назначение резиста - защитить медь под ним от воздействия травителя на следующем этапе. |
| ТРАВЛЕНИЕ | |

| Заготовка травится для удаления ненужной меди. Резист, оставшийся на поверхности предохраняет медь под ним от травления. Вся незащищенная медь удаляется, оставляя диэлектрическую подложку. После травления дорожки схемы созданы и внутренний слой имеет требуемый рисунок. |
| УДАЛЕНИЕ РЕЗИСТА | |

| Резист удаляется, открывая невытравленную медь. Теперь заготовка представляет собой полностью готовый внутренний слой. В нашем примере она будет вторым и третьим слоями будущей платы. На следующем этапе на нее наносятся верхний и нижний слои платы. |
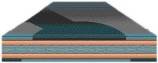
| ЛАМИНИРОВАНИЕ ПЕЧАТНОЙ ПЛАТЫ | |
| На этом этапе внутренний слой является центром многослойной платы. Слои одностороннего текстолита добавляются сверху и снизу внутреннего слоя. Затем соединенные слои ламинируются под прессом при высокой температуре и давлении. Скрепление происходит путем адгезии текстолита к внутреннему слою. |
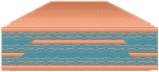
| СВЕРЛЕНИЕ | |

| Плата сверлится там, где требуется металлизация отверстий. В нашем примере отверстие просверлено сквозь площадку на втором слое. В то же время пересечения с рисунком третьего слоя нет. Взаиморасположение просверленных отверстий с рисунком слоев существенно. |
| ОСАЖДЕНИЕ МЕДИ | |

| Этот этап служит для покрытия отверстия тонким слоем металла. Проблемам в том, что поверхность отверстия непроводящая. Для металлизации плата помещается в ванну, где плата полностью покрывается тонким слоем меди. Сущность процесса химическая и в результате покрываются как диэлектрические, так и металлические поверхности. |
| НАНЕСЕНИЕ РЕЗИСТА | |

| Далее плата покрывается резистом, резист засвечивается через фотошаблон, засвеченные участки удаляются. Эти этапы аналогичны описанным ранее с одним отличием: резист удаляется с участков, где буде наносится медь. Следовательно, изображение на фотошаблоне должно быть позитивным. |
| ЭЛЕКТРОЛИТИЧЕСКОЕ НАНЕСЕНИЕ МЕДИ | |

| Медь наносится на поверхность отверстия до толщины 0,25мм. Медь, осажденная ранее на поверхность отверстия достаточно толстая, чтобы проводить ток, необходимый для электоролитического осаждения меди. Это необходимо для надежного электрического соединения сторон и внутренних слоев платы. |
| ОЛОВЯННО-СВИНЦОВОЕ ПОКРЫТИЕ | |
| Оловянно-свинцовое электролитическое покрытие выполняет две важные функции. Во-первых, оловянно-свинцовая смесь выступает резистом для последующего травления. Во-вторых, она защищает медь от окисления. Если плата производится не по процессу SMOBC, тогда эта смесь может быть расплавлена в печи для лужения дорожек. |
| УДАЛЕНИЕ РЕЗИСТА | |

| Резист удаляется, оставляя оловянно-свинцовую смесь (припой) и нанесенную медь. Медь, покрытая припоем, выдержит процесс травления и образует собой рисунок платы. |
| ТРАВЛЕНИЕ МЕДИ | |

| На этом этапе припой используется как резист для травления. Незащищенная медь удаляется, оставляя на плате рисунок будущей схемы. |
| УДАЛЕНИЕ ПРИПОЯ | |

| Припой удаляется с поверхности меди и плата очищается. Это начало процесса, называемого SMOBC (solder mask over bare copper - маска поверх необработанной меди). В других процессах, оловянно-свинцовая смесь расплавляется для дальнейшего использования (лужение). |
| НАНЕСЕНИЕ МАСКИ | |

| Для защиты поверхности платы, где в дальнейшем не потребуется пайка, наносится маска. Существует несколько типов масок и методов ее нанесения. Фоточувствительная маска наносится тем же способом, что и фоторезист и обеспечивает высокую точность процесса. Шелкографический способ нанесения не обладает такой точностью, но материал маски более пластичен. |
| HAL (Hot Air Leveling - выравнивание горячим воздухом) | |

| Припой наплавляется на незащищенную маской медь, сохраняя ее от окисления. В отличие от других процессов, под маской припоя не остается. Плата SMOBC готова для заключительных этапов: нанесения надписей методом шелкография, резки, тестирования и упаковки. |
Установка компонентов на плату называется комплектацией. Комплектация ПП вручную обычно производится при изготовлении относительно малых серий изделий. Если партия ПП мала, то комплектация всех элементов платы производится одним человеком. Все детали располагаются на монтажном столе в специальных обозначенных ячейках, а сборка идет по эталонному образцу. Если идут большие серии, то используется конвейер.
В современных САПР используются соответствующие средства для обеспечения автоматической установки элементов на плату. Так, в САПР P-CAD 2000/2001 добавлены команды размещения точки приклеивания компонента Place/Glue Point и точки ориентации механизма автоматической установки компонентов на плате Place/Pick Point. Данные команды предназначены для дальнейшего сопряжения с программами подготовки производства и ориентированы на последующее использование современного автоматического оборудования монтажа плат. В предыдущих версиях САПР P-CAD подобных средств предусмотрено не было. Подобные команды существуют и в других продуктах для проектирования плат.
Для обеспечения комплектации со стороны установки деталей на плату наносят печатные обозначения в виде цифр, букв, обозначений элементов и т.д. Для этого используются слои шелкографии в различных САПР. Следует помнить, что применение шелкографии очень выгодно при ручной и полуавтоматической сборке относительно малых серий - позволяет повысить производительность в значительной мере.
После установки деталей выводы обрезаются и подгибаются чаще всего с использованием различных приспособлений.
Автоматизированная сборка ПП осуществляется на автоматизированных линиях. При этом комплектующие поступают на сборку упакованными в специальные кассеты–накопители или в виде перфолент.
Установка и использование автоматизированных линий оправдано лишь в условиях крупносерийного производства.
Пайка является старинным способом соединения металлических материалов. Для пайки наиболее широко используется припой, состоящий из 63% олова и 37% свинца. При таком соотношении компонентов сплав при плавке и охлаждении изменяет свое состояние, практически минуя фазу "тестообразования".
Образующиеся на поверхностях спаиваемых материалов окисные пленки препятствуют образованию прочного спая. Под воздействием флюсов, которые растворяют тонкие окисные пленки, поверхности спаиваемых материалов хорошо смачиваются припоем, и в результате образуется прочное соединение.
Наиболее употребительным флюсом является спиртовой раствор канифоли с различными активирующими добавками. Содержащаяся в канифоли абиэтиновая кислота только при температуре пайки (2300С) становится активной и растворяет окисные пленки. Часто в базовый раствор добавляют различные активаторы (обычно органические кислоты), чтобы добиться эффекта усиления растворения окисных пленок. При нагреве до температуры пайки они распадаются и перестают быть вредными.
При пайке погружением ПП закрепляются в рамках и устанавливаются на цепном транспортере. Затем осуществляют флюсование - покрытие слоем флюса печатного монтажа распылением или продвижением над ванной с флюсом, "кипящем" за счет подачи воздуха через отверстия в дне ванны с флюсом. После флюсования производят обдув с подогревом печатного монтажа и погружение нижней части ПП в расплавленный припой на время пайки, определяемое скоростью движения транспортера и габаритами ванны.
Проблемы подобного метода пайки: необходимость постоянного удаления с поверхности жидкого припоя окислов; поддержание постоянной температуры и уровня припоя в ванне; возможное коробления ПП при нагреве и, как следствие, участки непропая; возможное отслоение широких сплошных участков печатных проводников при нагреве за счет выделения газов из основания платы.
Пайка волной припоя - отличный вариант пайки в условиях поточного производства. При этом ПП закрепляются в металлических рамках на цепном транспортере аналогично предыдущему методу.
Резервуар с расплавленным припоем (при тепереатуре 2400С) изготавливается из хромоникелевой стали и имеет две камеры. В нижней камере с помощью шнекового насоса создается избыточное давление, припой поднимается в волнообразующее устройство и изливается в виде волны в верхнюю камеру. Волну припоя создают определенной высоты (около 6 мм) и шириной несколько больше ширины ПП.
Проблемы подобного метода пайки: необходимость создания определенной формы волны припоя и взаимного наклона ПП для исключения "сосулек" и перемычек между выводами ЭРК; поддержания постоянной температуры в волне припоя.
При ручном способе пайки температура припоя колеблется очень сильно, т.к. зависит от длины, диаметра и материала жала паяльника, наличия автоматизации схемы включения, от квалификации монтажника и подготовки ПП. Поэтому качество пайки может также сильно различаться.
Медное жало паяльника достаточно быстро обгорает и растворяется, поэтому требует зачистки и быстро укорачивается. Необходимо стремиться к тому, чтобы оно всегда было обильно покрыто оловом. Хорошие результаты в этом смысле можно получить при использовании серебряного жала.
Наилучшее качество пайки удается получить при использовании паяльника с алмазным жалом. Такие паяльники, обладая высокой теплопроводностью, обеспечивают четкую регулировку температуры, имеют длительный срок службы, но увы весьма дорогостоящи. Используются чаще для комплектации станков с групповой пайкой интегральных схем с планарными выводами.
Для повышения качества паяных соединений, обеспечивающих на порядок более низкую интенсивность отказов, в особых случаях используют вакуумную пайку, создавая незначительное разрежение давления паров до 10-3 мм рт. ст
При разработке ПП проектировщику приходится решать следующие задачи:
- - топологические - размещение элементов нулевого уровня на ПП;
- - схемотехнические - трассировка печатных проводников, минимизация количества слоев, длины проводников и т.д.;
- - радиотехнические - расчет паразитных наводок, параметров линий связи и т.д.;
- - теплотехнические - отвод тепла и обеспечение температурного режима;
- - конструктивные;
- - технологические.
Естественно, что решение всех этих задач должно быть комплексным и взаимообусловленным, с привлечением соответствующих специалистов. Однако на практике из-за ограниченных на сегодня возможностей технических средств большинство задач решается последовательно. Рассмотрим подробнее узловые моменты конструирования ПП.
Максимальный размер ПП не должен превышать 470 мм. Обычно большая сторона ПП составляет 100 толщин. При выборе габаритов учитываются размеры блоков, кассет или типовых конструкций, для которых изготавливаются платы.
Толщина ПП обычно выбирается из ряда: 0,8; 1,0; 1,5; 2,0; 2,5; 3 мм с учетом особенностей эксплуатации - вибрации, ускорения, наличия крупных навесных элементов и т.д.
Размеры сторон ПП желательно выбирать кратными:
- 2,5 при длине до 100 мм;
- 5,0 при длине до 350 мм;
- 10,0 при длине более 350 мм.
Соотношение линейных размеров сторон ПП обычно не более 3:1. Рекомендуются следующие соотношения сторон: 1:1; 2:1; 3:1; 3:2; 5:2... Во всех случаях желательно выбирать прямоугольную форму ПП.
Однако вышеперечисленные пожелания нередко неосуществимы, особенно при проектировании бортовой автономной аппаратуры.
По краям ПП необходимо предусматривать технологическую зону шириной 1,5-5 мм, которую нельзя занимать ни отверстиями, ни проводниками и которая обычно предназначена для крепления ПП к каркасу узла или для субблочных соединений.
Затем производят анализ исходной схемы и выделяют из схемы ряд элементов, связанных с органами управления и сопряжения с другими ЭУ и блоками; высокочастотные узлы, элементы, отличающиеся высоким тепловыделением, интерфейсные схемы.
Необходимо предусмотреть зону до 30 мм для установки электрического разъема применяемого типа. При необходимости установки теплоотводов места крепления для них обычно предусматриваются также на периферии ПП. Правда при этом следует учитывать и общую конструкцию блока или даже всего изделия.
Далее конструктор, руководствуясь конкретными конструктивными ограничениями, осуществляет компоновку схемы по узлам методом случайных назначений. Этот метод целиком базируется на конструкторском опыте разработчика. Существует огромное число подтверждений эффективности этого метода. Опытные конструкторы, используя всего 2-3 итерации, успешно справляются с задачей. В большинстве случаев конструктор, используя метод случайных назначений, по сути, "просматривает" весь комплекс дальнейших работ, предопределяя трассировку. Однако этот метод практически не может быть использован начинающими конструкторами или в тех случаях, когда схема содержит значительное число ЭРК (более 1000).
Результатом трассировки должно быть создание чертежа печатного монтажа будущей ПП. Чертеж ПП содержит изображение ПП с рисунком печатных проводников, размеры, предельные отклонения и шероховатость поверхностей ПП, размеры расстояний между элементами, сведения о материалах, технические требования.
Это достаточно сложная задача, при решении которой необходимо обеспечить взаимное соединение выводов компонентов без пересечения печатных проводников. Одновременно должны решаться вопросы взаимных наводок и помех со стороны различных частей схемы, расположенных как на одной, так и на разных сторонах ПП, вопросы обеспечения минимальной длины печатных проводников для минимизации значений паразитных сопротивления, емкости, индуктивности и т.д.
Вручную эта задача решается путем многократного макетирования и прорисовки печатных проводников, что даже у опытного конструктора занимает достаточно много времени, а все факторы учесть практически невозможно.
Предварительную оценку возможностей трассировки дают многие современные пакеты автоматизированного проектирования. Так, в состав продукта Accel EDA входит утилита PLACEMNT

Рис.5.13. Меню утилиты PLACEMNT.
Утилита PLACEMNT (рис.5.13) предназначена для оценки возможностей размещения компонентов и трассировки платы при заданных габаритах платы, ширине проводников и величине зазоров.
Группа параметров units предназначена для выбора системы единиц проекта.
Параметры Clearances определяют допустимую величину зазоров
Графа Line To Line определяет величину зазора между проводниками.
Графа Pad To Line определяет величину зазора между контактной площадкой и проводником.
Графа Via To Line определяет величину зазора между проводником и переходным отверстием.
Графа Pad To Pad определяет величину зазора между контактными площадками.
Графа Component To Component определяет величину зазора между компонентами.
Графа Edge определяет величину зазора между элементами печатного монтажа и краем платы.
В графу Number of signal layers вводят число сигнальных слоев.
Средняя ширина проводников и средний диаметр переходного отверстия определяется соответственно в графах Average track width и Average via diameter.
Размер участков платы, где нельзя производить трассировку проводников, включая площадь барьеров трассировки указывается в меню Non routing area inside board (i.e., keepouts).
Группа параметров Design Information позволяет определить дополнительные параметры проекта. Флажок Is a surface mounted design указывает на использование компонентов поверхностного монтажа. Возможность размещения компонентов на двух сторонах платы указывается с помощью флажка Use both sides of board.
Если предварительное размещение компонентов выполнено, то есть все они расположены внутри контура платы определенным разумным образом, то отмечают флажок Components are placed. В противном случае программа полагает, что компоненты расположены случайным образом.
При использовании глухих и межслойных переходных отверстий отмечают флажок Use blind or buried vias.
После настройки основного меню утилиты, производят настройку меню Preferences (рис.5.14).
В этом меню определяются основные параметры, учитывающие сложность трассировки платы.
В графе User difficulty correction factor учитывается трудность ручной доработки платы. Параметр сугубо эмпирический, по умолчанию равен 1. При наличии определенного опыта использования программ автотрассировки разработчик интуитивно оценивает этот фактор, учитывая особенности конкретной платы и ее сходство с подобными ей проектами.
Графа Blind/buried via bonus определяет степень упрощения трассировки за счет использования глухих межслойных переходных отверстий в многослойных печатных платах.

Рис.5.14.
Среднее число переходных отверстий в цепи указывается в графе Average number of vias per net.
Среднее число переходных отверстий, приходящееся на одну поверхностную контактную площадку, указывается в графе Average number of vias per surface pad.
Учет усложнения трассировки за счет использования поверхностного монтажа производиться в графе Penalty for a surface mounted design.
Уменьшение манхэттенской длины цепей за счет предварительного размещения компонентов указывается в графе Reduction in Manhattan length after placement.
Среднее число выводов в компонентах с двухрядным расположением штыревых выводов указывается в графе Pads per dual-in-line component (DIL).
Параметры проекта (Design Default) задают ширину дороже (track width), расстояние до края платы (Edge Clearences), а также зазор между компонентами (Comp to Comp Clearences).
Сохранение настроек производят по нажатию кнопки Save Settings, установку параметров по умолчанию нажатием кнопки Restore Defaults. Завершают настройку нажатием кнопки Done.
Запуск утилиты осуществляют нажатием кнопки Generate Report (Рис.5.13). При этом появляется меню отчета, показанное на рис.5.15

Рис.5.15. Отчет об анализе платы на трассируемость.
Нажимая кнопку Save Report As... сохраняем отчет в файл, пример которого приведен ниже.
====================================================================
=== Placement and Routability Report == Sun Oct 03 19:12:26 1999 ===
====================================================================
PCB Design: C:\ACCEL\DEMO\Demo1_u.txt
=== Results ========================================================
Total board area 12.14sq_in
Total component area 5.34sq_in
Component to Board area ratio 44.0%
Board area per DIL equivalent 0.90sq_in/EIC
Total number of nets 80
Total number of connections 138
Total Manhattan length of nets 144273.1mils
Component Placement and Design Routability Index: 6.7
(This board should be easily placed and routed.)
Флажок Include program settings in saved report позволяет включить в отчет параметры проекта.
Численной характеристикой возможности трассировки платы при заданных условиях является параметр Component Placement and Design Routability Index. Его величина связана с возможностью трассировки платы зависимостью, приведенной ниже
| < 2.0 | Практически невозможно разместить компоненты и произвести трассировку платы. |
| 2.0 - 3.0 | Даже если размещение компонентов выполнено, вероятность провести трассировку не равна 100%. |
| 3.0 - 4.5 | Плата может быть трассирована, но этот процесс весьма долог и труден. |
| 4.5 - 6.5 | Достаточно места для размещения компонентов и трассировки проводников. |
| 6.5 - 8.5 | Легко произвести размещение компонентов и трассировку проводников. |
| 8.5 - 10.0 | Места на плате намного больше, чем требуется для размещения и трассировки. |
Сам индекс трассируемости вычисляется по формуле

