 |


Глава 3. Аппараты каталитической очистки: принцип действия
|
|
|
|
Очистку газов с использованием катализа проводят в реакторах гетерогенных реакций в системе газ - твердое. Из этого следует, что конструкции каталитических газоочистителей определяются объемными расходами газов, кинетическими закономерностями протекающих реакций, температурными и аэродинамическими условиями процесса, структурными, прочностными и другими характеристиками применяемых катализаторов. Последние могут быть разнообразных размеров и формы: насыпные шарики, таблетки, цилиндры, пластины, соты и т.д.
В соответствии с существующей классификацией газоочистных каталитических устройств их принято делить на следующие группы:
реакторы каталитические, в которых происходит контакт газового потока с твердым катализатором, размещенным в отдельном корпусе (тип К);
реакторы термокаталитические, в которых контактный узел и подогреватель размещены в общем корпусе (тип СТК), реакционная зона совмещена с рекуператором (тип KB), имеется встроенный регенератор (тип ТКВ).
Среди промышленных газоочистных аппаратов первой группы наиболее распространены полочные, радиальные и горизонтальные реакторы.
В производствах синтеза аммиака и некоторых других продуктов применяют полочный реактор для конверсии оксида углерода (рис. 2).
В цилиндрическом корпусе аппарата па колосниковые решетки с металлическими сетками, размеры ячеек которых несколько меньше зерен катализатора, насыпают слой керамической пли металлической насадки (кольца Рашига, седла Инталокс и т.д.), поверх которого загружают катализатор. Над слоем катализатора также размещают сетку с насадкой, предназначенной для выравнивания скоростей газа п температур по сечению аппарата.
|
|
|
Существует ряд условий нормальной работы реактора: равномерное распределение газового потока по сечению аппарата, поминальный гранулометрический состав загружаемого катализатора, исключение быстрых перепадов температур в аппарате и др.
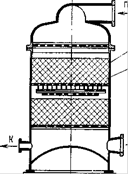
Рис. 2. Полочный реактор для конверсии оксида углерода:
/ - корпус реактора; 2 - катализатор
Одна из основных проблем в совершенствовании конструкций газоочистителей с насыпным слоем катализатора - обеспечение механической прочности гранул. По данным ГИАП, гидравлическое сопротивление слоя, в котором содер-ог жится до 7% пыли и мелочи катализатора, увеличивается на порядок (в 30 раз), при этом снижаются равномерность распределения газового потока и степень очистки газа. Это обстоятельство следует иметь в виду при загрузке катализатора и эксплуатации аппарата.
Для расчета гидравлического сопротивления (в Па) свеже-загруженного слоя катализатора рекомендуется использовать зависимость
ДР = \ywV (2*)] [я (I - в)/в»] fek, (4.3)
где у- удельный вес газовой смеси, H/mj; w - скорость в расчете на полное сечение аппарата, м/с; s - удельная поверхность гранул, м2/м8; в - порозность слоя; ft - коэффициент сопротивления; h - высота слоя, м.
В радиальном реакторе конверсии оксида углерода (рис. 4.21) катализатор размещается в корзинах, образованных коаксиально расположенными центральной трубой и обечайкой корпуса.
Рабочие поверхности корзин перфорированы, а между корпусом реактора и наружной обечайкой катализаторной корзины образуется кольцевой канал, по которому транспортируются газовые потоки.
В отличие от полочных в радиальных реакторах можно смоделировать равномерность распределения потоков (по высоте) [12], однако здесь степень использования рабочего объема несколько ниже из-за усадки катализатора и образования паразитных объемов.
Применяют также горизонтальные каталитические газоочистители. Для аппаратов требования к прочности гранул катализатора менее жесткие и усадка не играет особой роли, однако их можно эксплуатировать лишь в ограниченных диапазонах градиентов температур.
|
|
|
В радиальных каталитических реакторах очистки газа от СО методом конверсии используют, как правило, железохроми-стый катализатор. Очищаемые газы содержат 83-88% Нг, 4-5% (Ns + Ar), 3-5% СОг, 3-5% СО и 0,5% СН„. Остаточное содержание СО в очищенном газе составляет (при конверсии с водяным паром) менее 0,1%. Парогазовую смесь перед подачей в реактор подогревают до температуры 190-210 "С, объемные скорости составляют 10000-20 000 ч-1.
Полочные и радиальные каталитические реакторы используют также в процессах гидрирования азотоводородных смесей, при которых синтез-газ очищают от кислорода, оксида и диоксида углерода.
Полочный реактор, предназначенный для этих целей (аппарат предкатализа или метанатор) представляет собой колонный аппарат цилиндрической формы, внутри которого находится центральная труба с электроподогревателем и катализа-торная коробка. Газовый поток входит в центральную трубу, обогревается электроподогревателем, поднимается вверх, откуда в кольцевом пространстве между корпусом и катализаторной коробкой проходит вниз через слой катализатора.
Процесс протекает при температуре 300-350 °С, давлении 2-3 МПа, объемной скорости 4000-5000 ч~', линейной скорости в аппарате 0,3-0,4 м/с.
В реакторе используют алюмоникельхромовый катализатор (ТО) в таблетированном и формованном виде (с размером гранул от 4-5 до 8-10 мм).
В последнее время в связи с необходимостью своевременной регенерации и замены катализатора в конструировании каталитических газоочистителей наметилась тенденция к созданию аппаратов с быстрой загрузкой - выгрузкой катализатора без разборки аппарата.
Такие катализаторы обладают высокой эффективностью и термостойкостью, а их гидравлическое сопротивление значительно ниже слоя насыпного катализатора. Так, монолитный катализатор СКМ-1 в виде цилиндрических блоков диаметром до 3,6 м имеет 40000 прямых каналов на 1 мг сечения. Гидравлическое сопротивление его в силу этого составляет всего 0,05 перепада давления в слое, состоящем из шариков диаметром 4 мм, при одинаковой линейной скорости газа.
|
|
|
В Канаде и США блочные катализаторы широко используют, например, в реакторах селективного каталитического восстановления (СКВ) в процессах очистки отходящих газов заводов по производству азотной кислоты н других химических продуктов.
Препятствием к широкому и повсеместному промышленному внедрению блочных конструкций является недостаточная технологичность их изготовления. Этого недостатка лишены пластинчатые каталпзаторные конструкции. Катализаторная насадка представляет собой набор пластин с катализаторным покрытием, устанавливаемых в разных сочетаниях. По имеющимся данным [68], металлоемкость реактора с подобным катализатором снижается в сравнении с аппаратами традиционных конструкций на 40%, а гидравлическое сопротивление уменьшается в 4,5 раза.
Перспективен пластинчатый реактор с катализаторным покрытием (ПКР) для очистки высокотемпературных нпзконапор-ных отходящих газов от органических веществ и оксида углерода [69]. Простота конструктивного оформления процесса очистки позволяет выполнить в виде реактора часть газохода: разборные секции образованы плоскопараллельными пластинами с габаритными размерами по длине 350-500 мм и диаметру 400-1000 мм. Разработаны и испытаны термостойкие катали-заторные покрытия для ПКР на основе промышленных катализаторов АП-64, СТК-1-7, ГИПХ-105-Б и др.
В аппаратах ПКР значительно интенсифицируется процесс очистки газов, они могут работать при высоких линейных ско ростях и большой запыленности газовых потоков (скорость порядка 10 м/с и более, содержание пыли до 10 г/м3).
Простой и оригинальной конструкцией реактора термокаталитического типа ТК является устройство для термокаталитического сжигания отходящих газов, монтируемое в виде колпака на верхнюю часть дымовой трубы (рис. 4.26). В этом устройстве применяют сотовый катализатор с малым гидравлическим сопротивлением, позволяющий обеспечить высокоэффективную очистку.
На рис. 4.27 представлен каталитический дожигатель, относящийся к термокаталитическим реакторам типа KB, разработанный институтом «Гипрогазоочистка» и успешно прошедший промышленные испытания.
|
|
|
Особенность данного реактора--дополнительный съем тепла за счет ошнпования цилиндрической перегородки внутри реактора. Аппарат работает следующим образом. Очищаемые газы поступают в трубное пространство сочлененного трубчатого рекуператора 2, затем в кольцевое пространство реактора между корпусом и цилиндрической перегородкой 3, где они дополнительно нагреваются за счет смешения с дымовыми газами от сжигания топлива в панельных горелках 4. Нагретые газы проходят через слой катализатора и через межтрубное пространство рекуператора 2 сбрасываются в атмосферу.
Аналогичные аппараты для газоочистки созданы в Великобритании фирмой «Джонсон Маттен Кемикал Лимитед» (производительность 1,7-13,6 тыс. м3/ч), в Германии фирмой «Рее-ко ГмбХ» (единичной мощностью 46 тыс. ма/ч).
Технико-экономические расчеты процессов термокаталитиче ской очистки газов показывают, что для реакторов этого тиш наиболее предпочтительны расходы газовых потоков 25- 40 тыс. м3/ч. С учетом этой тенденции разработаны реакторы ТКВ большой единичной мощности. Такие аппараты имеют улучшенные удельные показатели по металлоемкости, расходу топлива, ремонтопригодности и другим параметрам [68].
Дзержинским филиалом НИИОГаза разработан типоразмер-ный ряд термокаталитических реакторов очистки газов со встроенными рекуператорами тепла [68].
Достигнутый к настоящему времени уровень аппаратурного оформления каталитической очистки газов позволил создать метод, который по своим технико-экономическим показателям вполне конкурентоспособен с другими методами газоочистки (см. табл. 4.4).
Совершенствование существующих и создание новых перспективных аппаратов каталитической газоочистки в ближайшем будущем, по-видимому, будут развиваться в направлении разработки низконапорных пространственных каталитических насадок (комбинаций пластин, решеток и т.д.), а также внедрения в практику промышленной газоочистки нового поколения реакторов низкотемпературной фотокаталитической очистки газов.
Инженерный расчет аппаратов каталитической очистки газов может основываться на различных подходах к описанию процессов массообмена, происходящих в реакторах.
Так, при определении основных характеристик контактного узла в термокаталитических реакторах исходят из того, что процесс очистки протекает главным образом в диффузионной области, в силу чего для расчета степени превращения реагентов можно использовать уравнение Викке [70], а для расчета коэффициента диффузии - уравнения Е. Н. Фуллера, П. П. Шеттлера и Д. К. Гиддингса [70]. Коэффициент массопередачи рассчитывают из критериальных уравнений.
|
|
|
Для определения сопротивления слоя катализатора удовлетворительно коррелируется формула Эргана [70]. Что касается потерь давления в рекуператоре, то для их определения применяют известные методики, используемые при расчетах теплотехнического оборудования. Последние распространяются и на процедуру определения конструктивных характеристик рекуператоров тепла, входящих в установки термокаталитической очистки газов.
В качестве критерия оптимизации рекомендуется [70] принимать переменную часть эксплуатационных затрат: на топливо, катализатор, энергию, преодоление гидравлического сопротивления в аппарате, содержание и ремонт реактора (амортизационные отчисления).
В связи с тем, что на начальных стадиях проектирования аппаратуры практически невозможно прогнозировать весь комплекс конструктивных и режимных параметров, можно ограничиться поэтапной оптимизацией контактного узла и рекуператора тепла. Например, оптимальную поверхность последнего определяют по наименьшей сумме приведенных затрат на нагрев годовых выбросов до рабочей температуры контактирования, преодоление гидравлического сопротивления в рекуператоре и амортизацию.
Приведенные затраты (коп/1000 м3) на нагрев:
ПЗТ = 11000РвС(,ср (1Р _/„)(]_ О) uj/q. (4.37)
где ро - плотность воздуха при нормальных условиях, кг/м*; сРср-теплоемкость воздуха при средней температуре, Дж/(кг-К); 'о - начальная температура газовых выбросов, "С; fP - рабочая температура, °С; G- коэффициент рекуперации тепла; Цг -цена топлива, коп/м3; Q - теплотворная способность топлива, Дж/м3,
Приведенные затраты на преодоление гидравлического сопротивления:
ПЗэ = (ДРТ + ДРМ) НУ (3600ц,), (4.38)
где ДРТ, ДР„ - гидравлическое сопротивление трубного и межтрубного пространства соответственно, Па; Цэ - иена электроэнергии, коп/кВт.; т|в - КПД вентилятора.
Приведенные затраты на содержание рекуператора п ремонт:
ПЗр= \GQF\Xf <file:///GQF/Xf> (U + E)/(Ко-Ю-Т). (4.39)
где F - поверхность теплообмена рекуператора, м!; Цр - цена единицы поверхности теплообмена, руб/м!; U - нормативный срок окупаемости, год-1; Е - коэффициент амортизационных отчислений, год-1; Ve -объемный расход газов, м*/ч; 7 - число часов работы аппарата в год, ч/год.
По вычисленным при различных заданных степенях рекуперации тепла приведенным затратам ПЗТ, П33 и ПЗР строят график зависимости суммы затрат и по ее минимуму определяют оптимальный коэффициент рекуперации тепла и теплообменную поверхность.
Аналогичным образом при различных температурах перед слоем катализатора определяют приведенные затраты, отнесенные к контактному узлу, включающие затраты на нагрев газов, преодоление гидравлического сопротивления слоя катализатора, а также затраты па катализатор. Последние рассчитывают из соотношения;
ПЗк = УкРкЦК' 100/ (V 10-ЗшГ), (4.40)
где VK - объем катализатора, м3; рк - насыпная плотность катализатора, кг/м3; Цк - цена катализатора, руб/кг; Vo - объемный расход газовых выбросов, м3/ч; (о - срок службы катализатора, годы.
Несколько иной подход к определению оптимальных параметров узла контактирования полочных реакторов каталитической очистки газов содержится в [71], где эта задача решается методом неопределенных множителей Лагранжа.
|
|
|
