 |


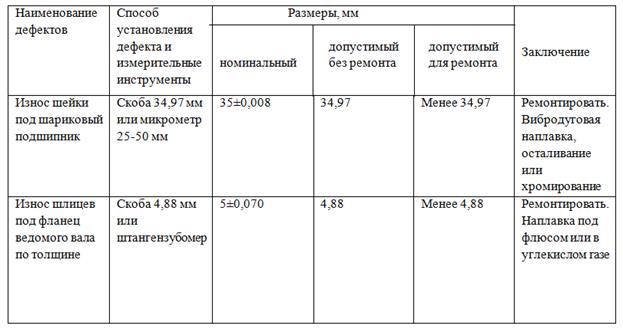
Технические требования на дефектацию детали
|
|
|
|
Деталь: Вал ведомый коробки передач
Материал: Сталь 25ХГМ ГОСТ 4543-61
Твердость: HRC 60-65
1.3 Технические требования на отремонтированные детали
Восстановленный ведомый вал должен отвечать следующим техническим требованиям: у картера коробки передач отверстия под подшипники ведущего и ведомого валов должны быть расточены с одной установки.
Расстояние от оси отверстий под подшипники ведущего и ведомого валов до оси отверстий под подшипники промежуточного вала должно быть в пределах 110,625±0,07мм.
Ось отверстий под подшипники промежуточного вала должна быть параллельна оси отверстий под подшипники ведущего и ведомого валов и лежать с ней в одной плоскости, отклонение не должно превышать 0,04мм на длине 250мм.
Ось отверстий под ось блока шестерен заднего хода должна быть параллельна оси отверстий под подшипники ведущего и ведомого валов и должна лежать с ними в одной плоскости. Отклонение не должно превышать 0,08мм на длине 200мм.
Передняя и задняя торцовые плоскости картера должны быть перпендикулярны оси отверстий под подшипники ведущего и ведомого валов. Отклонение не должно превышать 0,07мм на радиусе 75мм.
Технологический раздел
Выбор рациональных способов восстановления детали
Ведомый вал коробки передач автомобиля Газель Бизнес изготавливается из стали хромомарганцевая с молибденом – 25ХГМ.
Деталь испытывает значительных динамических и знакопеременных нагрузок.
Потенциально возможными способами устранения износа шейки под шариковый подшипник является: осталивание, наплавка под слоем флюса, наплавка в среде углекислого газа, вибродуговая наплавка, хромирование.
Вибродуговая наплавка не применим в связи с тем что деталь испытывает знакопеременные нагрузки.
|
|
|
Наплавка в среде углекислого газа не применим так как не удовлетворяет требуемому значению коэффициента долговечности детали(Kg=0.8).
Наплавка под слоем флюса не применим так как не удовлетворяет коэффициенту технико-экономической эффективности (Ктэф=0,436).
Хромирование не применим так как не удовлетворяет коэффициенту технико-экономической эффективности (Ктэф=0,087).
Из оставшихся четырех способов, наибольшему коэффициенту технико-экономической эффективности соответствует способ восстановления осталиванием (Ктэф=0,637) который и принимаем для восстановления износа шеек под шариковый подшипник.
Единственная возможность устранения износа шлицев под фланец является ручная дуговая наплавка.
2.2 Выбор установочных баз
При устранении износа шеек под шариковый подшипник и восстановлении износа шлицев под фланец ведомого вала по толщине в качестве базовой поверхности выбирают центровые отверстия.
2.3 Разработка схем технологического процесса устранения детали каждого дефекта детали
Таблица 1
| Дефект | Способ ремонта | № опер. | Наименование и содержание операций |
| 1.Износ шейки под шариковый подшипник. | Осталивание | 1. 2. 3. | Шлифовальная. Отшлифовать шейки под шариковый подшипник выдерживая размер D=34.67мм, L=20мм; Осталивание. Осталить шейку выдерживая размер D=35.4мм, L=20мм; Шлифовальная. Отшлифовать шейки под шариковый подшипник выдерживая размер D=35±0.008мм, L=20мм; |
| 2.Износ шлицев под фланец ведомого вала по толщине. | Ручная дуговая наплавка. | 1. 2. 3. 4. | Сварка. Заварить шлицы по толщине. Токарная. Проточить поверхность наплавленных шлицев выдерживая размер D=42.8мм, L=80мм; Фрезерная. Фрезеровать 10 шлицев выдерживая размер h=6мм, l=80мм; Шлифовальная. Шлифовать поверхность шлицев выдерживая размер D=42.8мм, L=80мм; |
Выбор оборудования и средств технологического оснащения операций
|
|
|
Шлифовальная.
381311.ХХХ Х- кругло-шлифовальный станок ЗМ153А;
398100.ХХХ – круг шлифовальный;
396111.ХХХ – патрон самоцентрирующийся;
393411.ХХХ – микрометр МК 25-50;
ХХХХХХ.ХХХ – спецприспособление;
Осталивание.
385610.ХХХХ – ванна гальваническая;
ХХХХХХ.ХХХ – подвеска для деталей;
ХХХХХХ.ХХХ – анод стальной СТ-08;
393411.ХХХ – микрометр МК 25-50;
Сварка.
386233.ХХХ - стол сварщика ССН-3;
341885.ХХХ – трансформатор сварочный ТД-300;
ХХХХХХ.ХХХ – маска;
ХХХХХХ.ХХХ – держатель электрода;
ХХХХХХ.ХХХ – электрод;
Токарная.
381161.ХХХХ – токарно-винторезный станок 16К20Т;
396111.ХХХ – патрон самоцентрирующийся;
392841.ХХХ – центры вращающиеся;
ХХХХХХ.ХХХ – люнет;
392131.ХХХ – резец проходной отогнутый Т15К6;
393301.ХХХ – штангенциркуль ШЦ-1-125-0,1;
393411.ХХХ – микрометр МК 25-50;
Фрезерная.
381621.ХХХХ – горизонтально фрезерный станок 6Р82Т;
391837.ХХХ – фреза шлицевая;
ХХХХХХ.ХХХ – спецприспособление;
393301.ХХХ – штангенциркуль ШЦ-1-125-0,1;
План технологических операций
Таблица 2
| № опер. | Наимено-вание и содержание операции | Оборудование | Приспо-собления | Инструмент | |
| Рабочий | Измери-тельный | ||||
| 1 | 2 | 3 | 4 | 5 | 6 |
| 005 | Шлифовальная. Отшлифовать шейки под шариковый подшипник выдерживая размер D=34.67мм L=20мм | Кругло-шлифовальный станок ЗМ153А | Патрон самоцентрирующийся | круг шлифовальный | Микрометр МК 25-50 |
| 010 | Осталивание Осталить шейку выдерживая размер D=35.4мм L=20мм | Ванна гальваническая | Подвеска для деталей | Анод СТ-08 | Микрометр МК 25-50 |
| 015 | Сварка Заварить шлицы по толщине | Стол сварщика СССН-3 | Трансформатор сварочный ТД-300, спецприспособление | Держатель электрода, электрод | |
| 020 025 | Токарная. Проточить наружную поверхность наплавленных шлицов выдерживая размер D=42.8мм L=80мм Фрезерная. Фрезеровать 10 шлицев выдерживая размер h=6мм l=80мм | Токарно- винторезный станок 16К20Т Горизонтально фрезерный станок 6Р82Т | Патрон самоцентрирующийся Спецприспособление | Резец проходной отогнутый Фреза шлицевая | Микрометр МК 25-50 Штангенциркуль ШЦ 1-125-0,1 |
| 030 | Шлифовальная. Шлифовать поверхность шлицев выдерживая размер d=42.8мм l=80мм и отшлифовать шейки под шариковый подшипник d=±0.008мм l=20мм | Кругло-шлифовальный станок ЗМ153А | Патрон самоцентрирующийся, шлифовальный станок | Круг шлифовальный | Микрометр МК 25-50 |
|
|
|
|
|
|
