 |


Назначение допусков радиального и торцового биения
|
|
|
|
НАЗНАЧЕНИЕ ДОПУСКОВ РАСПОЛОЖЕНИЯ
ПОВЕРХНОСТЕЙ
Назначение допусков соосности или симметричности
В корпусной детали
 |
Расположение отверстий: разнесенное. Базой служит общая ось, отклонение от соосности задается независимым допуском. Решение методом подобия [1,табл. 2.12]– для 7 квалитета требуется 6-я степень точности. По табл. 2.9 [1] находим допуск соосности, для Ø150 Н 7 он равен 30 мкм, а для Ø80 Н 7 равен 25 мкм. Указываем на рис. 9 наибольшее значение, учитывая расстояние между отверстиями, влияющее на жесткость расточной оправки.

Рис. 9. Корпус
Назначение допусков перпендикулярности и параллельности
Допуски по перпендикулярности торцов к оси можно также определить методом подобия [1, табл. 2.12]. Для 8-го квалитета требуется 7-я степень точности. За номинальный размер принимается диаметр платика на торце.
По табл. 2.10 [1] для размеров свыше 160 находим Т = 0,03 мм (рис.10).
Допуск параллельности торцов на расстоянии 200 js 8 не более 30 мкм по табл. 2.10., что соответствует 7-й степени точности.
Таблица 2.12
Примеры назначения степеней точности допусков расположения
| Квали-тет размера | Степень точности | Области применения |
| 3¸4 4¸5 6¸7 6¸8 9¸10 11¸13 12¸16 14¸17 | 1¸2 3¸4 5¸6 7¸8 9¸10 11¸12 13¸16 | Высокоточные детали прецизионных аппаратов и приборов. Направляющие прецизионных станков, шейки валов и шпиндели приборов и точных станков Ответственные детали особо точных машин. Шпиндели станков повышенной прочности, измерительных приборов, гидравлическая аппаратура. Направляющие станков высокой точности, приборов, приспособлений Точные машиностроительные детали. Посадочные поверхности валов под зубчатые колеса 5-6 степени, опорные шейки валов при n более 1000 об/мин. Направляющие поверхности станков нормальной точности, станочных приспособлений, рабочие поверхности измерительных инструментов. Торцы подшипников 5,4,2 классов. Заплечики валов и корпусов под подшипники, опорные торцы режущего инструмента, патронов, планшайб. Базовые торцы зубчатых колес Машиностроительные детали нормальной точности, посадочные поверхности валов и отверстий под зубчатые колеса 7-8 степени точности при числе оборотов менее 1000 об/мин. Рабочие поверхности кондукторов прессов. Торцы подшипников 0 и 6 классов, торцы крышек и заплечики под подшипники. Уплотнительные поверхности фланцев. Рабочие поверхности режущих инструментов. Базовые торцы зубчатых колес. Детали пониженной точности, нежесткой конструкции. Детали сельскохозяйственных машин, подъемно-транспортных машин при малых скоростях вращения, детали в ручных передачах. Поверхности под прокладки, торцы крышек, свободные поверхности Поверхности низкой точности, неответственных деталей. Поверхности низкой точности с неуказанными допусками, поверхности отливок, штамповок |
|
|
|
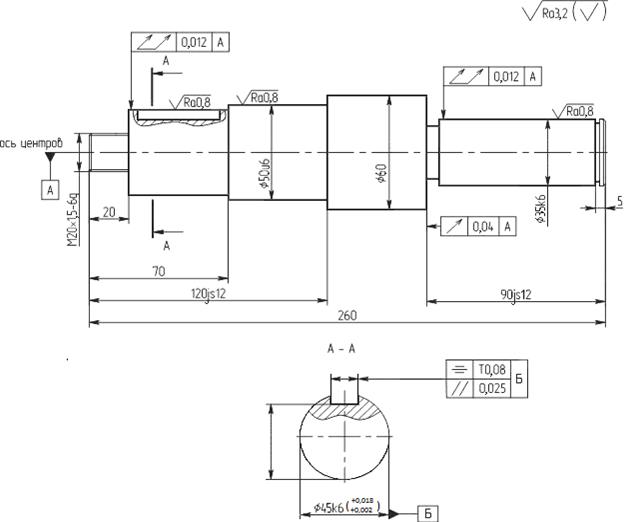
Назначение допусков радиального и торцового биения
Для деталей тел вращения (валы, диски, втулки, зубчатые колеса, шкивы, фланцы и др.) целесообразно задавать допуски радиального и торцового биений от базы – оси центров. Это упрощает и удешевляет обработку и измерение.
Рассмотрим вал на рис. 1.
|

Общие допуски по ГОСТ 30853.2- mК
Рис. 1. Вал
Радиальное биение для посадочных мест под зубчатые колеса принимаем как полное, а торцовое биение в заданном направлении. Радиальное биение для поверхностей 6-го квалитета рекомендуется [1, табл.2.4.] принимать по 5-й степени точности. По табл. 2.9 для диаметров от 30 до 50 радиальное биение составит – 0,012 мм по 5-й степени точности.
|
|
|
Торцовое биение для буртика Ø60 принимаем по 9-й степени, [табл.2.12.] так как линейные размеры выполнены по 12 квалитету.
По табл. 2.10 для Ø60 допуск биения равен 0,040 мм.
Для шпоночного паза выбираем поле допуска N 9, так как производство мелкосерийное, шпонка не на конце вала и является крепежной. [1, табл. 3.2]
Определяем допуск параллельности сторон шпоночного паза относительно оси вала  = 0,5 × IТ 9 = 0,5 × 43
= 0,5 × IТ 9 = 0,5 × 43  22 мкм. Округляем до = 0,025 по табл. 2.10 при длине ступени вала-50 мм.
22 мкм. Округляем до = 0,025 по табл. 2.10 при длине ступени вала-50 мм.
Допуск симметричности равен:  =2 × IТ 9=2 × 43=86 мкм. Округляем до 80 мкм по 9 степени для вала Ø45 мм, так как производство мелкосерийное, допуск независимый.
=2 × IТ 9=2 × 43=86 мкм. Округляем до 80 мкм по 9 степени для вала Ø45 мм, так как производство мелкосерийное, допуск независимый.
|
|
|
