 |


Условное обозначение шлицевого соединения
|
|
|
|
На чертеже детали (рис. 76) стандартизованного шлицевого (зубчатого) соединения указывают в технических требованиях или на полке линии-выноски условное обозначение вала или отверстия по соответствующему стандарту.
По ГОСТ 1139–80 «Соединения шлицевые прямобочные» обозначения шлицевых соединений валов и втулок должны содержать:
– букву, обозначающую поверхность центрирования; – число зубьев z;
– номинальные размеры внутреннего диаметра d, наружного диаметра D и ширины шлица b;
– обозначения полей допусков или посадок диаметров и размера b, помещенные после соответствующих размеров.

Рис. 76
Пример условного обозначения шлицевого прямобочного соединения с числом зубьев z = 8, внутренним диаметром d = 36 мм, наружным диаметром D = 40 мм, шириной зуба b = 7 мм, с центрированием по внутреннему диаметру, с посадкой по диаметру центрирования
H 7 по нецентрирующему диаметру H 12 и по размеру b H 9: f 7 a 11 f 9
H 7 H 12 H 9
d – 8 × 36 f 7 × 40 a 11 × 7 f 9
Пример условного обозначения того же соединения при центрировании по наружному
диаметру с посадкой по диаметру центрирования H 7 и по размеру b F 10:
h 7 h 9
H 7 F 10
D – 8 × 36 × 40 h 7 × 7 h 9
Пример обозначения того же соединения при центрировании по боковым сторонам:
H 12 D 9
b – 8 × 36 × 40 a 11 × 7 f 8
Пример условного обозначения втулки того же соединения при центрировании по внутреннему диаметру:
d – 8 × 36 H7 × 40 H12 × 7 H9
Пример условного обозначения вала того же соединения: d – 8 × 36 f7 × 40 a11 × 7 f9.
В курсе машиностроительного черчения студенты не проставляют на чертежах допуски и посадки. Поэтому обозначение соединения, вала, втулки при одном виде центрирования будет одинаково, например:
|
|
|
при центрировании по внутреннему диаметру d – 8 × 36 × 40 × 7,
при центрировании по наружному диаметру D – 8 × 36 × 40 × 7,
при центрировании по боковым сторонам шлица b – 8 × 36 × 40 × 7.
Неразъемные соединения
Сварные соединения
Сварка – процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве и (или) пластическом деформировании (ГОСТ 2601–84).
Сварка – один из наиболее прогрессивных и широко распространенных способов получения соединений, поэтому типы сварных швов, размеры швов и подготовленных под сварку кромок устанавливаются комплексом государственных стандартов. Эти стандарты охватывают сварные соединения из различных металлов и их сплавов, свариваемых наиболее распространенными способами сварки: ручная дуговая (ГОСТ 5264–80), автоматическая и полуавтоматическая под флюсом (ГОСТ 8713–70), контактная (ГОСТ 15878–79), электрошлаковая (ГОСТ 15164–80) и др.
Наряду с типами и размерами конструктивных элементов сварных швов стандартизованы условные изображения и условные обозначения швов сварных соединений – ГОСТ 2.312–72.
Изображение швов сварных соединений по ГОСТ 2.312–72
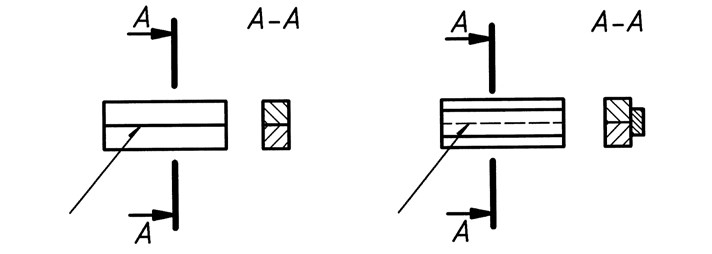
Шов сварного соединения независимо от способа сварки условно изображают:
видимый – сплошной толстой основной линией (рис. 77, а); невидимый – штриховой линией
(рис.77, б).
а б
Рис. 77

Рис. 78
Видимую одиночную сварную точку, независимо от способа сварки, условно изображают знаком «+», который выполняют сплошными толстыми основными линиями (рис. 78). Невидимые одиночные точки не изображают.
От изображения шва или одиночной точки проводят линию-выноску, заканчивающуюся односторонней стрелкой (см. рис.77, 78). Линию-выноску предпочтительно проводить от изображения видимого шва.
|
|
|
