 |


Оборудование для изготовления заготовок
|
|
|
|
Типовыми операциями по выполнению заготовок и деталей типа тел вращения и корпусных являются:
· рубка круглого проката;
· ковка и горячая штамповка;
· радиальная и торцевая раскатка;
· литье.
Для роботизированных комплексов заготовительного крупносерийного и массового производства характерно использование автоматизированных машин для литья под давлением, литья алюминиевых и пластмассовых изделий в металлические формы, кокильных, а также специализированных машин для изготовления оболочковых форм и зачистки отливок. Структурное построение таких комплексов характеризуется индивидуальным использованием основного литейного оборудования, обслуживаемого промышленными роботами и автоматизированными вспомогательными устройствами.
Комплекс А5925 (рис. 1) на базе кокильной машины и промышленных роботов специального исполнения предназначен для автоматизации основных технологических операций при изготовлении отливок массой до 10 кг.
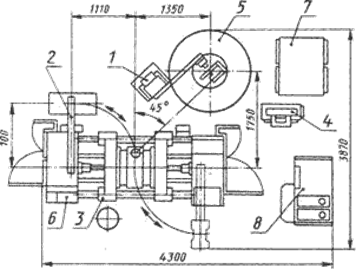
1.ПР (специальное исполнение); для заливки металла (1 шт.);
2.ПР (специальное исполнение) для съема и передачи отливок (1 шт.);
3.машина для литья в кокиль мод. 5925 (1 шт.);
4.установка термостатирования кокиля (1 шт.);
5.электропечь мод. САТ 0,25 (1 шт.);
6.пульт управления ПР (1 шт.);
7.электрооборудование (1 шт.);
8.гидростанция (1 шт.).
Рис..1. Комплекс для литья в кокиль мод. А5925 (с ПР)
Специальный ПР-заливщик производит отбор дозы металла из раздаточной печи, перенос ковша и заливку металла в кокиль. ПР-съемщик предназначен для съема отливок и передачи их в тару.
Комплекс для литья под давлением мод А97 (рис. 2) предназначен для автоматизации изготовления отливок массой до 70 кг.
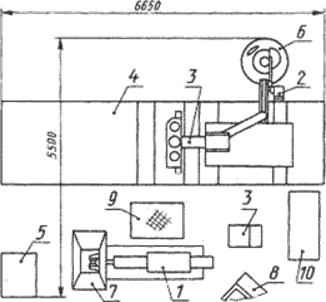
1 – ПР-съемщик мод. А9720 (1 шт.);
|
|
|
2 – манипулятор-смазчик мод. ЛМ20Ц.82.05. (1 шт.);
3 – манипулятор-заливщик мод. ЛМС125 (1 шт.);
4 – машина для литья под давлением мод. 7111 (1 шт.);
5 – пресс для обрубки литников (1 шт.);
6 – электропечь мод. САТ 0,25 (1 шт.);
7 – установка для охлаждения (1 шт.);
8 – пульт управления (1 шт.);
9 – установочная площадка (1 шт.);
10 – электрооборудование (1 шт.).
Рис. 2. Комплекс для литья под давлением мод. А97
В составе комплекса имеются: специализированный ПР мод. А9720 для съема и передачи отливок; манипулятор-смазчик и манипулятор-заливщик. ПР и манипуляторы в составе комплекса выполняют дозированную подачу металла в пресс-камеру литейной машины, снятие отливки, ее ориентацию и перенос в камеру для охлаждения, обдувку и смазку пресс-формы и пресс-поршня, установку отливки в пресс для обрубки литников и облоя. По условиям техники безопасности между машиной для литья под давлением и ПР-съемщиков отливок установлена гравитационная блокировочная площадка, отключающая ПР при нахождении оператора в его рабочей зоне.
Автоматическая (роботизированная) линия мод. А53414 предназначена для изготовления оболочковых форм из сухих термотвердеющих смесей в условиях серийного и массового производства. Она состоит из машины мод. 51214 для изготовления оболочковых полуформ и машины мод. 51514 для их сборки (рис. 3).
Автоматизация кузнечно-прессового производства в машиностроении осуществляется путем создания роботизированных комплексов для горячей и холодной объемной штамповки, ковки, холодной листовой штамповки, прессования изделий из пластмасс и порошков, а также для вспомогательных операций – чеканки, гибки, рихтовки.

1 – ПР (специальное исполнение) для съема полуформ (1шт.);
2 – машина для изготовления оболочковых форм мод. 51214 (1шт.);
3 – машина для сборки и склеивания оболочковых форм мод. 51514 (1 шт.);
4 – пульт управления (1 шт.);
|
|
|
5 – стол приемный (1 шт.);
6 – стол установочный (1 шт.);
7 – электрооборудование (4 шт.);
8 – гидростанция (2 шт.).
Рис. 3. Комплекс для изготовления оболочковых форм из сухих термотвердеющих смесей мод. А53414
Для автоматизации процесса горячей штамповки деталей массой до 3 кг из плоских штучных заготовок используют комплекс на базе пресса мод. КО-134 (рис. 4), специализированного двурукого ПР мод. «Циклон-3Б», индукционной печи и загрузочного устройства. ПР в составе комплекса выполняет следующие операции; установку заготовки (одной рукой), переустановку (второй рукой) ее на позицию вытяжки, а затем на лоток. Кроме того, робот управляет включением автоматического цикла пресса.
Специализированный комплекс мод. КА5530–КМ10Ц.42.01 (рис. 3.5) предназначен для автоматизации операций гибки, пробивки отверстий и их зенковки, клеймения заготовок типа лап культиваторов массой до 5 кг. Автоматически с помощью роботов КМ10Ц.42.01 напольного типа выполняются операции подачи предварительно нагретых заготовок из загрузочного устройства в штамп гибки и одновременно другой рукой – из штампа для пробивки отверстий в тару для готовых изделий, установленную на тележке.

1 – ПР мод. «Циклон-3Б» (1 шт.);
2 – пресс КО-134 (1 шт.);
3 – печь индукционная (1 шт.);
4 – лоток (1 шт.);
5 – бункер (1 шт.);
6 – пульт управления (1 шт.);
7 – тара (1 шт.);
8 – устройство для обдува и смазывания оснастки (1 шт.).
Рис. 4. Комплекс мод. КО-134 – «Циклон-3Б»
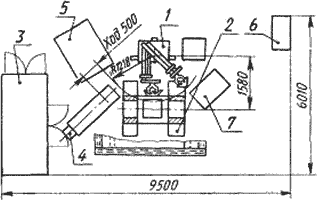
Рис. 5. Комплекс мод. КА 5530 – КМ10Ц.42.01

1 – ПР КМ 0,08 Ц.42.11 (1 шт.);
2 – пресс КД2118А (1 шт.);
3 – вибробункер (1 шт.);
4 – пневмосдуватель (1 шт.);
5 – тара (1 шт.);
6 – устройство управления ПР (1 шт.);
7 – электрошкаф (1 шт.).
Рис. 6. Комплекс мод. АККД 2118 А.03
Комплекс АККД2118А.03 (рис. 6) предназначен для автоматизации технологического процесса холодной штамповки мелких деталей из листовых штучных заготовок массой до 0,1 кг и толщиной 0,5…2,5 мм.
ПР в составе комплекса выполняет операцию загрузки пресса заготовками, подаваемыми из вибробункера. Сброс готовых деталей в тару осуществляется пневмосдувом.
Станки токарной группы
При обработке деталей типа тел вращения заготовку требуется крепить либо в патроне, либо в центрах. В каждом конкретном случае необходимо определить метод обработки;
|
|
|
· на станках патронных;
· на станках центровых;
· на станках патронно-центровых.
Применение патронно-центровых токарных станков с ЧПУ повышает универсальность ГПС вследствие широкой номенклатуры обрабатываемых деталей, но в тоже время увеличивает габариты ГПС, а следовательно и производственные площади.
При использовании патронных станков с указанной станиной производственные площади сокращаются.
Из анализа ГПС вытекает следующее: чем меньше размер партии запуска и больше номенклатура изделия, т.е. чем меньше серийность, тем эффективнее применение патронно-центровых токарных станков.
РТК мод. МО1И611 – «Ритм» (рис. 7) предназначен для токарной (патронной и центровой) обработки мелких деталей типа тел вращения из штучных заготовок массой до 0,1 кг. ПР мод. «Ритм-01.08», установленный на крышке шпиндельной бабки токарно-винторезного станка с ЧПУ мод. 1И611ПМФ3, производит его загрузку заготовками, находящимися на позиции выдачи их вибробункером. Обработанные изделия ПР снимает со станка и сбрасывает в тару через специальный лоток.
Для токарной обработки деталей типа длинных валов массой до 5 кг из штучных заготовок используют РТК мод. 1708ПР4 (рис.3.8), включающий в себя многорезцовый станок-полуавтомат типа 1708, автоматизированное загрузочное устройство (тактовый стол) для поштучной выдачи заготовок и обслуживающий их ПР напольного типа мод. ПР4.

1 – ПР «Ритм-01.08» (1 шт.);
2 – станок токарно-винторезный с ЧПУ мод. 1И611ПМФ3 (1 шт.);
3 – вибробункер (1 шт.);
4 – устройство ЧПУ станка (1 шт.);
5 – устройство ЧПУ ПР типа АС-2611 (1 шт.);
6 – тара (1 шт.).
Рис. 7. РТК для обработки мелких деталей типа тел вращения в крупносерийном производстве мод. МО1И611 «Ритм»
ПР в составе комплекса выполняет следующие операции: загрузку и разгрузку станка, сбрасывание детали в тару, а также управление включением автоматического цикла работы станка. В станке имеется конвейер для удаления стружки, которая автоматически подается в тару.
3.2.3. Станки для обработки корпусных и плоскостных деталей
|
|
|
Для обработки корпусных и плоскостных деталей применяются обрабатывающие центры и модули на их основе.
Для деталей размерами в плане от 250  250 до 2500 4000 мм: 21104Н7Ф4; ИР320ПМФ4; 2204ВМФ4; 2254ВМФ4; 225ВМФ4; ИР500МФ4; ИР800МФ4; 65А60МФ4; УФ0908.
250 до 2500 4000 мм: 21104Н7Ф4; ИР320ПМФ4; 2204ВМФ4; 2254ВМФ4; 225ВМФ4; ИР500МФ4; ИР800МФ4; 65А60МФ4; УФ0908.
Гибкость станочных модулей определяется тремя видами связей:
· транспортировкой заготовок и деталей между складом, позицией установки (снятия) деталей, контрольно-измерительным модулем. Расстановка станочных модулей зависит от вида выбранного транспорта (конвейеры, рольганги, рельсовые тележки или робокары), а также организации централизованного или децентрализованного складирования заготовок (общий склад, общие накопители паллет, индивидуальные накопители у каждого станка и различные комбинации этих трех видов).
· подачей режущего инструмента к станкам (наличие центрального инструментального склада, единого для всех станков; индивидуальные на каждый станок сменные магазины или индивидуальная подача инструмента на каждый станок с участка предварительной настройки инструмента и др.).
· информационными потоками между ЭВМ, управляющими различными модулями системы, общим использованием различных пакетов программного обеспечения и пультами управления.
Простейший ГПМ включает станок типа ОЦ с одним или двумя инструментальными магазинами. Станок имеет два рабочих стола. Заготовку устанавливают на стол вручную, в то время как на другом столе производится обработка детали.
Более современным является ГПМ, содержащий станок типа ОЦ с одним или двумя магазинами и накопителями палет.
Из общего числа типоразмеров деталей, изготовляемых в механообрабатывающем производстве, наибольшая часть (более 2/3 общей номенклатуры) приходится на призматические, плоские, а также фигурные, профильные и другие детали сложной формы. Среди них призматические детали, количество наименований которых не превышает 15…20 % общей номенклатуры деталей, являются наиболее трудоемкими в изготовлении. Себестоимость обработки корпусных деталей, являющихся основным видом призматических деталей, составляет более половины общей себестоимости механообработки в машиностроении. Плоские и другие детали сложной формы, не относящиеся к телам вращения, при значительном числе наименований (более 50 % номенклатуры) составляют менее 20 % общей стоимости механообработки.
Характерной особенностью изготовления корпусных деталей является их мелкосерийный, а иногда и единичный характер производства. В связи с этим при комплексной автоматизации механообрабатывающего производства корпусных деталей наиболее эффективно используются ГПМ, ГАУ и ГАЛ на их базе.
|
|
|
При механообработке заготовок плоских, некоторых призматических и других деталей сложной формы, обычно имеющих небольшие габариты, используются РТК, РТУ и РТЛ на базе фрезерных, сверлильно-расточных, зубо, резьбообрабатывающих, электрофизических, электрохимических и других станков. таким образом, создается возможность дополнительной автоматизации широко используемых в машиностроении универсальных станков с целью встраивания их в ГПС.
РТК, выполненный на базе горизонтально-фрезерного станка мод. 6М80 (специальное исполнение), тактового стола и промышленного робота, напольного типа мод. МП96, предназначен для фрезерной обработки деталей типа пласт массой до 0,2 кг из штучных заготовок (рис. 8).

Рис. 8 - Комплекс мод. 6М80 МП-9С
Список использованной литературы
1. Автоматизированные комплексы механической обработки валов с использованием промышленных роботов. Метод. рекомендации, ЭНИМС. –М.: НИИмаш, 1983, -64 с.
2. Грачев Л.Н. и др. Автоматизированные участки для точной размерной обработки деталей.-М.: Машиностроение, 1981,- 240с., ил.
3. Гибкое автоматическое производство./ Под ред.Майорова С.А. и Орловского Г.В. – Л.: Машиностроение, Ленинградское отделение, 1983, - 376с., ил.
4. Гавриш А.П. и др. Роботизированные механообрабатывающие комплексы машиностроительного производства. – К.: Техника, 1984, - 198 с., ил.
5. Гибкие производственные комплексы/Под редакцией П.Н.Белянина и В.А.Лещенко. – М.: Машиностроение, 1984, -384 с., ил.
6. Дащенко А.И. и др. Проектирование автоматических линий. – М.: Высшая школа, 1983, - 328 с., ил.
7. Полетаев В.А., Третьякова Н.В., Разработка компоновки и планировки гибких производственных систем. Методические указания. г.Иваново, ИГЭУ, 1999.
|
|
|
