 |


Технические характеристики сварочных трансформаторов
|
|
|
|
Совокупность параметров трансформатора, описывающих его служебные свойства, а так же параметры его работы и питания называют техническими характеристиками. Технические характеристики сварочного трансформатора ТДМ-252У2 представлены в таблице 1.
К техническим характеристикам сварочных трансформаторов можно отнести:
1. номинальный сварочный ток
2. диапазон регулирования сварочного тока
3. напряжение холостого хода
4. номинальное рабочее напряжение
5. номинальный режим работы
6. потребляемая мощность
7. напряжение питающей сети
8. масса
Таблица 1
Технические характеристики сварочного трансформатора ТДМ-252У2
| Номинальный сварочный ток Iсв, А | Напряжение холостого хода, Uхх, В | Номинальное напряжение Uд, В | Потребляемая мощность Рт, кВ х А | Номинальный режим работы ПН, % | Напряжение сети питания, U1, В | Масса, кг |
| 15,4 |
U,В

0 100 200 300 Iсв, А
Рис. 3 Внешняя ВАХ сварочного трансформатора ТДМ-252У2
Цель работы: Изучить устройства сварочных трансформаторов типа ТД и ТДМ (с раздвижными катушками)
Ход работы:
Изучить конструкцию сварочных трансформаторов по паспортам и каталогам.
Зарисовать схему и дать описание устройства трансформатора (по выбору преподавателя).
Начертить таблицу: «Технические характеристики сварочного трансформатора».
4. Ответить на вопросы.
Контрольные вопросы:
1. Для ручной дуговой сварки применяется:
а) падающая ВВАХ;
б) жесткая ВВАХ;
в) возрастающая ВВАХ.
2. При сварке на переменном токе:
а) <+> подключается к электроду;
б) <+> подключается к основному металлу;
в) переменный ток не имеет полярности.
|
|
|
3. При увеличении сварочного тока напряжение дуги:
а) уменьшается;
б) не изменяется;
в) увеличивается.
4. Направленным движением заряженных частиц называется:
а) электрическое напряжение;
б) электрический ток;
в) электрическое сопротивление.
5. Сварочный ток измеряется:
а) амперметром;
б) омметром;
в) вольтметром.
6. Катодом называется:
а) положительно заряженный электрод;
б) незаряженный электрод;
в) отрицательно заряженный электрод.
7. Электрические свойства источника питания описываются:
а) внешней вольт амперной характеристикой;
б) статической вольт амперной характеристикой;
в) динамической вольт амперной характеристикой.
8. Сварочные трансформаторы в диапазоне малых токов формируют:
а) крутопадающую внешнюю ВАХ;
б) пологопадающую внешнюю ВАХ;
в) возратстающуювнешнюю ВАХ.
9. Напряжение дуги измеряется:
а) амперметром;
б) омметром;
в) вольтметром.
Практическая работа №2
«Изучение устройства сварочных выпрямителей типа ВДУ»
Сварочными выпрямителями называют устройства, которые с помощью полупроводниковых элементов преобразуют напряжение переменного тока в однофазной или трехфазной сети в напряжение постоянного тока с необходимой внешней характеристикой и предназначены для питания сварочной дуги.
Сварочные выпрямители получили большое распространение.
Преимущества:
Ø высокий к.п.д.
Ø относительно небольшие потери холостого хода;
Ø высокие динамические свойства при меньшей электромагнитной индукции;
Ø отсутствие вращающихся частей и бесшумность в работе;
Ø равномерность нагрузки фаз;
Ø небольшая масса;
Ø возможность замены медных проводов алюминиевыми.
Недостатки:
Ø Однако следует иметь в виду, что для выпрямителей продолжительные короткие замыкания представляют большую опасность, так как могут выйти из строя диоды.
|
|
|
Ø Кроме того, сварочные выпрямители чувствительны к колебаниям напряжения в сети.
Все же по основным технико-экономическим показателям сварочные выпрямители являются более прогрессивными, чем, например, сварочные преобразователи.
Сварочные выпрямители состоят из двух основных блоков:
1. понижающего трехфазного трансформатора с устройствами для регулирования напряжения
2. выпрямительного блока.
Кроме того, выпрямитель имеет пускорегулирующее защитное устройства, обеспечивающие нормальную его эксплуатацию. Для выпрямления тока используется свойство полупроводникового вентиля проводить ток только в одном направлении. Наибольшее применение получили селеновые и кремниевые вентили. Селеновые вентили - дешевы, выдерживают перегрузки. Кремниевые вентили обладают высокими энергетическими показателями высоким к.п.д., но очень чувствительны к перегрузкам по току поэтому требуют защитных устройств и интенсивного охлаждения.
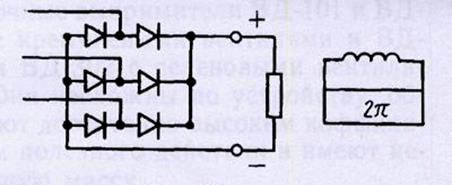
Выпрямление тока осуществляется по трехфазной мостовой схеме Ларионова. Мост состоит из шести плеч, в каждом из которых установлены вентили, обеспечивающие выпрямление обоих полупериодов переменного тока в трех фазах (рис.).
Сварочные выпрямительные установки в соответствии с ГОСТ 13821—77 выпускают на номинальные силы тока 120...1000 А, транзисторные источники питания — 15...300 А с пределами регулирования от 0,15 до 300 А.
Основными узлами сварочного выпрямителя являются понижающий трансформатор, блок выпрямительных вентилей, вентилятор, пускорегулирующая и стабилизирующая аппаратура.
В зависимости от внешней вольтамперной характеристики, количества постов и способа сварки сварочные выпрямители подразделяют на однопостовые с падающей внешней характеристикой. однопостовые с жесткой внешней характеристикой, однопостовые универсальные, многопостовые, однопостовые транзисторные.
Сварочные выпрямители с жесткой внешней характеристикой типа ВС и ВДГ предназначены для сварки в защитном газе плавящимся электродом, автоматической и полуавтоматической сварки под флюсом, порошковой проволокой и др. Они просты в устройстве и надежны в работе. Имея общую принципиальную схему, выпрямители этого типа отличаются в основном мощностью и числом ступеней регулирования. Выпрямители состоят из понижающего трехфазного трансформатора, выпрямительного блока, двух универсальных переключателей для переключения витков первичной обмотки трансформатора (для грубой и точной регулировки), дросселя(для обеспечения нарастания тока короткого замыкания и сглаживания пульсаций) и вентилятора.
|
|
|
Сварочные выпрямители однопостовые с падающей внешней характеристикой предназначены для ручной дуговой сварки и наплавки, а также для механизированной сварки под флюсом. Падающая внешняя характеристика и заданное значение силы сварочного тока обеспечиваются трансформатором. Для преобразования тока используют селеновые (выпрямители серии ВСС) и кремниевые (выпрямители серий ВКС и ВД) вентили. По сравнению с кремниевыми селеновые вентили имеют меньший КПД, но обладают большей стойкостью к перегрузкам.
Сварочные выпрямители с падающей внешней характеристикой выпускаются типа ВСС, ВКС и ВД. Сварочные выпрямители типа ВСС состоят из понижающего трехфазного трансформатора с подвижными обмотками, выпрямительного селенового блока с вентилятором, пускорегулирующей и защитной аппаратурой. Понижающий трансформатор выполнен с повышенным магнитным рассеянием, которое регулируется изменением расстояния между первичной и вторичной обмотками. Два диапазона регулирования сварочного тока получают, соединяя первичную и вторичную обмотки звездой (малые токи) и треугольником (большие токи). В пределах каждого диапазона ток плавно регулируют, изменяя расстояние между катушками первичной (нижней подвижной) и вторичной(верхней неподвижной) обмоток с помощью рукоятки. При вращении рукоятки по часовой стрелке катушки обмоток сближаются, индуктивность рассеяния уменьшается, сварочный ток увеличивается. Обмотки трансформатора выполнены из алюминия. Выпрямительный блок собран из селеновых пластин 100X400 мм, охлаждается вентилятором.
Сварочные выпрямители типа ВКС имеют следующие основные отличия от типа ВСС: выпрямительный блок составлен из кремниевых вентилей ВК-200; сварочный ток регулируют, перемещая катушки обмоток с помощью асинхронного двигателя с дистанционным управлением.
|
|
|
Широкое применение получили сварочные выпрямители ВД-101 и ВД-301 с кремниевыми вентилями и ВД-102 и ВД-302 с селеновыми вентилями. Они несложны по устройству, обладают достаточно высоким коэффициентом полезного действия и имеют небольшую массу.
Сварочные выпрямители типа ВСУ и ВДУ являются универсальными источниками питания дуги. Они предназначены для питания дуги при автоматической и полуавтоматической сварке под флюсом, в защитных газах, порошковой проволокой, а также при ручной сварке. Выпрямители ВСУ, кроме обычных - блока трехфазного понижающего трансформатора и выпрямительного блока, имеют дроссель насыщения с четырьмя обмотками. Переключением этих обмоток можно получать жесткую, пологопадающую и крутопадающую внешние характеристики.
Выпрямители ВДУ основаны на использовании в выпрямляющих силовых обмотках управляемых вентилей— тиристоров. Схема управления тиристорами позволяет получать необходимый для сварки вид внешней характеристики, обеспечивает широкий диапазон регулирования сварочного тока и стабилизацию режима сварки при колебаниях напряжения питающей сети.
Создание выпрямителей с универсальными внешними характеристиками связано с унификацией конструкции силового трансформатора. Стабильный процесс сварки в углекислом газе тонкими электродными проволоками в различных пространственных положениях может быть обеспечен только при питании от выпрямителей с естественной жесткой внешней характеристикой, выполненных на базе трансформаторов с нормальным рассеянием. В то же время ручную дуговую сварку и сварку под флюсом можно выполнять при падающих характеристиках, полученных на базе трансформаторов с нормальным рассеянием. С учетом этого все тиристорные выпрямители выполняются с силовым понижающим трансформатором, имеющим нормальное магнитное рассеяние.
В тиристорных сварочных выпрямителях в зависимости от типоразмера и экономически обоснованного типа тиристора применяются различные многофазные схемы выпрямления. Наиболее целесообразны схемы, обеспечивающие минимальную пульсацию сварочного тока: трехфазная мостовая, двойная трехфазная с уравнительным реактором и шестифазная кольцевая схема выпрямления. Из трехфазных мостовых схем более предпочтительна симметричная, полностью управляемая схема, обеспечивающая по сравнению с полууправляемой схемой (три диода, три тиристора) меньшую пульсацию сварочного тока. В тиристорных сварочных выпрямителях дроссель в цепи выпрямленного тока необходим не только для ограничения пиков тока короткого замыкания при сварке в среде углекислого газа, но и в значительной степени, для сглаживания пульсации выпрямленного тока, величина которых зависит от пределов регулирования.
|
|
|
|
|
|
