 |


Выбор защитных газов и газовых смесей для струйного переноса электродного металла
|
|
|
|
| Свариваемый металл | Защитный газ | Применение |
| Алюминий и алюминиевые сплавы | Аргон | Высокая стабильность дуги и хорошая передача электродного металла при сварке деталей толщиной до 25 мм |
| 35% аргона + + 65% гелия | Большее тепловложение, чем при сварке в чистом аргоне, улучшенное формирование шва, применяется при сварке деталей толщиной 25—75 мм | |
| 25% аргона + + 75% гелия | Максимальное тепловложение, минимальная пористость, применяется при сварке деталей толщиной более 75 мм | |
| Магниевые сплавы | Аргон | Высокое качество шва |
| Углеродистая сталь | Аргон + +1—5% кислорода | Улучшенная стабильность дуги, более жидкая сварочная ванна, плавный переход от валика шва к основному металлу, минимальные прожоги, скорость сварки выше, чем при сварке в чистом аргоне |
| Аргон + + 3—10% со2 | Хорошая форма валика сварного шва, минимальное образование брызг, сварка только с позиционированием электрода | |
| Низколегированная сталь | Аргон + + 2% кислорода | Минимальная вероятность прожога, высокая прочность сварных соединений |
| Нержавеющая сталь | Аргон + +1 % кислорода | Высокая стабильность дуги, более жидкая сварочная ванна, хорошее формирование профиля сварного шва, минимальная вероятность образования прожога |
| Аргон + + 2% кислорода | Более высокая устойчивость дуги и скорость сварки, чем при содержании 1% кислорода, применяется для сварки тонких деталей | |
| Медь, никель и их сплавы | Аргон | Хорошее формирование шва, меньшая жидкотекучесть металла сварочной ванны, применяется для сварки деталей толщиной до 3 мм |
| Аргон + + 50—75% гелия | Повышенное тепловложение | |
| Титан | Аргон | Высокая стабильность дуги, минимальное загрязнение металла сварного шва включениями, не требует защиты обратной стороны шва инертным газом |
|
|
|
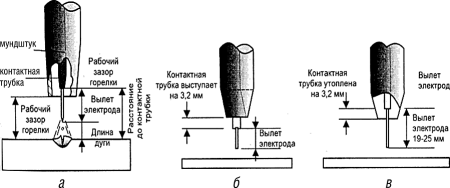
Рис. 3. 8. Вылет электродной проволоки: а — из мундштука сварочной горелки;
б — расположение контактной трубки в сопле горелки при циклическом режиме сварки короткой дугой; в — при струйном переносе металла
Как и любой тип дуговой сварки, процесс сварки плавящимся электродом в защитных газах начинается с зажигания дуги. Для легкого зажигания дуги электрод (электродная проволока) должен получить хороший контакт со свариваемой поверхностью. Для этого на свариваемой поверхности не должно быть масла, грязи, окалины и прочих веществ, затрудняющих контакт. Вылет провода следует установить согласно рис. 3. 8, поскольку при увеличении вылета электрода трудно инициализировать дугу. Угол наклона горелки должен быть 5—20°.
Для компенсации веса подающего рукава и сварочного кабеля (при раздельном подводе) для облегчения манипулирования горелкой необходимо перебросить их через плечо. Поднесите горелку к заготовке, но не касайтесь ее. Опустите сварочную маску и нажмите кнопку триггера. Нажатие на кнопку триггера включает сварочную цепь и подачу защитного газа. Двигатель подачи электродной проволоки не включается, пока электрод не войдет в контакт с деталью.
Переместите горелку по отношению к детали, касаясь проволочным электродом поверхности, как бы царапая ее. Чтобы предотвратить прилипание проволоки, необходимо быстро протянуть горелку на 10—15 мм в направлении, противоположном направлению сварки, и приподнять ее. Как только появляется контакт проволоки с изделием, начинает работать электродвигатель механизма подачи проволоки и работает до тех пор, пока нажата кнопка триггера.
Правильно установленная дуга имеет мягкий, шипящий звук. Регулирование скорости подачи электродной проволоки необходимо только тогда, когда дуга издает неправильный звук, например громкий треск указывает на то, что высока скорость подачи проволоки. Проволока касается сварочной ванны и кратковременно гаснет. С накоплением опыта работы можно легко на слух определять длину дуги.
|
|
|
Чтобы погасить дугу, необходимо отпустить кнопку триггера. Это отключит сварочную цепь, при этом остановится двигатель подачи электродной проволоки. Если при сварке произошло прилипание электрода, необходимо отпустить кнопку триггера и бокорезами откусить проволоку.
При сварке в защитном газе плавящимся электродом большое значение имеет положение горелки по отношению к свариваемой детали. Если свариваемые детали равны по толщине, то поперечный угол между деталями должен быть строго одинаков. Если детали не равны по толщине, то горелка наклоняется в сторону тонкого металла (поперечный угол уменьшается). Продольный угол, в зависимости от характера переноса электродного металла, должен быть в пределах 5—25°.
Сварка может производиться как углом вперед, так и углом назад. Сварка углом назад означает, что горелка позиционируется так, что направление подачи электродной проволоки противоположно направлению перемещения горелки. Сварка углом вперед означает, что направление подачи электродной проволоки совпадает с направлением движения горелки. Следует отметить, что для изменения способа сварки не нужно изменять направление перемещения горелки, достаточно изменить ее наклон в продольном направлении.
Скорость перемещения сварочной горелки определяет скорость сварки, которая выражается в м/мин. На скорость сварки влияют:
- ? толщина свариваемого изделия: с увеличением толщины металла уменьшается скорость сварки, и наоборот;
- ? скорость подачи электродной проволоки: с увеличением скорости подачи увеличивается скорость сварки;
- ? направление сварки: при сварке углом вперед скорость сварки выше. При сварке углом назад достигается большая стабильность дуги
и меньше брызгообразование. Сварка углом назад применяется для соединения толстого металла, при этом достигается большая глубина проплавления. Кроме того, сварщиквидит сварочную ванну, что позволяет повысить качество сварки. Сварка углом вперед применяется для соединения тонкого металла, при этом достигается меньшая глубина провара, но сварка производится с большей скоростью.
|
|
|
Легче всего производить сварку в нижнем положении, причем качество сварного соединения получается наилучшее. В нижнем положении лучше растекание наплавленного металла и лучше газовая защита. Освоив сварку в нижнем положении, можно производить ее и в других пространственных положениях. Сварка в горизонтальном, вертикальном снизу вверх и вертикальном сверху вниз положениях производится при уменьшенном на 10% сварочном токе. На рис. 3. 9 показан угол

Рис. 3. 9. Угол наклона сварочной горелки при выполнении различных швов в нижнем и вертикальном положениях: а—г— при циклическом режиме сварки короткой дугой; д — при струйном переносе металла
наклона сварочной горелки при сварке в различных пространственных положениях, а на рис. 3. 10 — порядок наложения валиков при выполнении многопроходного сварного шва.
Поперечный угол наклона сварочной горелки при сварке угловых швов должен быть 45°. Для стыковых швов поперечный наклон горелки должен быть всего несколько градусов, иначе ухудшается расплавление металла на боковой поверхности стыка и, соответственно, ухудшается слияние металла шва и основного металла.
Сварка в вертикальном положении может осуществляться как снизу вверх, так и сверху вниз, при этом важное значение имеет положение горелки. Сварка должна производиться только в положении, обеспечивающем полное проплавление металла. Дуга должна располагаться на переднем краю сварочной ванны.
Проплавление. Проплавление — это глубина сплавления основного металла. Величина сварочного тока является основным параметром, влияющим на глубину проплавления. Увеличение или уменьшение тока вызывает увеличение или уменьшение соответственно глубины проплавления. Глубину проплавления можно также увеличить, увеличив скорость подачи электродной проволоки при той же скорости перемещения горелки. При этом уменьшается длина дуги и, соответственно, увеличивается сварочный ток, то есть, изменяя скорость подачи проволоки, можно изменять глубину проплавления -

|
|
|
