 |


Определение удаляемости пригара с поверхности
|
|
|
|
Отливок с помощью щеток
Отливки, полученные в песчаных формах, всегда имеют на поверхности более или менее прочно с ней связанный слой материала формы, т. е. Пригар. В одних случаях формовочная смесь в слое пригара полностью становиться непригодной к повторному употреблению, примером чего может служить корка, образующаяся на поверхности отливок из стали Г1ЗЛ. В других случаях спекшаяся смесь не теряет своих свойств, но в процессе удаления с поверхности отливки большая часть зерен размельчается и становиться негодной для повторного использования. Поэтому часть смеси, поступающая с отливками в очистные отделения, направляется обычно в отвал, независимо от наличия регенерационной установки. Поскольку для сохранения постоянства объема формовочной смеси, находящейся в обороте цеха, ежедневно должно удаляться количество отработанной смеси, равное количеству поступающих в цех свежих песков и глин, толщина корки пригара большого интереса не вызывает. Иначе обстоит дело с прочностью сцепления корки пригара с поверхностью отливки. Представляется целесообразным основной характеристикой пригара считать силу его сцепления поверхностью отливки или её обратную величину – удаляемость.
В работах [6] предлагаются классификации пригара, основанные на его удаляемости с поверхности отливок. Попытка выразить количественно удаляемость пригара сделана Н. Т. Жаровым [6].Мерилом удаляемости пригара предложено считать работу,затрачиваемую на его удаление абразивным кругом. У предлагаемого метода есть существенные недостатки – громоздкость установки, возможность контакта и зажигания сигнальной лампочки при соприкосновении абразивного круга с металлом, проникающим в слой пригара.
|
|
|
Новый прибор для определения удаляемости пригара с поверхности отливок представлен на рис.1.Прибор состоит из основания 1,на которое устанавливается испытуемый образец, стойки 2 и кронштейна 3. В отверстии кронштейна вращается бронзовая втулка 4 со шпонкой 7. Внутри втулки свободно передвигается по шпонке валик 5, на нижнем конце которого закрепляются две щетки 8, изготовленные из проволоки кордной ленты. Валик щетками опирается на поверхность образца под действием силы тяжести. При вращении втулки за рукоятку 6 щетки передвигаются и счищают пригар с кольцеобразного участка поверхности отливки. Для эффективного удаления пригара рукоятка прибора поворачивается попеременно в ту или другую сторону. Так как сила прижима щетки к поверхности отливки, количество и длина проволок щетки, а также площадь, очищаемая от пригара, - величина постоянные, количество «проходов» щетки может служить мерилом относительной оценки удаляемости пригара. Момент окончания процесса удаления пригара в первоначально изготовленном приборе определялся визуально. Прибор показал достаточную чувствительность и повторяемость результатов.
 |
Рис. 4. Лабораторный прибор для определения удаляемости пригара
Для исследования удаляемости пригара на отливках была разработана специальная клиновидная технологическая проба (рис.5). Проба имеет тело переменной толщины и полузамкнутую часть, через которую пропускается металл. Расположение питателей позволяет размещать модель пробы на модельной плите у шлаковика или у какой-либо части отливки. При выбивке проба отделялась от отливки и подвергалась исследованию. Опыты показали, что для удаления пригара с поверхности образца в месте, имеющем толщину 20 мм, 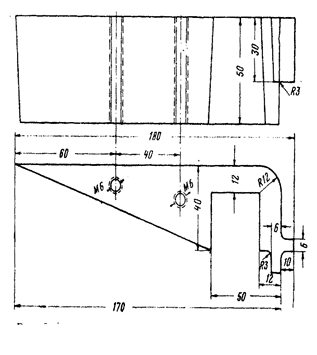 требовалось 15-20 «проходов» щетки при единой смеси и 5-15 «проходов» – при применении облицовки; при толщине 25мм для удаления пригара требовалось 30-35 и 10-25 оборотов и при толщине 35 мм соответственно 25-40 и 15-30 оборотов. Меньшие числа относятся к боковой поверхности со стороны, противоположной месту поступления металла в форму,
требовалось 15-20 «проходов» щетки при единой смеси и 5-15 «проходов» – при применении облицовки; при толщине 25мм для удаления пригара требовалось 30-35 и 10-25 оборотов и при толщине 35 мм соответственно 25-40 и 15-30 оборотов. Меньшие числа относятся к боковой поверхности со стороны, противоположной месту поступления металла в форму,  большие – к нижней поверхности образца.
большие – к нижней поверхности образца.
|
|
|
Прибор неприменим на крупном стальном со сплошной коркой пригара, не поддающейся удалению металлической щеткой. Но на мелком и среднем чугунном и стальном литье, особенно в условиях массового производства с преобладанием механического и слабоспекшегося пригара, он может найти применение.
Путем экспериментов сопоставлению величин Те и Ауд. со временем очистки отливок производственными способами получены корреляционные соотношения, позволяющие рассчитывать относительную величину трудозатрат, необходимую для удаления исследуемого пригара в производственных условиях.
Различают три вида пригара: термический, механический и химический. Принятое разделение условно; оно облегчает описание явления, а при изучении конкретных случаев пригара позволяет оценить, какой вид пригара является преобладающим, чтобы принять меры по устранению дефекта. В действительности же условно выделенные виды пригара появляются большей частью совместно, так как процессы, их вызывающие, взаимосвязаны.
|
|
|
