 |


Способ пирометаллургического рафинирования платиновых сплавов
|
|
|
|
Проводят вакуумную электронно-лучевую зонную плавку в кристаллизаторе не менее чем двумя электронными лучами, путем выставления на поверхность металла в кристаллизаторе первого луча и удерживания его неподвижно до расплавления металла в зоне его фокального пятна, перемещения луча вдоль протяженного водоохлаждаемого кристаллизатора и остановку, включение второго луча, установку его в начальное положение первого и затем одновременное последовательное перемещение обоих лучей вдоль кристаллизатора. Расстояние между лучами и скорость их одновременного перемещения выбирают из условий обеспечения между фокальными пятнами температуры металла между точками ликвидус и солидус платинового сплава. При создании и поддержании в зоне между лучами твердо-жидкого состояния фаз ценный компонент извлекается более полно испарением из расплава, а примеси - при перекристаллизации сплава. Осуществляется переработка платиновых сплавов с глубоким извлечением данного компонента при низких безвозвратных потерях основы.
несмотря на сокращение длительности процесса рафинирования палладия, степень извлечения такого ценного компонента, как, например платины, при осуществлении данного способа находится только на уровне степени извлечения других малоценных примесей.
Известен способ рафинирования от металлических примесей другого металла группы платины - иридия, при индукционной окислительной плавке (ж. "Высокочистые вещества", 1990, N 1, с. 143-146). Способ включает не только индукционную окислительную плавку, направленную на рафинирование от палладия, но и электронно-лучевую вакуумную плавку, проводимую для дополнительного рафинирования от платины и родия.
|
|
|
Однако возможность использования материала индукционной плавки в качестве шихты для электронно-лучевой плавки отмечается без указания конкретных температурно-временных режимов осуществления способа.
Однако данный способ позволяет извлекать только летучие металлы, такие как осмий и рутений, которые возгоняются и конденсируются в выносном холодильнике. Этот способ не позволяет избавиться от всего комплекса присутствующих в сырье примесей.
Известен также способ очистки от примесей, в том числе от палладия, платиновых металлов - платины и иридия, путем электронно-лучевой плавки либо совместного применения электронно-лучевой и бестигельной зонной плавки (книга "Процессы цветной металлургии при низких давлениях", М.: Наука, 1983, с. 195-200).
При электронно-лучевой плавке известным способом примерно на порядок снижается содержание ряда цветных металлов. Последовательное проведение электронно-лучевой и бестигельной зонной плавки позволяет осуществлять раздельную очистку за счет испарения примесей и зонной перекристаллизации.
Однако эти способы дают незначительную степень очистки от примесей и для получения платины высокой чистоты необходимо совершенствование методов плавки, например режима нагрева сплавов.
Известен также способ пирометаллургического рафинирования платины (Г.Г. Девятых, "Высокочистые тугоплавкие и редкие металлы", М.: Наука, 1993, с. 57). В известном способе электронно-лучевая зонная плавка платины позволяет снизить на один-два порядка содержание многих примесей.
Рафинирование от примесей других платиноидов - рутения и осмия, в две стадии: первой - электронно-лучевым переплавом порошков, второй - зонной перекристаллизацией полученных поликристаллических слитков, приводит к снижению концентрации примесей, однако содержание, например, палладия изменяется незначительно, т.е. выделение такого ценного компонента невелико.
|
|
|
Известен также наиболее близкий аналог - способ пирометаллургического рафинирования платиновых сплавов ("Благородные металлы", справочник под ред. В.М. Савицкого, М.: Металлургия, 1984, с. 32-33).
Известный способ включает электронно-лучевую зонную плавку в кристаллизаторе в вакууме не менее 10-3 мм. рт. ст.
Однако известный способ направлен на рафинирование всех платиновых металлов и их сплавов и из-за неопределенности режимов не позволяет очищать конкретные платиноиды от определенной группы примесей. Поэтому необходимо подбирать для рафинирования каждого конкретного платинового сплава соответствующий комплекс методов очистки.
В случае реализации данного пирометаллургического рафинирования платинового сплава, например, с ценным компонентом, понижающим температуру плавления основы сплава, следует признать недостаточно высокую степень очистки от примесей и извлечения ценного компонента, а также значительные потери платиноидов.
Отличие от других процессов обработки металлов - именно электронным лучом, обусловлено высокими скоростями ввода энергии источника и, как следствие, высокими скоростями нагрева зоны воздействия (до 1010 к/с) и ее последующего охлаждения (до 108 к/с). Высокие скорости обработки заметно снижают размер зоны термического влияния, уменьшают объем удаляемого примесного элемента, как за счет оттеснения его расплавленной зоной, так и за счет улетучивания. Из-за большого переохлаждения расплава его кристаллизация происходит очень быстро, все примеси, как ценные, не успевшие улетучиться, так и малоценные, не успевшие перераспределиться и переместиться на край жидкой зоны, подвергаются совместной перекристаллизации. Для их извлечения требуется новое расплавление металла. И даже многократные операции зонной плавки, при которых, как отмечается (В.Пфанн, "Зонная плавка", Мир, М., 1970, с. 16), степень очистки тем выше, чем больше число проходов - единичных зон, прошедших через образец, не позволяют достичь высокой степени очистки, особенно от испаряющихся примесей. Совместное нахождение ценных примесей с другими легкоплавкими примесями в малой по размерам зоне термического влияния луча не позволяет создать их достаточно высокую концентрацию в какой- либо локальной области зоны расплава для полного и глубокого рафинирования. Металл основы сплава в результате многократных расплавлений и перекристаллизаций (в случае обычной электронно-лучевой зонной плавки одним лучом при большом числе проходов) частично безвозвратно теряется за счет испарения в зоне термического влияния луча, а длительность осуществления способа достаточно велика.
|
|
|
При многократных кристаллизациях (в результате многократных отдельных зонных плавок) состав сплава в отношении его основы остается примерно таким же, как и состав исходного расплава.
Так, при вторичном расплавлении состав расплава повторно имеет концентрацию тугоплавкой основы, как и в закристаллизовавшемся после первого прохода слитке.
Тепловой баланс плавки двумя лучами подобран таким образом, что в области между зонами термического воздействия лучей позволяет одновременно осуществляться двум процессам: направленной кристаллизации с перекристаллизацией сплава, формирующей твердую фазу, и активному испарению ценного компонента из состава находящейся с ней в равновесии жидкой фазы. Создаваемое за счет операций режимов заявляемого способа подвижное равновесие этих процессов позволяет стабильно осуществлять разделение платины и ценного компонента.
Принципиальное отличие предлагаемого способа совместной обработки платинового сплава двумя и более электронными лучами от способов воздействия на сплав одним лучом, даже при многократности его проходов, заключается в том, что наряду с существованием первой плавящейся поверхности раздела фаз за счет теплового воздействия первого луча на твердое сырье и последней затвердевающей поверхности раздела фаз после отключения последнего луча, в рафинируемом материале создаются дополнительные плавящиеся и затвердевающие поверхности, что способствует более глубокой очистке от примесей и высокой степени извлечения ценного компонента. Если между первым и вторым лучом поддерживается твердо-жидкое состояние сплава, то второй и каждый последующий луч расплавляет предварительно перекристаллизовавшуюся твердую фазу с резко повышенным содержанием тугоплавкого компонента и процесс рафинирования продолжается. Таким образом, даже при одном проходе (от полного расплавления до полной кристаллизации сплава) процесс расплавления осуществляется дважды: как первоначального твердого сырья, так и перекристаллизованной твердой фазы из твердо- фазного состава сплава, т.е. зонная очистка от легкоплавких и тугоплавких примесей происходит тоже дважды.
|
|
|
Уточняем, что в составе твердой фазы твердо-жидкого состояния, которая подвергается расплавлению вторым лучом, содержится повышенное содержание более тугоплавкого компонента (например, платины в палладиевом сплаве) и при его дальнейшем расплавлении и окончательной кристаллизации в слиток, последний также имеет повышенное содержание этого компонента.
При увеличении количества лучей - твердая фаза каждого последующего твердо-жидкого состояния скачкообразно все более обогащается более тугоплавким компонентом (например, платиной в палладиевом сплаве), что при ее дальнейшем расплавлении электронным лучом и окончательной кристаллизации формирует максимально обогащенный и очищенный от примесей платиновый сплав.
Использование протяженного водоохлаждаемого кристаллизатора позволяет обеспечить достаточный градиент температур для направленной кристаллизации сплава и необходимую протяженную зону для отгонки легкоплавких и тугоплавких примесей по разным концам слитка рафинируемого сплава.
Выставление первого луча на поверхность металла в кристаллизаторе и его выдержка в неподвижном состоянии до расплавления металла в зоне его фокального пятна, последующее перемещение вдоль кристаллизатора и остановка позволяют создать активно перемешиваемый металлический расплав, диффузионные процессы в котором легко осуществимы и обеспечивают распределение примесей и испарение ценного компонента.
Дальнейшее включение второго луча и установка его в начальное положение первого позволяет создать между зонами термического воздействия лучей - зонами расплава, более холодную зону и, тем самым, условия для его кристаллизации.
При этом плавку ведут в условиях, характеризующихся расстоянием между фокальными пятнами лучей, которое выбирают таким, чтобы оно обеспечивало температуру в зоне между этими пятнами, соответствующую интервалу точек ликвидуса и солидуса платинового сплава. Это позволяет создать область постепенного охлаждения между зонами расплавления металла и благоприятных условий для образования первичных твердых частиц значительно обогащенной платины и примесей, равномерно распределенных в жидкой фазе с повышенным содержанием ценного компонента. Температура первой, по ходу плавки, горячей зоны в месте теплового воздействия первого луча достаточна для расплавления металла, температура промежуточной - между пятнами расплава, холодной зоны, обеспечивает сосуществование жидкой и твердой фаз, а температура металла в зоне теплового воздействия второго электронного луча также достаточна для расплавления.
|
|
|
Проведение одновременного последовательного перемещения обоих лучей вдоль кристаллизатора с определенной скоростью позволяет выдерживать рафинируемый сплав в жидком и твердо-жидком состоянии в течение времени, необходимого и достаточного для полного улетучивания ценного компонента из сплавов на основе платины, способствует также и повышению степени очистки от примесей.
Уменьшение скорости совместного перемещения лучей ниже выбранной из указанного условия величины приводит к испарению других компонентов сплава, в т. ч. его платиновой основы, к уменьшению степени очистки легкоплавких примесей за счет их возможного обратного перехода в жидкую фазу в связи с увеличением времени на диффузию на границе их твердой и жидкой фаз, а также к увеличению безвозвратных потерь металла. Увеличение скорости одновременного последовательного перемещения лучей более выбранной из указанных условий величины, приводит к тому, что ценный компонент не успевает испариться за время процесса и степень очистки платинового металла снижается.
Одновременное перемещение лучей могут вести со скоростью 6-8 мм/мин, что поддерживает твердо-жидкое состояние расплава.
При этом, первый луч перемещают вдоль кристаллизатора на расстояние, большее его фокального пятна, что позволяет создать твердо-жидкое состояние расплава.
Это расстояние может составлять 90-100 мм.
Кроме того, фокальное пятно второго луча не меньше, чем у первого луча.
При этом фокальные пятна лучей могут быть равны ширине кристаллизатора. Это позволяет полностью рафинировать весь объем платинового сплава, помещенного в кристаллизатор.
Кроме того, первый луч выдерживают неподвижно, а второй луч устанавливают в начальное положение первого при мощности каждого из лучей 30 кВт. Мощность лучей выбирают в зависимости от теплоотвода и состава рафинируемого металла, достаточную для его расплавления.
Сопоставительный анализ заявляемого решения с наиболее близким аналогом показывает, что заявляемый способ отличается от известного тем, что в нем осуществлена конкретная последовательность операций при уточненных значениях режимов, получен технический результат, возможность достижения которого не вытекает из раскрытия содержания общего известного решения.
Выбор мощности лучей осуществляли с учетом теплоотвода и состава аффинируемого металла, наличие твердо-жидкого состояния сплава выявлялось визуально.
Получив две четких расплавленных зоны и зону твердо-жидкого состояния, производили одновременное последовательное перемещение обоих лучей вдоль кристаллизатора - к концу "лодочки", со скоростью 6 мм/мин. Скорость перемещения лучей выбирали из условия поддержания твердо-жидкого состояния сплава между их фокальными пятнами. После прохождения лучами всего кристаллизатора осуществляли их последовательное отключение - вначале первого, а затем - второго луча.
Оставляли металл в камере на остывание в течение 30 мин. После этого в камеру запускали воздух и вскрывали ее.
Очищали камеру и изложницу от возгонов и скрапов, извлекали слиток. От концов слитка отрезали по 50 мм, которые являлись самыми загрязненными частями слитка и требовали повторного переплава. Оставшийся слиток опробировали. Проводили химический анализ возгонов и полученного слитка методами химического, спектрального и рентгеноспектрального анализа. Результаты исследований (рис. 2) (примеры N 4-9 лежат в пределах заявляемого способа, N 1-3 и 10-13-за заявляемыми пределами). Степень очистки от примесей и степень извлечения компонентов сплава, в т.ч. ценного - палладия, определялись как отношение содержания элемента в конечном продукте в результате осуществления способа к его начальному содержанию в исходном сплаве.

Рис. 2
Для получения сравнительных данных, платиновый сплав, имеющий указанный конкретный состав, подвергался воздействию согласно известному способу - наиболее близкому аналогу, пирометаллургическому рафинированию в двух вариантах: вакуумной электронно-лучевой зонной плавке одним лучом за один проход и при тех же условиях обработки платинового сплава, но за два прохода. Результаты сравнительного анализа одного из примеров заявляемого способа и указанных вариантов известного способа (рис. 3).
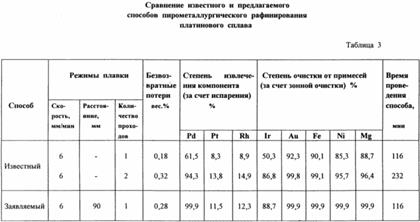
Рис. 3
Как видно из таблицы, степень извлечения ценного компонента - палладия, в предлагаемом способе значительно выше по сравнению с известной технологией даже при двукратном переплаве одним лучом. Следует отметить, что в новом способе менее подвергается испарению основа сплава. Степень очистки от примесей в заявляемой технологии повышается по всем примесным элементам. Кроме того, время рафинирования сокращается в два раза, что позволяет увеличить производительность процесса.
Предлагаемый способ представляет собой технологическую схему комплексной переработки платиновых сплавов с селективным извлечением ценного компонента, готового к промышленному использованию. Заявляемое решение может быть положено в основу замкнутой безотходной технологии экологически чистого производства.
Схема пробоотбора от сыпучих материалов предполагает при необходимости сушку, дробление, измельчение, просеивание на вибросите до нужной крупности. Имеющееся технологическое оборудование позволяет проводить приемку и опробование сырья при широком диапазоне его физико-механических параметров и разных видах фасовки и упаковки.
При опробовании сыпучих материалов массой более 40 кг используются электромеханические дисковые сократители. При работе указанного аппарата опробуемый материал под действием центробежной силы распределяется в веер, от которого осуществляется отбор проб в четырех точках в непрерывном режиме. После прохождения материала через сократитель четыре параллельные пробы объединяются и тщательно усредняются, что обеспечивает представительность опробования независимо от неоднородности материала и режима загрузки сократителя. Принципиальная схема устройства дискового сократителя приведена на рисунке 3.
Для маленьких партий сырья применяются ручные сократители и приспособления. Подготовка средней пробы и отбор проб для лабораторного анализа осуществляется с использованием оборудования фирмы «Fretch» (прободелитель, планетарные мельницы, гранулометрический рассев, ультразвуковая очистка оборудования), что обеспечивает соответствие пробы установленным требования по крупности, массе, однородности и чистоте.
|
|
|
