 |


Оборудование для обработки материалов
|
|
|
|

Для размола и классификации рудо-минералов широко применяют хорошо механизированные или автоматические линии размольно-селарационных установок. Работая под разрежением, они почти полностью устраняют пылевыделение в агрегатах и соединениях трубопроводов. Хорошая работа размольно-сепарационых установок требует точной регулировки всех агрегатов потоков воздуха, как по скорости, так и по количеству. Почти все установки индивидуальны, так как на каждом заводе вносятся в схему и конструкцию этих установок дополнения и усовершенствования. На рис. приведена принципиальная схема размольно-сепарационной установки.

Подлежащий размолу материал после дробления и утки поступает с помощью питателя 1,через полую цапфу 2 в шаровую мельницу 3. Измельченный продукт через вторую полую цапфу подается воздушным потоком в классификатор 4, где происходит разделение на крупную и мелкую фракцию. Крупная фракция возвращается в мельницу по трубе 5, а мелкая улавливается циклонами 6 я 7, установленными последовательно, откуда через мигалку 8 попадает в бункер готового материала 9. Поток воздуха с пылевидной фракцией дополнительно очищается в многорукавном фильтре 10, после чего выбрасывается в атмосферу. Воздушный поток создается центробежным пылевым вентилятором высокого давления 11, установленным в конце технологической линии, что обеспечивает работу всех агрегатов и соединений установки под разрежением. Готовый материал через весовой дозатор 12 попадает на транспортер 13 и направляется в смеситель.
Размол материалов


В качестве размольных механизмов используют главным образом шаровые мельницы промышленного изготовления. Они бывают различной конструкции и производительности. В табл. 11приводятся данные шаровых мельниц, наиболее часто применяемых в электродных цехах.
|
|
|
Установка непрерывного помола с шаровой мельницей конструкции Гипрометиза показана на рис. 24
Мельница предназначена для обработки руд, минера лов и ферросплавов.
При размоле ферромарганца в мельницу необходим! подавать инертный газ из расчета 1 м3/ч.
Материал из бункера с помощью питателя через цагфу попадает в шестигранный барабан. Внутри барабан! установлены броневые плиты, в которых имеются щеля. На пяти гранях из шести установлены сетки. Мелки! материал, прошедший через сетки, поступает в бункер готовой продукции, а непрошедший возвращается в размольный барабан:
Производительность, кг/ч. 300
Электродвигатель. А-52
Мощность электродвигателя, кВт. 4,5
Число оборотов электродвигателя, об/мин 950
Питатель тарельчатый. АО-31
Мощность электродвигателя, кВт 0,6
Число оборотов электродвигателя, об/мин 1410
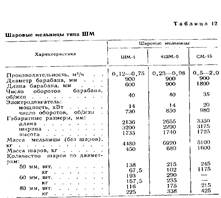
В табл. приведена техническая характеристика шаровых мельниц типа ШМ.
Вибрационные сита (грохоты электромагнитные вибрационные)
| Характеристика | Вибрационные сита | |||
| Гипрохим | С-265 | С-265а | СМ-402 | |
| Размер сита, мм.... Число сит Число колебаний в минуту Амплитуда колебаний, мм. Мощность электродвигателя, кВт Масса грохота, кг.... | 385x1470 3 3000 До 3 1,2 700 | 700x1000 1 3000 До 3 0,9 182 | 700X1000 2 3000 До 3 0,9 246 | 600x1000 1 3000 0,5—1,0 0,9 530 |
Вибрационные сита:
| Завод | Славянский | |
| Характеристика | Куйбышевгид- | завод |
| ростроя | ||
| 200—400 | 200—400 | |
| 0,5 | 0,6 | |
| 2800 | 3000 | |
| Мощность электродвигателя, кВт... | 0,4 | 0,5 |
| Габаритные размеры, мм: | 1400 | 1810 |
| 730 | 775 |

Схема вибрационного сита завода Куйбышевгидростроя: 1 - труба для питания сита; 2 — труба для выхода готового материала; 3 — труба для возврата отсевов; 4 — короб сита с сеткой №40; 5 —рессорная опора; 6 — электровибратор с мотором.
|
|
|
Установка для обработки ферросплавов мокрым способом
На некоторых предприятиях применяется мокрый способ обработки ферросплавов. В установку для обработки ферросплавов мокрым способом входит следующее оборудование (рис. 27).
1.Шаровая мельница 2ШМ-0.
2.Питатель ПЛ-1.
3.Центрифуга фильтрующая типа ТН-800Н:**
Диаметр ротора, мм. 800
Высота ротора, мм 400
Емкость ротора, м3 0,09
Число оборотов ротора, об/мин 1250
Масса загрузки, кг 180
Электродвигатель АОП-42-4
Мощность электродвигателя, кВт. 2,8
Габариты, мм:
Длина 1600
Ширина 1245
Высота 1020
Масса, кг 910
Оборудование для изготовления стержней
Для изготовления стержней электродов применяют правильно-отрезные станки, которые делятся на две группы: с «летучими» ножами и гильотинными.

Правильно-отрезные станки имеют: мотовило (с постоянным барабаном или регулируемым и наклонным), правящий барабан (рис. 30) с пятью или семью твердосплавными (ВК-б или чугун перлитный) сухарями с числом оборотов 3000-7000 в минуту и режущим устройством, которое не определяет группу станка.

Рис. Схема правильного барабана: / — сухари
Правильно-отрезные станки с летучими ножами проще, обычно более производительны, но на них трудно получить чистый перпендикулярный рез и строго постоянную длину стержня. Они рассчитаны для правки и рубки малоуглеродистой стали.
Правильно-отрезные станки с гильотинным ножом обычно предназначены для рубки и правки стержней из любой стали — малоуглеродистой, высоколегированной и из цветных металлов, практически любой длины.
Техническая характеристика станков
| Станки | ||||
| Характеристика | ||||
| ПОС-1 | ОСЗ-МД | ОСЗ | ИО-3213 | |
| Диаметр проволоки, мм.,. | 3—6 | 2—3 | 4—6 | 2—6 |
| Длина стержня, мм.... | 225—450 | 250 и 350 | 450 | 450 |
| Производительность, м/мип | 58—100 | 56 | 81 | 58—100 |
| Число оборотов правильного | ||||
| барабана, об/мин | 4680 | 4800 | 5000 | 4700 |
| Мощность двух электродвига | ||||
| телей, кВт | 8,5 | 1,6 | 6,2 | 9,0 |
| Габаритные размеры, мм; | ||||
| длина | 1600 | 1920 | 1200 | 1740 |
| ширина | 660 | 600 | 845 | 772 |
| высота | 1200 | 1150 | 1170 | 1305 |
|
|
|
Рез стержней чистый, длина одинаковая (в пределах 2 мм). Значительные преимущества правильно-отрезных станков с гильотинным резом способствуют их широкому применению.
Инструмент, применяемый для правильно-отрезных станков:
1.Тянущие ролики (сталь СтЗ с наплавкой рабоч. поверхности электродами Т-540 или Ш-7; сталь ШХ15
3) при прогибе стержня—чрезмерный прижим роликов, повышенная упругость проволоки, неправильная установка сухарей;
4) при волнистости стержня — неправильная установка сухарей, плохая шлифовка' сухарей, недостаточное число оборотов правильного барабана.
4. Изготовление сварочной проволоки
Для производства электродов применяют стальную сварочную проволоку углеродистую, легированную и высоколегированную по ГОСТ 2246—60.

В зависимости от области применения электродов в паспорте указывается марка проволоки. Наибольшее распространение получила углеродистая проволока марок Св-08 и Св-08А, химический анализ проволоки этих марок указан в табл. 3.
Допускаемые отклонения по диаметру для проволоки диаметром от 4 до 6 мм составляют минус 0,16 мм. Овальность для указанных диаметров 'проволоки допускается в размере 0,08 мм. Проволока поступает в электродные цехи намотанная на катушки массой до 1 т или в бухтах по 80-100кг.
Технология изготовления жидкого стекла
Сырьем для изготовления жидкого стекла является силикатная глыба. При соблюдении технологии разварки силикатной глыбы модуль ее сохраняется для жидкого стекла.
Для ускорения процесса разварку глыбы производят и автоклавах с применением острого или глухого пара давлением до 500 кН/м2 (5 ат). Автоклавы используются горизонтальные вращающиеся или стационарные вертикальные. Наиболее производительными являются горизонтальные вращающиеся автоклавы.
В малопроизводительных старых цехах разварка силикатной глыбы производится в баках с нижней топкой, где подвешиваются специальные корзины из полосового листового железа для загрузки глыбы. Вода заливается в баки. Это малоэффективный длительный метод изготовления жидкого стекла, кроме того, глыба полностью не разваривается и модуль глыбы не сохраняется и жидком стекле.
|
|
|
При разварке глыбы во вращающихся горизонтальных автоклавах объемом 1,5 м3 загружают единовременно 500 кг силикатной глыбы, 400—450 л горячей воды по водомеру и 0,5 кг хромовокислого калия. В случае, если для шихты используется неостаренный или малоостаренный ферромарганец, необходимо расходовать на каждую варку жидкого стекла до 2,5 кг хромовокислого калия. Время разварки 1—1,5ч при использовании перегретого острого пара давлением 350-400кН/м2 (3,5-4 атмосферы).

Технологическая схема варки жидкого стекла {X — химический анализ силикатной глыбы по партиям, Т — технологическая проба; плотность, температура, вязкость)
Готовность жидкого стекла определяют по ареометр, в горячем виде. Следует иметь в виду, что при охлаждении жидкого стекла плотность его увеличивается на 0,04 кг/см3. Готовое жидкое стекло необходимо осветлить в отстойниках с выдержкой до 10 сут.
Вязкость жидкого стекла при необходимости снижают менее вязким жидким стеклом, но ни в коем случае не водой. Для усреднения вязкости или плотно" жидких стекол пользуются механизированным смесителем.
Для транспортировки жидкого стекла лучше использовать сжатый воздух, чем насосы, так как жидкое стекло имеет свойство засыхать, отчего насосы работают неудовлетворительно.
Вязкость жидкого стекла можно повысить путем добавления хлористых солей натрия или калия, кальцинированной или пищевой соды. Упаренное жидкое стекло имеет более высокую вязкость, чем свежеразваренное в автоклаве той же плотности. Разбавленное водой жидкое стекло резко теряет вязкость. Замерзшее жидкое стекло при отогреве также теряет вязкость. Хранить жидкое стекло можно при температуре не ниже +5°С.
Плотность жидкого стекла и вязкость, необходимые дли производства электродов определенной марки, различные и зависят от особенностей и пластичности покрытия. Эта характеристика жидкого стекла оговаривается в паспорте на электроды.
|
|
|
