 |


Расчет посадок для колец подшипников качения
|
|
|
|
| Параметры | Исходные и расчетные данные | |||
| Подшипник 6-2607 | d =35 мм | r =2,5 мм | ||
| D =80 мм | r1 =2 мм | |||
| B =31-0,2 | [1. табл.4.6] | |||
| Допустимая перегрузка | 150% | К 1=1 | ||
| Вращается вал или корпус | вал | |||
| Вал сплошной | К2 =1 | |||
| Осевая нагрузка отсутствует | К3 =1 | |||
| Радиальная нагрузка, кН | R =18 | |||
| Интенсивность радиальной нагрузки |  H/мм H/мм
| |||
| Рекомендуемая посадка на вал [1, табл.4.9, табл. 4.12] | Æ 
| |||
| Посадка для наружного кольца в корпус [1, табл. 4.9, табл. 4.13] | Æ 
|
| Подписи: | Студент __________________ Преподаватель ____________ Дата _____________________ |
НОРМИРОВАНИЕ ТОЧНОСТИ СОЕДИНЕНИЙ СЛОЖНОГО
ПРОФИЛЯ
Задание.
Таблица 6
Нормирование точности метрической резьбы
| Наименование исходных данных | Значение исходных данных | Значение исходных данных по варианту |
| Условное обозначение резьбы | М8 - 
| |
| Номер позиции по чертежу | ||
| Наименование деталей входящих в соединение | гайка 1, болт 2 | |
| Длина свинчивания | N (нормальная) | |
| Действительный средний диаметр | d2изм = 7,05 мм | |
| Накопительная погрешность шага | 
| |
| Погрешность угла профиля | 
| |

|
Расшифровать условное обозначение резьбы:
М8 – Резьба метрическая, номинальный диаметр d = 8 мм, шаг крупный
Р = 1,25 мм по ГОСТ 8724, ряд предпочтительности диаметров – первый.
Размеры резьбы определяем по ГОСТ 24705. Профиль резьбы по ГОСТ 9150
Таблица 7
Размеры резьбового соединения
| Пример | По варианту | |
| Наружный диаметр | d= 8 мм | |
| Внутренний диаметр резьбы | D1=d1=d-2+0.647=6.647 мм | |
| Средний диаметр резьбы | D2=d2=d-2+0.468=6.468 мм | |
| Диаметр по дну впадин | d3=d-3+0.466=6.466 мм | |
| Теоретическая высота витка | H=0.866P=1.089 мм | |
| Рабочая высота витка | H1=0.541P=0.674 мм | |
| Длина свинчивания | N=4….12 мм |
|
|
|
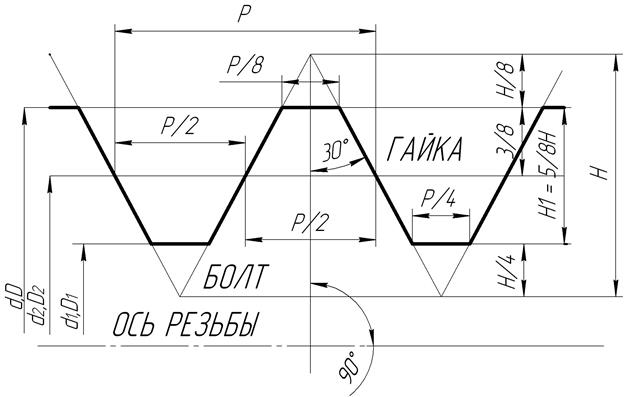
Рис. 15. Профиль резьбы по ГОСТ 9150
Степень точности и поля допусков на детали резьбового соединения ГОСТ 16093
Резьба имеет нормальную длину свинчивания и средний класс точности, выбираем предпочтительные поля допусков: резьба болта – 6 g; резьба гайки – 6 Н.
Таблица 8
Значения отклонений и допусков резьбового соединения
| Номинальный размер, мм | Обозначение поля допуска | Величина допуска Т, мкм | ES, мкм | Наибольший предельный размер | EI, мкм | Наименьший предельный размер, мм |
| d=8 | 6g | -28 | 7.972 | -240 | 7.760 | |
| d2=7.188 | 6g | -28 | 7.160 | -146 | 7.042 | |
| d1=6.647 | - | - | - | 6.647 | - | - |
| D=8 | - | - | - | - | ||
| D2=7.188 | 6H | 7.348 | 7.188 | |||
| D1=6.647 | 6H | 6.912 | 6.647 | |||
| По варианту | ||||||
Рис. 16. Расположение полей допусков по профилю резьбы болта и гайки
Расчет приведенного среднего диаметра резьбы болта и заключение о годности резьбы
Приведенный диаметр: 
Погрешность наклона боковой стороны половины профиля угла:
 мин
мин
Диаметр компенсация погрешностей половины угла профиля:
 мкм
мкм
Диаметральная компенсация погрешностей по шагу:

Условия годности резьбы по среднему диаметру для болта:
Условие прочности:  7,05 ≥ 7,042
7,05 ≥ 7,042
Условие свинчиваемости:  7,062 ≤ 7,160
7,062 ≤ 7,160
Все условия выполнены, следовательно, болт годен.
Расчет по варианту
Рис. 17. Схема расположения полей допусков по среднему диаметру болта.
| Студент__________________Дата ___________________ Преподавателя ____________ |
Подписи:
ВЫБОР УНИВЕРСАЛЬНЫХ СРЕДСТВ ИЗМЕРЕНИЙ
|
|
|
Задание. Для заданной детали (вал или отверстие) требуется выбрать универсальное средство измерения по размеру d2 для цехового и арбитражного контроля, определить параметры разбраковки при заданной относительной точности изготовления, решить вопрос о введении производственного допуска. Результаты расчётов оформить в табл. 9. Представить схемы вариантов приемочных границ на рис. 19 [1,4].
Пример выбора средства измерения для отверстия дан в табл. 9 и схема вариантов приемочных границ на рис. 18.
Таблица 9
Выбор средств измерений
| Параметры и литература | Исходные данные и расчет | Исходные данные и расчет |
| Контролируемая поверхность | Отверстие Ø60 Н 7 (+0,03); 
| |
| Коэффициент технологической точности | 
| |
| [1, табл. 7.1] [3, табл.1] | Допускаемая погрешность измерения ГОСТ 8.051
 мкм мкм
| |
| Возможные коды средств и их характеристики [1, табл. 7.2] [3, табл.2] | Код 20;  мкм; нутромер индикаторный НИ-60, с ценой деления
2 мкм, КМД 3-го кл.; Ra=0,8.
Метод измерения – контактный, прямой, относительный.
Код 22; мкм. Пневмопробка для прибора с ценой деления 0,5 мкм. Метод измерения – бесконтактный, прямой, абсолютный. Выбираем код 20 мкм; нутромер индикаторный НИ-60, с ценой деления
2 мкм, КМД 3-го кл.; Ra=0,8.
Метод измерения – контактный, прямой, относительный.
Код 22; мкм. Пневмопробка для прибора с ценой деления 0,5 мкм. Метод измерения – бесконтактный, прямой, абсолютный. Выбираем код 20
| |
| Коэффициент точности метода измерения для индикаторного нутромера |  , при P= 0,95 , при P= 0,95

 Принимаем А мет(σ) = 10%.
Принимаем А мет(σ) = 10%.
| |
| Параметры разбраковки [1, рис. 7.1] [3, рис.1] | 
| |
| Приёмочные границы: а) совпадают с предельными размерами; б) вводится производственный допуск на величину С | 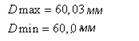
| |

| 
| |
| Средство измерения для арбитражной перепроверки [1, табл. 7.2], [3, табл.2] |  мкм
Горизонтальный оптиметр с ценой деления -1 мкм; КМД 1 кл.
Метод измерения – контактный, прямой, относительный. мкм
Горизонтальный оптиметр с ценой деления -1 мкм; КМД 1 кл.
Метод измерения – контактный, прямой, относительный.
|

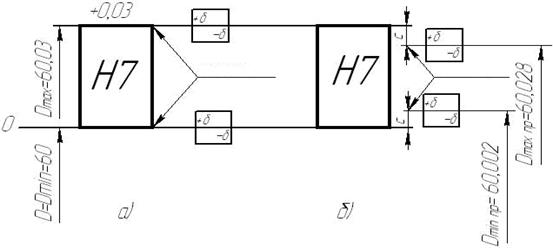
Рис. 18. Схемы вариантов приемочных границ:
а – совпадают с полем допуска; б – смещены на величину С
а) б)
Рис. 19. Схемы вариантов приемочных границ для d 2:
а – совпадают с полем допуска; б – смещены на величину С.
| Подписи: | Студент__________________Дата ___________________ Преподавателя ____________ |
ПРИЛОЖЕНИЕ


















Рис. П 1. Сборочный чертеж вала:
1 - гайка; 2 - шайба; 3 - зубчатое колесо; 4 - шпонка;
5 - болт; 6 - фланец; 7 - втулка; 8 - зубчатое колесо;
9 - корпус; 10 – болт; 11 - крышка; 12 - кольцо; 13 - вал;
|
|
|
14 - упорное кольцо; 15 - подшипник; 16 - прокладка;
17 - шпонка;
| Вариант | Номинальные размеры, мм | Зазор, мкм | Подшипники качения | Резьбовое соединение | |||||||||
| d 1 | d 2 | d 3 | Smax | Smin | Условное обозначение | Радиальная нагрузка, кН | Доп. перегр % | Обозначение резьбы | d 2изм | 
| 
| 
| |
| 6-7308 5-7209 6-7207 6-7509 5-2411 6-7209 | М33х1,5 М33х2 М36х1,5 М16 М10 М42х1,5 М36х2 М33х1,5 М20 М42х1,5 | 31,9 31,5 34,85 14,42 8,9 40,9 34,6 31,95 18,26 41,0 | +2 -4 -4 -5 -2 +8 +6 +10 +5 -8 | -8 +6 +12 +5 +6 -4 -5 -6 -8 +10 | |||||||||
| 6-80206 5-80207 6-60108 5-60208 | М16 х1 М10 М12 М16 М20 М22х1 М24х1 М22х1 М27х1,5 М24х1,5 | 14,92 8,86 10,76 14,53 18,35 21,25 23,27 21,3 25,76 22,88 | -12 +8 +3 -2 +3 +5 +6 -8 -10 -20 | +2 +5 +2 -5 -5 -4 +2 +10 +30 | |||||||||
| 21 22 2324 25 26 27 28 29 30 | 6-204 6-305 | М25х1 М56 х2 М6 М42х2 М6 М18 х1,5 М36х1,5 М10 М52 х2 М82х2 | 23,3 54,58 5,23 40,6 5,15 16,95 34,9 9,02 50,28 80,45 | +10 -10 +5 -15 +5 +10 +15 +8 +12 | -5 +15 -5 +5 -8 -10 +12 -10 |
Исходные данные к рис. П 1 ТаблицаП 1
Варианты заданий к практическому занятию 1

Варианты заданий к практическому занятию 2
|
|
|
