 |


Производство жесткого поливинилхлорида
|
|
|
|
Для производства листов и пленок используется метод экструзии, состоящий из следующих стадий: смешение компонентов, получение пленки экструзией, каландрование пленки, прессование листов показано на рис 4.
Порошкообразный ПВХ из хранилища 1 через бункер - циклон 2 и барабанный питатель 3 пневмотранспортом направляется в двухкорпусной вихревой смеситель, состоящий из смесителя с обогревом 4 и смесителя с охлаждением 5. ПВХ, унесенный воздухом из бункера - циклона 2, отделяется в рукавном фильтре 6 и поступает в общий трубопровод ПВХ. Стабилизатор (меламин) транспортером подается через бункер - циклон 7 в шаровую мельницу 8, где дробится и смешивается с небольшим количеством ПВХ. Полученная стабилизирующая смесь - концентрат из мельницы 8 подается в вакуум - приемник 9, а затем тарельчатым питателем 10 в смеситель 4, в который вводятся стеараты из плавителя и трансформаторное масло, служащие для пластификации композиции при переработке.
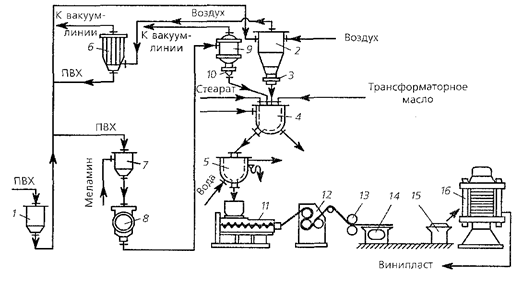
Рис.4.
Схема производства листового винипласта: 1 - хранилище ПВХ; 2,7 - бункеры-циклоны; 3, 10 - питатели; 4 - смеситель обогреваемый; 5 - смеситель охлаждаемый; 6 - рукавный фильтр; 8 - шаровая мельница; 9 - вакуум-приемник; 11 - экструдер; 12 - каландр; 13 - тянущие валки; 14 - резательный станок; 15 - укладчик; 16 - многоэтажный пресс
Ниже приведены нормы загрузки компонентов в смеситель (масс, ч):
ПВХ 100
Стабилизаторы 2 - 5
Смазывающие вещества 1,5 - 4
В отдельных случаях в рецептуру винипласта вводят до 5% пластификатора. После тщательного перемешивания композиция подается в смеситель 5, откуда непрерывно поступает в бункер вибропитателя двухшнекового экструдера 11 со щелевой головкой. В экструдере масса нагревается до 175 - 180ºС, перемешивается и пластифицируется. Из головки экструдера полимер выдавливается в виде бесконечной ленты - полотна, которая поступает на верхний валок калибрующего каландра 12, нагретый до 155 - 160ºС, огибает средний валок и выходит в зазор между средним и нижним (температура 165 - 170°С) валками. С каландра лента направляется тянущими валками 13 в станок 14, где производится обрезка кромок (дисковыми ножами) и нарезание ленты на листы (гильотинными ножницами). Далее лист поступает на транспортер укладчика 15. Таким образом, получают листы винипласта (пленочный винипласт) толщиной
|
|
|
0,5 -5мм. Для получения более толстых листов (листового винипласта) толщиной 5 - 20мм тонкие листы пленочного винипласта набирают в пакеты и прессуют на многоэтажных гидравлических прессах 16 при 170 - 175°С и давлении до 1,5 - 10 МПа в зависимости от вязкости ПВХ и толщины листов.
Трубы диаметром 6 - 400мм, стержни, прутки для сварки изделий из винипласта и другие профили получают по несколько упрощенной схеме с применением соответствующей формующей головки в экструдере (отсутствуют каландр, пресс, изменены тянущие и резательные устройства).
3.5 Производство эластичного поливинилхлорида
Эластичный ПВХ (пленки из него называют пластикатом) получают на основе порошкообразного ПВХ и пластификаторов. В зависимости от назначения композиции содержат различное количество пластификаторов, стабилизаторов, наполнителей, красителей. В промышленности пластикат выпускается в виде пленки (пленочный пластикат) и в виде ленты, трубок или шлангов (кабельный пластикат).
Пленочный пластикат получают экструзией, каландрованием и реже вальцеванием. Технологический процесс производства пленочного пластиката методом экструзии состоит из следующих стадий: смешение компонентов, экструзия массы, каландрование пленки, намотка и упаковка пленки как изображено на рис.5.
|
|
|

Рис.5
Схема производства пленочного пластиката: 1 - хранилище ПВХ; 2,5 - бункеры-циклоны; 3 - вибросито; 4 - экструдер; 6 − весовой мерник; 7 - каландр 8' - намоточный станок
ПВХ из хранилища 1 пневмотранспортом подают в бункер-циклон 2, а оттуда на вибросито 3 и в двухшнековый экструдер 4. Стеарат кальция из бункера пневмотранспортом направляется в бункер - циклон 5, расположенный над загрузочным бункером экструдера 4. Сюда же из весового мерника 6 самотеком поступает пластификатор.
Смешение компонентов, пластикация и гомогенизация массы происходят в экструдере 4 при 145 - 155ºС, откуда смесь через щелевую головку выдавливается в виде бесконечной пленки и транспортером непрерывно подается в зазор между валками четырехвалкового каландра 7. Температуру каждого валка каландра регулируют подачей пара в пределах 140 - 170°С. В процессе каландрования происходит ориентация макромолекул в направлении движения валков и окончательная калибровка пленки. После намотки на станке 8 рулоны пленки толщиной 0,12-2,0мм транспортером подают на упаковку.
На современных производствах между каландром и узлом намотки размещают узлы - нормализаторы свойств пленки. Обычно это термокамеры, обеспечивающие плавное охлаждение пленки и ее релаксацию в интервале температур 100 - 50°С.
|
|
|
