 |


Методы литья под давлением
|
|
|
|
Курсовая работа по ОПОП
на тему:
«Разработка участка по получению магнитопласта на основе полиамида-6 методом литья под давлением»
Выполнил:
Проверил:
2008
Введение
Магнитопласты (МП) применяются в целом ряде изделий: в электродвигателях, магнитных системах топливных фильтров, в качестве сепараторов, газовых и тепловых счетчиках, акустических системах, медицинских приборах и др., благодаря сочетанию магнитных, прочностных и технологических свойств [1-4].
МП выпускаются как на основе термореактивных, так и термопластичных связующих.
Исходя из выбранной технологии переработки, определяются требования, предъявляемые к полимерному связующему и МП на его основе по реологическим, магнитным, прочностным характеристикам, а также температурному диапазону эксплуатации изделий.
Использование реактопластов в качестве связующих для МП оправдано только в тех случаях, когда другие полимеры не обеспечивают необходимые требования к технологии их изготовления и эксплуатации. Основной недостаток реактопластов – длительная стадия высокотемпературного отверждения. Поэтому в производстве МП наиболее широко используются полимеры, перерабатываемые высокопроизводительными методами: литьем под давлением, экструзией и прессованием.
В настоящее время ориентировочное потребление полимерного оборудования в России составляет порядка 1400-1500 штук в год.
Новое оборудование производится, в основном, в странах Юго-Восточной Азии (Южная Корея, Тайвань, Китай), западных странах (Германия, Австрия, Италия и др), а также в России (ГП «Красмашзавод», ОАО «Термопластавтомат», г. Хмельницкий).
В данном проекте предлагается получать магнитопласты методом литья под давлением.
|
|
|
В настоящее время при создании термопластавтоматов (ТПА) на фирмах используются современные, зачастую оригинальные технические решения, обеспечивающие высокие технические и эксплуатационные параметры при минимальных габаритах оборудования, эксплуатационных затратах и максимальном энергосбережении. Для управления ТПА используются микропроцессорные командоконтроллеры 4-х моделей: НКОМ300, HICOM500 и HICOM600 (без обратной связи); обеспечивается бесступенчатое изменение параметров работы машины от 0 до 100%, память, самодиагностика, напоминания оператору об ошибках, блокировки безопасности, распечатка параметров и производственных показателей. Хорошо отработаны в производстве горизонтальные гидравлические ТПА нескольких серий (модификаций) усилием смыкания от 25 до 3000 тонн и объемом впрыска от 43 до 17680 см.
Целью данного проекта является разработка участка по получению магнитопласта на основе полиамида-6 методом литья под давлением.
Информационный обзор
Литье под давлением
Литьем под давлением производят штучные изделия. Этот способ является наиболее распространенным в переработке большинства промышленных термопластов. Но его также используют для изготовления деталей из некоторых разновидностей реактопластов. К основным достоинствам литья под давлением относятся: универсальность по видам перерабатываемых пластиков, высокая производительность в режиме автоматизированного процесса, высокая точность получаемых изделий, возможность изготовления деталей весьма сложной геометрической формы, недостижимой при использовании любых других технологий. Кроме того, литьем под давлением производят изделия армированные, гибридные,полые, многоцветные, из вспенинающихся пластиков и др. Метод позволяет формовать изделия массой от долей грамма до десятков килограммов.
|
|
|
Особенностью метода является его цикличность, что, в общем, сдерживает производительность этого процесса, по сравнению с непрерывными технология.
Принципиально, суть технологии литья под давлением состоит в следующем (рис.1). Расплав полимера подготовлен и накоплен (l = пот) в материальном цилиндре литьевой машины (в данном случае - червячного типа) к дальнейшей подаче в сомкнутую форму (позиция а). Далее, материальный цилиндр смыкается с узлом формы, а пластикатор (в данном случае - невращающийся червяк) осевьым движением со скоростью Vос. перемешает расплав в форму (позиция б). В результате осевого движения червяка форма заполняется расплавом полимерного материала, а пластикатор с вращается в крайнее левое (на рисунке) положение (позиция в, l = 0). Далее расплав в форме застывает (или отверждается - в случае реактопластов) с образованием твердогоизделия (позиция г). Материальный цилиндр продолжает оставаться в сомкнутом с ситемой формы положении. В этой ситуации червяк начинает вращаться c wч = nom,подготавливает и транспортирует расплав в переднюю зону материального цилиндра и при этом отодвигается назад. После накопления требуемого объема расплава(расстояние l = пот) вращение червяка прекращается (wч = 0). Он занимает исходное к дальнейшим действиям положение После завершения процесса затвердевания (отверждения) пластмассы форма размыкается, и изделие удаляется из нее (позиция д). Для облегчения съема изделия материальный цилиндр может к этому моменту отодвинуться от узла формы. Далее цикл литья под давлением повторяется.
 |
Из изложенного следует ряд принципиальных положений, которые определяют не только технологию процесса, но и устройство оборудования и оснастки. К ним относятся следующие:
1. Конструкция литьевой машины обязательно включает: блок подготовки расплава и его подачи в форму (инжекционный узел); блок запирания (и размыкания) формы в виде прессового устройства с ползуном (узел смыкания); блок привода, обеспечивающего все виды движения подвижных устройств оборудования и оснастки; устройство управления литьевой машиной, реализующее требуемую последовательность взаимодействия блоков, силовых и кинематических узлов, а также температурные, скоростные, нагрузочные параметры, обеспечивающие оптимальный режим работы оборудования.
|
|
|
2. Литьевые машины являются сложными и недешевыми устройствами, насыщенными современными техническими решениями.
Применение литьевых машин для реализации технологии литья под давлением требует квалифицированного технико-экономического обоснования, главные элементы которого: крупнотиражность и геометрическая сложность изделия, доступность и достаточность по технологическим, физико-механическим и эксплуатационным свойствам полимерного материала.
Методы литья под давлением
Инжекционный метод - требуемый объем расплава (доза) накапливается в материальном цилиндре ЛМ и затем под высоким давлением (100-200 МПа) впрыскивается, инжектируется, в форму за короткий, измеряемый секундами, интервал времени. Это наиболее распространенный способ. Он позволяет получать изделия сложной конфигурации, с различной толщиной стенок, как из термопластов, так и из термореактивных пластиков, допускает использование многогнездных форм с различной литниковой системой. Особенность технологии - объем изделий с литниками не превышает паспортного объема впрыска используемой ЛМ.
Интрузионный метод - применяется при червячном способе пластикации для получения толстостенных изделий. Его суть - вращением червяка расплав в режиме экструзии подается в пресс-форму и заполняет ее, после этого червяк останавливается и осевым движением подпитывает форму, компенсируя естественную усадку остывающего расплава. Особенность подобного способа - объем изделия может превышать паспортный объем впрыска ЛМ, но развиваемое в литьевой форме давление невелико, вследствие чего геометрия изделия не должна быть сложной, гнездность формы ограничена, получение тонкостенных изделий затруднено, кроме того, необходимо учитывать термостабильность полимера.
Инжекционно-прессовый метод используется для получения изделий значительных по площади прессования, когда заполнение формы сопровождается существенным падением давления расплава в ее периферийных частях, что вызывает эффект разнопрочности изделия. Сущность технологии состоит в том, что давление на расплав в форме создается не только усилием инжекции (рис.2, а), но и за счет прессового механизма узла смыкания (рис.2, б). С этой целью применяются литьевые формы, конструкция которых допускает перемещение пуансона и после смыкания формы.
|
|
|
Многослойное литье относится к специальным видам, иногда называемым соинжекционными. Это название отражает общую особенность этих методов - обязательное участие в процессе двух, а в некоторых случаях и трех инжекционных узлов, в каждом из которых пластицируется полимерный материал с индивидуальными свойствами. Таким образом, появляется возможность получать многоцветные изделия, изделия, состоящие из различных видов пластмасс (поверхность из ПЭВП, а основной объем из вспененного полистирола), использовать вторичное полимерное сырье для внутренних, неответственных частей деталей, производить изделия  гибридной конструкции и пр. Многослойное литье осуществляется несколькими способами.
гибридной конструкции и пр. Многослойное литье осуществляется несколькими способами.
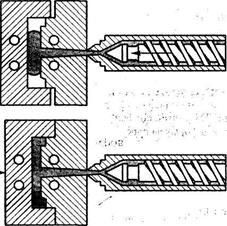
Сэндвич-литье заключается в попеременной подаче в литьевую форму полимерных расплавов из двух пластикаторов. При использовании червячных пластикаторов процесс может выглядеть так, как показано на рис.3. Два инжекционных узла присоединяются к соплу, в конструкции которого предусмотрено переключающее устройство. Как правило, это управляемый игольчатый клапан (ИК). Клапан попеременно или одновременно соединяет с литьевой системой формы пластикационные узлы. По схеме (рис.3) материал из узла I под высоким давлением и с высокой скоростью инжектируется в форму, образуя наружное покрытие изделия (рис.3,а). Затем внутренний объем изделия заполняется материалом из узла II (рис.3, б), после чего в работу повторно включается узел I, добавляющий остатки расплава в форму и «запечатывающий» изделие (рис.3, в).
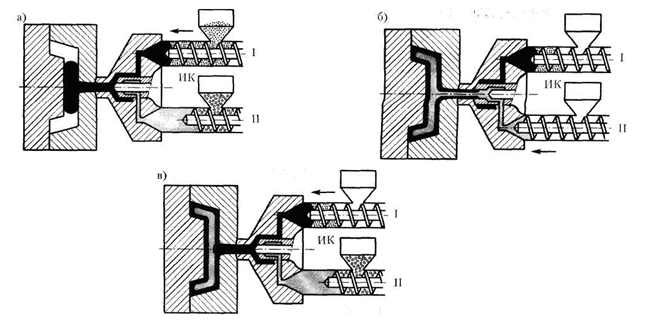
Рис.3 Схема сэндвич-литья двухслойного изделия
Соинжекционное литье (рис.4) требует применения сопла специальной конструкции, называемого также разделительной головкой. Эта технология позволяет получать изделия с числом слоев больше двух, с полным или частичным разделением цветов.

Рис.4 Схема двухканального (а) и трехканального (б) соинжекционного литья под давлением с использованием двух- и трехинжекционных узлов
Литье в многокомпонентные формы (Multi-component injection molding) позволяет получать изделия с четким разделением цветов, а также детали гибридной конструкции (рис.5), в которых из каждого полимерного материала исполнена центральная или периферийная часть. В этом случае инжекционные узлы выполняют традиционные функции, а конструкция детали определяется устройством литьевой формы. На представленной схеме литьевая форма имеет две литниковых системы (1 и 2), постоянно сомкнутые с инжекционными узлами I и II. В пуансоне формы имеются подвижные вставки 3, перемещаемые пневмоприводами 4. Вставки оформляют тот или иной конструкционный элемент изделия. Особенность этого метода состоит в том, что работа узлов инжекции происходит изолировано друг от друга. Поэтому если узел II в приведенном примере работает в режиме инжекции, то узел I может действовать в интрузионном режиме, благодаря чему объем части изделия, формуемой из полимера I, может иметь весьма значительный размер.
|
|
|
 |
Рис.5. Схема многокомпонентного литья
Ротационное литье (не путать с ротационными ЛМ) является разновидностью описанного выше способа, поскольку позволяет решать те же задачи (рис.6), однако требует использования съемной вставки. После оформления центральной части изделия (узел I) вставка извлекается, а в образовавшийся объем инжектируется расплав из узла П. В цикл производства изделия ротационным литьем введена дополнительная операция размыкания формы и удаления (установки) вставки, что не способствует высокой производительности метода.
| Съемная вставка |

Рис. 6 Схема ротационного литья
 2. Описание технологического процесса
2. Описание технологического процесса
При получении магнитопластов методом полимеризационного наполнения предложена следующая схема производства.
Капролактам в виде кристаллов, размером 2 мм из емкости для хранения поз.1 поступает в смеситель поз.5. Туда же из бункера поз.2 подается вода. В смеситель также добавляется уксусная кислота из емкости поз.3. Компоненты поступают в смеситель с помощью весовых дозаторов. Смешение проводится в среде инертного газа – азота для предотвращения окисления смеси. Смеситель обогревается горячей водой, температура в смесителе 90°С. Капролактам расплавляется, смешивается с добавками и с помощью насоса поз.7 подается в следующий смеситель поз.6. Из герметичной емкости для хранения поз.4 в смеситель поз.6 с помощью весового дозатора подается феррит Ba. Смешение происходит также в инертной среде, при той же температуре. Затем подготовленная смесь поступает в автоклав поз.11, где происходит полимеризация капролактама на поверхности и в объеме наполнителя при температуре 250°С. После завершения процесса полимеризации из полученного материала формуется жилка, диаметром 2 мм, при продавливании через фильеру, которая проходит через ванну поз.17 с холодной умягченной водой. С помощью тянущих валков поз.15 и направляющих поз.14 жилка направляется на резательный станок поз.18.
Синтезированный ПКА – полимерная основа магнитопласта – содержит большое количество НМС. Поэтому полученный после резки гранулят поступает в промежуточный бункер поз.20, а затем – в промыватель-экстрактор поз.25 для удаления НМС. Экстракция проводится горячей водой (температура воды 80°С) не менее 4-5 раз. Остаточное содержание НМС составляет около 2%. Промывные воды далее после экстракции направляются насосом поз.10 на регенерацию: вначале на установку для улавливания феррита Ba поз.9, снабженную магнитом, а затем – на фильтр поз.8 для удаления несполимеризовавшегося капролактама. В качестве материала фильтра можно использовать композиционные ионообменные волокнистые массы. Затем насосом поз.12 чистая вода возвращается в цикл.
Отмытый гранулят транспортером поз.24 направляется в промежуточную емкость с дозатором поз.13, а затем – в барабанную сушилку поз.16 для удаления избыточной влаги, поглощенной на стадии экстракции. Сушка проводится при температуре 105°С с помощью горячего воздуха. После завершения сушки материал собирается в бункере для хранения с весовым дозатором поз.23.
Изготовление изделий из магнитопласта осуществляется методом литья под давлением при температуре пластикации до 300°С, удельном давлении литья 1400 кгс/см2 на термопластавтомате поз.19 с последующим намагничиванием на установке поз.21 с применением импульсных магнитных полей. На термопластавтомат материал также поступает с помощью транспортирующего устройства поз.22.
|
|
|
