 |


Уравнение равновесия заготовки
|
|
|
|
РАСЧЕТ ТИПА ПРОИЗВОДСТВА
Определение типа производства по коэффициенту закрепления операций

О - количество операций, выполняемых на участке;
Р - количество рабочих мест на участке.
Количество операций:
1.Токарная
2.Шпоночнофрезерная.
3.Зубофрезерования
4.Круглошлифовальная.
 О= 4
О= 4
Р - количество оборудования
Ешт - суммарное штучное время изготовления детали, выпускаемых на участке;
N - годовая программа выпуска детали;
Fэф - эффективный фонд работы оборудования за год;
Kb - коэффициент выполнения норм =1,2

Дг - дней в году;
Дв - выходных дней в году;
Дп - праздничных дней в году;
τ - продолжительность смены;
Дпп - предпраздничные дни;
1 - час укороченной смены;
S- количество смен на предприятии;
К - коэффициент простоя на плановый предупредительный ремонт.
Дг=365
Дв=116
Дп=116
τ = 8ч.
Дпп =4
S = 2 смены
К = 0,96
Kb =1,2
К = 1 - массовое производство
К = 1-10 - крупносерийное
К = 10-20 - среднесерийное
К = 20-40 - мелкосерийное
К = свыше 40 - единичное
Выбираем тип производства крупносерийный.
Крупносерийное производство.
Изделия изготавливаются крупными партиями или сериями, которые повторяются через определенный промежуток времени.
На каждом рабочем месте повторяют только одну, постоянно повторяющуюся операцию.
Оборудование - станки специальные, автоматы или полуавтоматы. Расстановка оборудования строго по тех.процессу.
Режущий инструмент - специальный.
Квалификация рабочего - невысокая (средняя).
МАРШРУТ ОБРАБОТКИ
000 - Заготовительное оборудование
005 - Токарная
010 - Слесарная
015 - Контрольная
020 - Вертикально-фрезерная
Р13ФЗ - 01
025 - Слесарная
|
|
|
030 - Контрольная
035 - Зубофрезерования
040 - Слесарная
045 - Контрольная
050 - Круглошлифовальная
055 - Слесарная
060 - Контрольная
ОПЕРАЦИОННЫЙ ЭСКИЗ НА ЗАДАННУЮ ОПЕРАЦИЮ

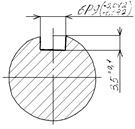
 Базирование является не полным
Базирование является не полным
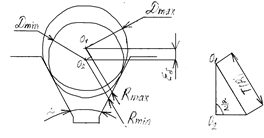
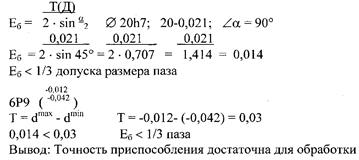
СХЕМА ПРИСПОСОБЛЕНИЯ
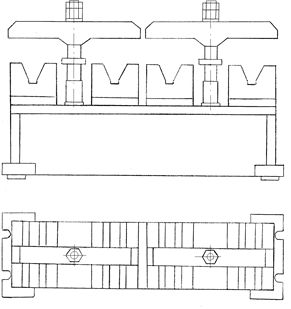
ОПИСАНИЕ УСТРОЙСТВА И ПРИНЦИП РАБОТЫ ПРИСПОСОБЛЕНИЯ
Зажимное приспособление предназначено для базирования заготовок наружной цилиндрической поверхности, а также для зажима деталей типа вала и фрезерования пазов.
Приспособление устанавливается на стол при помощи крана-балки на которой находятся троса. Троса цепляются на цапвы. И при помощи пульта происходит подъем приспособления.
Работа приспособления
Четыре детали типа вала устанавливаются нa призмы (п4). Воздух подается в пневмоцилиндр через штуцера (п10) по воздуховоду в пневмоцилиндр. Поршень (п12) вместе со штоком (п15) под воздействием воздуха опускается вниз. И планка прижимная (пб) зажимает детали. При разжиме поршень (п10) вместе со штоком (пб) под воздействием воздуха понимаются вверх. И планка разжимная (пб) разжимает деталь.
Достоинства приспособления:
1. Удобное и быстрое снятие детали.
2. Быстродействие приспособления.
3. Простота в управлении пневмопривода.
4. Привод обладает надежностью.
Недостатки приспособления:
1. Большое время на установку.
Нестабильная плавность перемещения рабочих органов пневмоцилиндра из-за сжимаемости воздуха, особенно при переменной нагрузке.
2. Относительно большие размеры пневмопривода для получения значительных сил на шкоте пневмопривода.
РАЧЕТ СИЛ РЕЗАНИЯ
Исходные данные:
- вид обработки: шпоночно-фрезерный
- режущий инструмент: шпоночная фреза 06 материал Р6М5
- материал обрабатываемой детали: сталь 40ХН 8В = 160
1. Назначаем режимы резания
- глубина резания: 0,3 - стр.286 т.З 8
- подача: 0,10 - стр.286 т.З 8
Скорость резания:

CV - показатель степени - стр.286 т.З 8
|
|
|
Д - диаметр режущего инструмента
Т - период стойкости - стр.290 т.40
t - глубина резания - стр.286 т.З 8
S - подача - стр.286 т.З 8
В - ширина фрезерования
SZ - подача на один'зуб
KV - общий поправочный коэффициент на скорость резания

Kмv - коэффициент, учитывающий качество обрабатываемого
материала - стр. 261 т. 1-4
Кпv, - коэффициент, учитывающий состояние поверхности заготовки
- стр.263 т.5
Киv - коэффициент, учитывающий материал инструмента - стр. 263 т.4

Кг - коэффициент, характеризующий группу стали по
обрабатываемости - стр.262 т.2
nv - показатель степени - стр.262 т.2

Кг=1;
nv = 0,9;
Сила резания и крутящий момент

Z - число зубьев фрезы
n- частота вращения фрезы об/мин.
Ср - коэффициент показателя степени - стр.291 т.41
Ср = 68,2
х = 0,86; n=l; S = 0,10; у = 0,72; q = 0,86
w = 0; В = 6; t = 0,3; Z= 2; D = 6; n = 400

Кмр - поправочный коэффициент на качество обрабатываемого
материала - стр.264 т.9

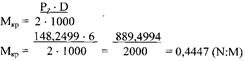
Крутящий момент (N: M)
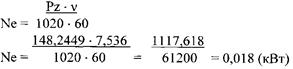
Мощность резания (кВт)
N по станку · η= 2,2 · 0,75 = 1,65
Вывод: Мощность достаточна для обработки, т.е. N > Ne
СИЛОВОЙ РАСЧЕТ ПРИСПОСОБЛЕНИЯ
Исходные данные:
- вид обработки: шпоночно-фрезерный;
- станок: 6Р1ЗФЗ-01
- силовые факторы при резании:
Коэффициент запаса

где,
К0 - гарантированный запас;
K1 = 1 - учитывает наличие случайных неровностей на заготовке;
К2 - учитывает затупление режущего инструмента;
К3 - учитывает прерывистое резание;
К4 - учитывает постоянство сил зажима;
К5 - учитывает удобство расположения рукояток и угол поворота;
К6 - учитывает влияние моментов, поворачивающих заготовку вокруг.
К2 = 1,6 - 1,8 => 1,7 - фрезерование торцовой фрезой
К3=1,2
К4 = 1 - пневматика
К5=1
К6=1
Уравнение равновесия заготовки

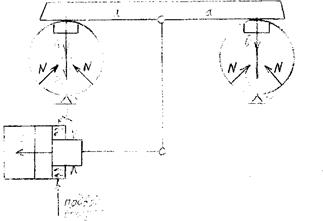
Уравнение равновесия заготовки на сдвиг

N – нормальная сила;
К - коэффициент запаса;
Pz - сила;
F - коэффициент трения =0,16 -стр.85 т.10
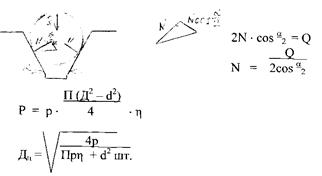
Р - давление воздуха в пневмо-штоке р = 0,4 мПd
η = коэфф. = 0,8
dштока 20....30
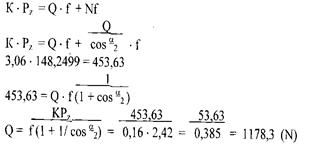
P1 - сила на штоке
Принимаю Q = 1÷1; P1 = 1178,3

Принимаю Дц = 80 мм

Вертикально -фрезерный станок 6Р13ФЗ-01
Паспортные данные станка
Размер рабочей поверхности стола (ширина х длина) 400 х 600
|
|
|
Наибольшее перемещение стола
- продольное 1ООО
- поперечное 400
- вертикальное 380
Перемещение гильзы со шпинделем 150
Наибольший угол поворота шпиндельной головки
Внутренний конус шпинделя (конусность 7:24) 50
Число скоростей шпинделя 18
Частота вращения шпинделя (об/мин) 40-2000
Число подач стола б/с
Подача в мм/мин.:
- продольная и поперечная 2400
- вертикальная 2400
Мощность электродвигателя привода главного движения кВт 7,5
Габаритные размеры:
- длина 3620
- ширина 4150
- высота 2760
Масса (без выносного оборудования) кг 5650
Список используемой литературы
1. Конспект лекций по предмету «Технологическая оснастка».
2. Конспект лекций по предмету «Технологическое оборудование».
3. «Справочник технолога-машиностроителя» по редакцией А.Г.Когиловой и Р.К.Мещерякова, издательство «Машиностроение» Москва, 1986 г., Том 2.
4. Конспект лекций по предмету «Технология машиностроения»
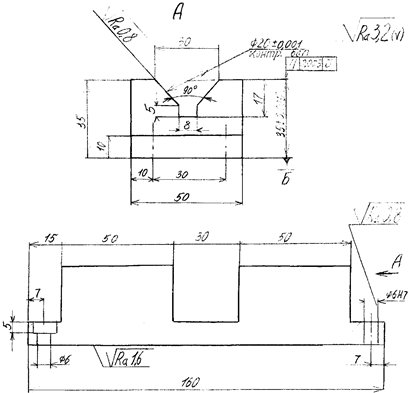
1.Нanpaвляющие призмы цементировать и закалить до HRC 55...60
2.Неуказанные предельные отклонения размеров: H14, h14, ± IT 14/2
|
|
|
