 |


Определение количества заготовок
|
|
|
|
Определяем количество заготовок, которое можно получить по вариантам а) и б) (Табл.5)
Таблица 5 – Количество заготовок, получаемых из листов при различных вариантах раскроя.
| Габариты листа мхм | Вариант раскроя | Количество (шт.) | ||
| Полос из листа | Заготовок из полосы | Заготовок из листа | ||
| 1,0х2,0 | а | 2000:84,8=23 | 1000:31,6=31 | 23х31=713 |
| б | 1000:38,4=26 | 2000:78=25 | 26х25=650 | |
| 1,2х2,0 | а | 2000:84,8=23 | 1200:31,6=37 | 23х37=851 |
| б | 1200:38,4=31 | 2000:78=25 | 31х25=775 | |
Расчет коэффициента использования материала
Производим расчет коэффициента использования материала листов:
 .
.
Для определения площади заготовки f, разбиваем ее на фигуры простой геометрической формы. Общая площадь заготовки:  .
.



 .
.
Таким образом, для разработки технологического процесса изготовления детали выбираем лист габаритом 1000х2000 и его раскрой по варианту а).
Использование оставшегося материала листа:
 .
.  , значит, можно использовать оставшуюся полосу листа
, значит, можно использовать оставшуюся полосу листа  , изменив расположение заготовок на листе (рис. 3). Количество заготовок из полосы : 1000:84,8=11.
, изменив расположение заготовок на листе (рис. 3). Количество заготовок из полосы : 1000:84,8=11.
 .
.  , значит, оставшуюся полосу листа
, значит, оставшуюся полосу листа  использовать невозможно.
использовать невозможно.
Следовательно, 
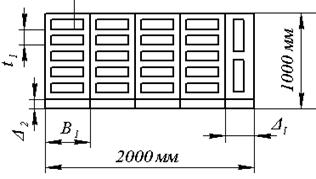
Рисунок 3 – Расположение заготовок на листе
Расчет усилия резки листа на полосы
Произведем подбор гильотинных ножниц исходя из усилий резания и ширины отрезаемой полосы. Усилие резания определяем по формуле:
 ,
,
где  - толщина материала,
- толщина материала,  =25 кгс/мм²,
=25 кгс/мм²,  - угол створа ножниц,
- угол створа ножниц,  =1,3 – коэффициент, учитывающий затупление ножей, разброс толщины и механических свойств материала и др.
=1,3 – коэффициент, учитывающий затупление ножей, разброс толщины и механических свойств материала и др.
 (
( 24,8кН)
24,8кН)
Ножницы для резки материала толщиной  2,5 мм,пределом прочности
2,5 мм,пределом прочности  50 кг/мм²и шириной реза
50 кг/мм²и шириной реза  1600ммпо каталогу выбираем модель Н473 (ГОСТ 6282-52). Правильность их выбора проверяем по развиваемому усилию резания:
1600ммпо каталогу выбираем модель Н473 (ГОСТ 6282-52). Правильность их выбора проверяем по развиваемому усилию резания:
|
|
|
 ( 31,03кН)
( 31,03кН)
Таким образом, для техпроцесса можно рекомендовать гильотинные ножницы модели Н473.
Определение усилия вырубки развертки детали и подбор пресса
Усилие резания материала при вырубке заготовок по наружному контуру определяем по формуле:
 ,
, 
 ,
,
 ,
,
 =10296кгс ( 103кН).
=10296кгс ( 103кН).
Усилие снятия полосы с пуансона:
 , где
, где  - для штампа последовательного действия (вырубка-пробивка).
- для штампа последовательного действия (вырубка-пробивка).
 .
.
Усилие проталкивания заготовки через матрицу:
 , где
, где  - при вырубке на провал, n – количество заготовок, находящихся одновременно в цилиндрической шейке матрицы. Учитывая необходимость периодического ремонта – перешлифовки режущей кромки матрицы, принимаем n=3:
- при вырубке на провал, n – количество заготовок, находящихся одновременно в цилиндрической шейке матрицы. Учитывая необходимость периодического ремонта – перешлифовки режущей кромки матрицы, принимаем n=3:
 .
.
Усилие резания при пробивке 4х отверстий:
 ( 18,8кН),
( 18,8кН),
Усилие снятия заготовки с пуансона:
 , где
, где  - для многопуансонного пробивного штампа.
- для многопуансонного пробивного штампа.
 ,
,
Усилие проталкивания отходов при пробивке отверстий:
 , где
, где  - при вырубке с обратным выталкиванием, n=3.
- при вырубке с обратным выталкиванием, n=3.
 .
.
Общее усилие пресса, необходимое для выполнения этой операции, составит:
 ,
,
где =1,3 – коэффициент, учитывающий потери, затупление режущих кромок, разброс толщины и механических свойств материала и др.

Произведем выбор пресса по каталогу оборудования, в зависимости от  , величины рабочего хода ползуна, закрытой высоты габаритов штампа в плане.
, величины рабочего хода ползуна, закрытой высоты габаритов штампа в плане.
При этом условно принимаем следующее:
-рабочий ход ползуна должен быть не менее 10-20 мм,
-закрытая высота штампа  мм,
мм,
-габариты штампа в плане 450х700мм.
Наиболее подходящим для нашего случая выбираем пресс К 116 Б (усилие пресса Р=360кН, ход ползуна h=64мм, габариты стола пресса 480х720мм  = 300мм).
= 300мм).
Определение усилий гибки детали, выбор марки пресса
Определим усилие гибки заготовки. Применяется четырехугловая гибка с прижимом:
 ,
,
где В=30мм – длина линии гиба,  =0,2 – коэффициент для двухугловой гибки.
=0,2 – коэффициент для двухугловой гибки.
 ( 9кН).
( 9кН).
Выбираем пресс для выполнения операции четырехуголовой гибки с прижимом, при этом условно принимаем:
|
|
|
-ход ползуна не менее 2х высот детали, т.е.  40мм,
40мм,
-закрытая высота штампа  ,
,
-габариты штампа в плане 350х750мм.
По каталогу выбираем пресс ЭР50 (усилие пресса Р= 500кН, ход ползуна h= 70мм, габариты стола пресса 370х575мм = 265мм).
Расчет параметров пружинения материала
Радиус закругления пуансона, учитывающий отпружинивание заготовки после ее гибки, определим по формуле:
 ,
,
 - внутренний радиус детали,
- внутренний радиус детали,
 - модуль упругости материала,
- модуль упругости материала,
 2,96мм;
2,96мм;
Угол пружинения материала после снятия внешней нагрузки:



Таким образом, в технических условиях на проектирование гибочного штампа необходимо задать радиус закругления пуансона 2,96мм, а угол сопряжения рабочих кромок пуансона 89,6º.
Конструктивная часть
|
|
|
