 |


Акриловые клеи ультрафиолетового отверждения в основном предназначены для соединения металлов со стеклом и стекол между собой.
|
|
|
|
Склеивание
Склеивание является современным методом получения неразъемных соединений заготовок с помощью введения между сопрягаемыми поверхностями слоя специального вещества (клея), которое способно непосредственно скреплять эти заготовки.
В основе процессов склеивания материалов находятся явления когезии и адгезии. Когезия - это сцепление частиц одного и того же материала, адгезия – это сцепление частиц различных материалов; причиной когезии и адгезии являются силы межмолекулярного взаимодействия. Кроме того в процессе склеивания возникает сложные физико-химические явления, адсорбция, электростатические силы, диффузия (у высокомолекулярных полимеров).
Важным преимуществом склеивания является возможность получения соединения из неоднородных металлов, а также неметаллических материалов.
Склеивание применяется для соединения металлических и неметаллических заготовок (в том числе и труб), заделки трещин и раковин в деталях, восстановления неподвижных посадок и для целого ряда других работ, связанных с созданием неподвижных неразборных соединений.
Замена сварки, пайки, заклепочных соединений склеиванием уменьшает массу конструкции, позволяет соединить почти любые материалы, упрощает процесс сборки. По сравнению с другими способами соединения достоинство клеевого соединения состоит в равномерности распределения механических напряжений по шву. Обычно в зоне соединения при склеивании не возникает коррозия, в большинстве случаев эти соединения непроницаемы для паров, жидкостей, герметичны, вакуумплотны, поглощает вибрации (снижают шум).
Основные недостатки клеевых соединений: клеевые соединения не выдерживают длительное время большие нагрузки, при повышенных температурах, особенно во влажной атмосфере или при низких температурах снижается прочность клеевого соединения.
|
|
|
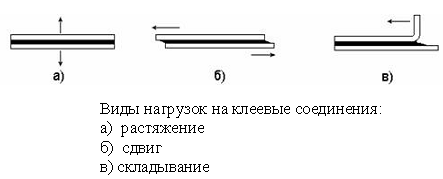
Вид клеевого соединения выбирается так, чтобы возникали в нем в основном сдвигающие нагрузки, а остальные виды нагрузок были минимальными.
Вид клеевого соединения определяется конфигурацией детали и нагрузкой. Прочным клеевым соединением является одинарная нахлестка, двойная нахлестка, нахлестка с подсечкой, соединение со скошенными кромками, с двойной накладкой, со скошенными накладками и др. 
Кроме того, клеевые соединения часто применяют в комбинации с другими типами соединений (сварными, клепанными, резьбовыми) для придания соединениям дополнительных свойств - герметичности, прочности, вибростойкости.
Технологический процесс склеивания для всех видов соединяемых материалов и всех видов клеев состоит, как правило, из следующих этапов:
· подготовка поверхности к склеиванию;
· подготовка клея;
· нанесение клея на склеиваемые поверхности;
· выдержка нанесенного слоя клея;
· сборка склеиваемых заготовок;
· выдержка соединения при определенной температуре и давлении;
· очистка шва от подтеков клея;
· контроль качества клеевых соединений.
Подготовка поверхности к склеиванию сводится к механической подгонке, приданию необходимой шероховатости склеиваемым поверхностям, очистке от грязи и масла и тщательному обезжириванию. Для выполнения этих операций используются напильники надфили, наждачная бумага и методы станочной обработки.
Для склеивания стальных трубопроводов разработаны специальные эпоксидные клеи.
Наносимый на поверхности слой клея должен быть равномерным, без пузырьков воздуха. Вручную клей наносится кистью или шпателем, жидкие клеи можно наносить пульверизатором. Наиболее удобны клеящие пленки, которые не требуют специального регулирования клеящего слоя.
|
|
|
Совмещение склеиваемых заготовок осуществляется при помощи струбцин и других зажимных приспособлений. Для создания необходимых условий используются специальные установки с электрическим или газовым подогревом.
Контроль клеевого соединения осуществляется визуально, а также путем испытаний на герметичность и прочность. Соединение считается выполненным удовлетворительно, если при контроле на прочность разрушение происходит не по клеевому шву, а по основному материалу.
Недостаточная прочность клеевого соединения может быть вызвана следующими причинами:
1. плохой очисткой склеиваемых поверхностей;
2. неравномерным нанесением клея на склеиваемые поверхности;
3. отвердением клея до соединения поверхностей;
4. недостаточным давлением на детали при склеивании;
5. недостаточным температурным режимом и недостаточным временем просушивания соединения.
Цианакриловые (цианакрилатные) клеибыстрого отверждения используются для металлов, керамики, кожи, резины и пластмасс. Они не содержат растворителей, не вызывают коррозии и отличаются коротким временем схватывания – от нескольких секунд до 1–3 минут. Активатором отверждения является влага, содержащаяся в атмосфере и в микроскопических количествах имеющаяся на склеиваемых поверхностях. Эти клеи удобны при использовании, так как являются однокомпонентными и хорошо приспособлены для склеивания мелких деталей.
Для склеивания деталей, находящихся под постоянным воздействием воды, цианакриловые клеи непригодны. Они не могут склеивать полиэтилен, фторопласт (тефлон) и полипропилен.
Модифицированные акриловые клеи предназначены для склеивания металлов, стекла, керамики, стеклотекстолита, некоторых пластмасс и различных сочетаний этих материалов. Используются, в частности, для приклеивания зеркала заднего вида к внутренней стороне лобового стекла.
Эти клеи являются двухкомпонентными и отверждаются только с помощью специальных активаторов.
Акриловые клеи ультрафиолетового отверждения в основном предназначены для соединения металлов со стеклом и стекол между собой.
В частности, такие клеи применяются для крепления на лобовом стекле автомобиля кронштейна зеркала заднего вида. Они являются однокомпонентными и содержат специальные добавки – фотоинициаторы.
|
|
|
Полиуретановые клеи предназначены для склеивания в любых сочетаниях большинства видов пластмасс, бумаги, тканей, резины, искусственной и натуральной кожи, волокнистых материалов и т.д.
Обладают очень высокой адгезией, эластичностью и водостойкостью. Полиуретановые клеи стойки к действию масел, топлив, плесневых грибов, имеют хорошую адгезию к большинству используемых в автомобилях материалов, Выпускаются однокомпонентными и двухкомпонентными.
Применяются, например, в виде клеев-герметиков для вклейки автомобильных стекол.
Эпоксидные клеис различными наполнителями и без них применяются для склеивания металлов, пластмасс, дерева, стекла, керамики, а также металлов с пластмассами и деревом.
Для склеивания стекла, фарфора, керамики и приклеивания их к металлам употребляются клеи без наполнителей. Это одна из самых распространенных групп клеев, включающих в себя различные составы и композиции – от универсального клея ЭДП до специальных ремонтных эпоксидных компаундов с наполнителями (так называемые «жидкая сталь», «жидкий алюминий» и т.д.). Клеи этого типа обладают хорошей адгезией и могут использоваться для соединения нагруженных деталей, но не подвергаемых вибрационным нагрузкам.
Большинство эпоксидных материалов двухкомпонентные.
Анаэробные клеи способны длительное время не изменять свои свойства на открытом воздухе, но быстро отверждаются при контакте с активной металлической поверхностью в отсутствие доступа воздуха. Оба эти условия обеспечиваются в узких зазорах, поэтому анаэробные клеи широко используются для:
· фиксации и герметизации резьбовых соединений;
· закрепления неподвижных деталей;
· восстановления посадочных мест подшипников;
· заделки трещин в корпусных деталях;
· заполнения раковин и других дефектов сварных швов, а также пор литья;
· ремонта бескамерных шин.
Максимальный заполняемый зазор в зависимости от свойств клея, в частности его вязкости, может быть от 0,1 до 0,6 мм.
|
|
|
