 |


Расчет комбинированной развертки
|
|
|
|
Введение
Целью данного курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, развертка комбинированная и долбяк для обработки зубчатых колес.
Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса протягивания объясняется тем, что одновременно находится в работе несколько зубьев инструмента с большой суммарной длиной режущих кромок. Протягивание позволяет получать поверхности высокой точности (6-го - 8-го квалитетов точности) и низкой шероховатости (Ra=0.63-0.25 мкм).
Наиболее широкое применение получили протяжки для обработки шлицевых отверстий. При центрировании шлицевой втулки на валу, по внутреннему диаметру, для обеспечения более высокой точности центрирования необходимо потягивать одной протяжкой внутренний диаметр, шлицевые канавки и фаски.
Комбинированные развертки используют при обработки ступенчатых отверстий, высокой точности, небольших и средних диаметров, в крупносерийном и массовом производстве.
Долбяки применяют для изготовления прямозубых и косозубых цилиндрических зубчатых колес внутреннего и внешнего зацепления. Зацепление долбяка с зубчатым колесом в процессе нарезания аналогично зацеплению корригированной зубчатой передачи.
Расчет шлицевой протяжки
Исходные данные для расчета:
наружный диаметр шлицев D =62 H 12 мм;
внутренний диаметр шлицев d =56 H 7 мм;
число шлицев n =8;
ширина шлица  ;
;
d- 8 × 56 H 7 × 62 H 12 × 10 D 9
материал детали чугун НВ 190;
длина протягивания l =100 мм;
шероховатость отверстия R а =2.5 мкм.
Конструктивные особенности шлицевой протяжки зависят от технологии изготовления детали. Лучшее качество шлицевого отверстия по всем элементам (требуемые размеры шлицев и расположение их относительно оси, концентричность наружного и внутреннего диаметров, отсутствие заусенцев на боковых поверхностях шлицевых пазов и на внутренней поверхности отверстия) удается получить в том случае, если одновременно протягивают шлицевые пазы и отверстие.
|
|
|
Чтобы обеспечить указанные показатели качества, протяжку конструируют следующим образом. В начале режущей части располагают фасочные, за ними круглые, затем шлицевые зубья (схема ФКШ). При таком расположении зубьев, если и образуемся заусенец от круглых и шлицевых зубьев, то он контактирует в нерабочей поверхностью фаской.
Группа обрабатываемости.
Выбирается по [1. П1. стр 200] - V1.
Группа качества.
Выбирается по [1. П2. стр. 203] - 2.
Материал режущей части протяжки.
Выбирается по [1. П3. стр. 203]. Принимаем сталь Р6АМ5.
Конструкция протяжки.
Диаметр более 40 мм, протяжка выполняется сварная.
Материал хвостовика - сталь 40Х.
Размеры стандартных хвостовиков в [1. П4. стр 204]
D хв =50 мм; D 1 =36 мм; D 2 =49 мм; l 1 =90 мм; l 2 =20 мм; l 3 =32 мм; c =8 мм; [ σ р ] = 300 МПа.
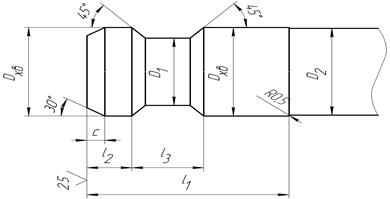
Рисунок 1.1 - Основные размеры хвостовика
Сила допустимая прочность хвостовика:
 ;
;
где  допустимое напряжение при растяжении;
допустимое напряжение при растяжении;
 площадь опасного сечения хвостовика
площадь опасного сечения хвостовика

Тяговая сила станка 7Б56 Q=196 кН.
Геометрия зубьев
Углы выбираются по [1. П5. стр 207]
Зубья: черновые и переходные - форма А,  ,
,  ;
;
чистовые - форма Б, ,  ,
,  ;
;
калибрующие - форма Б, , ,  ;
;
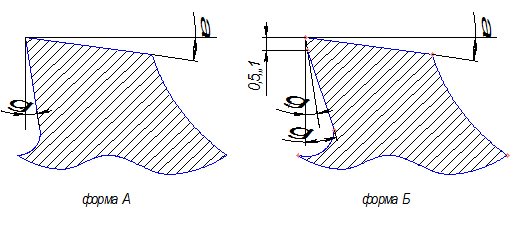
Рисунок 1.2 Геометрические параметры режущей части протяжки
Скорость резания
Выбираем по [1. П6. стр. 208]  m/min;
m/min;
Подачи зубьев
Средняя наработка протяжек из стали Р6АМ5, выбираем по [1. П12. стр 211]
Наработка чистовой части  , при
, при 
Наработка черновой части  ; при
; при 
Наработка с учетом поправочных коэффициентов принятых по [1. П17. стр 214]
|
|
|

Рекомендуемые подачи круглых черновых зубьев

Глубина стружечной канавки
Приняв предварительно коэффициент помещаемости 
Для круглых зубьев

Принимаем ближайшую большую глубина стружечной канавки 
Для фасочных и шлицевых

Принимаем 
Шаг черновых зубьев
Шаг черновых зубьев  принимаем по [1. П19. стр 216] наименьшим из всех имеющихся и соответствующим данной глубине стружечной канавки
принимаем по [1. П19. стр 216] наименьшим из всех имеющихся и соответствующим данной глубине стружечной канавки  :
:  . Остальные элементы профиля:
. Остальные элементы профиля:  ;
;  ;
;  .
.
Число одновременно работающих зубьев рассчитываем по формуле ()
 ;
;
Определяем максимально допустимую силу резания 
Принимаем наименьшей из трех сил:  ,
,  ,
,  :
:
 ;
;
 ;
;
Припуск на круглую часть протяжки 
Диаметр подготовленного под протягивание отверстия


Следовательно, принимаем  .
.
Число зубьев в группе 
Для каждой части протяжки отдельно. Максимальную длину режущих кромок на фасочных зубьях определяем приближенно
 ;
;
где:  ширина шлица;
ширина шлица;
 ;
;
 ;
;
В [1. П31. стр 225]  , допускается
, допускается  .
.
Максимальную длина режущих кромок на круглых зубьях определяем
 ;
;
Значение  , следовательно допускается
, следовательно допускается 
Максимальная длина режущих кромок на шлицевых зубьях 
Удельную силу резания  определяем [1. П21. стр 218]: для
определяем [1. П21. стр 218]: для  и
и  , для
, для 
 ; поправочные коэффициенты находим по [1. П18. стр 214]:
; поправочные коэффициенты находим по [1. П18. стр 214]:
 ,
,  ,
,  ,
,  ;
;
 ;
;
 ;
;
 , т.к
, т.к 
Принимаем ; .
Распределение припуска.
Припуск на фасочную часть определяем по формуле (4.5) [1. стр 83], где  находим по формуле (4.9) [1. стр 83], а диаметр окружности
находим по формуле (4.9) [1. стр 83], а диаметр окружности  проходящий через точку пересечения исходных профилей фаски и прямобочного паза, по формулам (4.6) - (4.8) [1. стр 83]
проходящий через точку пересечения исходных профилей фаски и прямобочного паза, по формулам (4.6) - (4.8) [1. стр 83]
 ;
;

угол профиля впадин фасачных зубьев выбирается в зависимости от числа шлицев  по [1. П34. стр 266]
по [1. П34. стр 266]
 ;
;
 ;
;
 ;
;  ;
;
 ;
;
 ;
;
Припуск на круглую часть находим по формуле:
 ;
;
Припуск на черновые зубья круглой части:
 ;
;
где:  из ()
из ()  из ()
из ()
 ;
;
Припуск на шлицевую часть находим по формуле:
 ;
;
где:  диаметр первого шлицевого зуба;
диаметр первого шлицевого зуба;
 ;
;
 ;
;
Разбивать припуск на шлицевые зубья нет смысла, т.к квалитет обработки 12.
Добавляем 4 калибрующих зуба с нулевым подъемом на зуб - запас на переточку.
Число групп черновых зубьев  .
.
|
|
|
Для шлицевой части
 ;
;
округляем до ближайшего меньшего
 ;
;
остаточный припуск
 ;
;
Добавляем два переходных зуба с подъемом на сторону
 ;
; 
Для фасочной части
 ;
;
округляем до ближайшего меньшего  ;
;
остаточный припуск
 ;
;
Добавляем один переходной зуб с подъемом на сторону  ;
;
Общее число зубьев
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;

 ;
;
Число фасочных зубьев
 ;
;
 ;
;
 ;
;
Подъемы зубьев
Подъемы переходных зубьев по [1. П23. стр 220]:
Для круглой:  ;
;  ;
;  ;
;
Для шлицевой:  ;
; 
Для фасочной:  ;
;
Подъемы чистовых зубьев по [1. П22юстр 220]:
Для круглых:  ;
;  ;
;
Длина режущей части
 ;
;
где:  длина фасочной части;
длина фасочной части;
Для шлицевой части необходимо найти шаг калибрующих зубьев по
[1. П24. стр 221] для  ;
;
 ;
;  ;
;  ;
;
 ;
;
 длина шлицевой части;
длина шлицевой части;
Для круглой части необходимо найти шаг чистовых зубьев по [1. П24. стр 221] для  :
:
 ;
;  ;
;  ;
;
 ;
;
 длина круглой части;
длина круглой части;
 ;
;
В целях обеспечения выхода шлифовального круга в  добавляют по 16 мм после фасочной и круглых зубьев
добавляют по 16 мм после фасочной и круглых зубьев
 ;
;
Сила резания
При протягивании на фасочной части протяжки:
 ;
;
где:  произведение поправочных коэффициентов по [1. П21. стр 218]
произведение поправочных коэффициентов по [1. П21. стр 218]
При протягивании на круглой части протяжки:
 ;
;
При протягивании на шлицевой части протяжки:
 ;
;
Диаметр калибрующих зубьев круглых
 ;
;
шлицевых

Диаметры впадин фасочных зубьев:
 ;
;
шлицевых зубьев:
 ;
;
Число выкружек. Число выкружек шлицевых зубьев  .
.
Ширину режущих лезвий на прорезных зубьях определяем по формуле:
 ;
;
приняв предварительно размер криволинейной фаски из [1. П32. стр 225]:
 ;
;
 ;
;
Вычисляем ширину выкружек шлицев зубьев по формуле:
 ;
;
по табл. [1. П27. стр 224] для  и
и  ;
;  и
и  .
.
Круглые и фасочные зубья выполняются без выкружек т.к они располагаются в группе по одному зубу.
Диаметр и длина передней направляющей
 ; Т.к.
; Т.к.  , то
, то  .
.
Длина переходного конуса
Выбирают по [1. П28. стр 225]  .
.
Расстояние от переднего торца протяжки до первого зуба
Определяют по пункту 4 [1. стр 90]:
|
|
|
 ;
;
где:  принимают в зависимости от диаметра хвостовика:
принимают в зависимости от диаметра хвостовика:
 ,
,  для протяжного станка 7Б56;
для протяжного станка 7Б56;
 ;
;
 .
.
Диаметр и длина задней направляющей
Выбираются по [1. П29. стр 218]:
 ;
;

Протяжку делаем без заднего хвостовика.
Общую длину протяжки определяем по формуле 4.44 [1. стр 90]:
 ;
;
Расчет комбинированной развертки
Исходные данные для расчета комбинированной развертки:
обрабатываемый материал чугун НВ 190;
номинальный диаметр меньшего отверстия D1=20Н7+0.021 мм;
номинальный диаметр большего отверстия D2=30Н7+0.021 мм;
длина сверления первой ступени l1=40 мм;
длина сверления второй ступени l2=60 мм;
шероховатость обработанной поверхности Ra=1.25 мкм.
Материал развертки быстрорежущая сталь марки Р6М5 ГОСТ 19265-79.
1 Предельные размеры


 мм;
мм;
 мм.
мм.
 мм;
мм;
 мм.
мм.
Т.к. наибольший диаметр развертки больше 32 мм развертка выполняется цельная.
Форма хвостовика развертки определяется методом ее закрепления. В нашем случае плавающее закрепление, так как в этом случае достигается наиболее высокая точность обработки отверстий при минимальной шероховатости обработанной поверхности.
Диаметры развертки

где  минимальный диаметр соответствующей ступени отверстия;
минимальный диаметр соответствующей ступени отверстия;
 верхнее предельное отклонение диаметра отверстия;
верхнее предельное отклонение диаметра отверстия;
 допуск на разбивание отверстия, эту величину можно принятии равной 0,01-0,02 мм;
допуск на разбивание отверстия, эту величину можно принятии равной 0,01-0,02 мм;

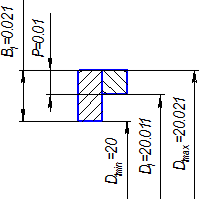

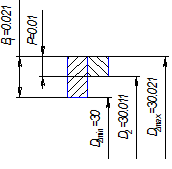
Рисунок 1.3 Диаметры развертки
2. Геометрические параметры развертки
Передний угол для чистовых разверток  ;
;
Задний угол для чистовых разверток 
Величина заднего угла выбирается одинаковой на режущей и калибрующей частях.
На калибрующих частях выполняется ленточка 
Угол наклона зубьев  принимают для упрощения технологии изготовления развертки;
принимают для упрощения технологии изготовления развертки;
Главный угол в плане на заборной части зависит от свойств обрабатываемого материала
Принимаем 
Длина калибрующей части развертки определяется зависимостью
 ;
;
где  величина калибрующей части стачиваемая при одной переточке;
величина калибрующей части стачиваемая при одной переточке;
 - число переточек;
- число переточек;
Принимаем 


Длина заборной части ступени
 ;
;
где  минимальный диаметр заборной части;
минимальный диаметр заборной части;
 глубина резания;
глубина резания;
 - в зависимости от диаметра развертки;
- в зависимости от диаметра развертки;
Принимаем 
 ,
, 


Длина рабочей части ступени
 ;
;
где  длина фаски, принимаем
длина фаски, принимаем  ;
;


Ступенчатые развертки можно выполнять без обратного конуса.
Чтобы исключить повреждение обработанной поверхности при выводе развертки и отверстия, конец калибрующей части необходимо выполнить по радиусу равному 3-5 мм;
3. Число зубьев развертки.
Рекомендуется принимать четным и равным по количеству на всех ступенях, для облегчения контроля диаметральных размеров и их изготовления, а так же для беспрепятственного вывода стружки.
|
|
|
 ;
;
 ; принимаем
; принимаем  ;
;
 ; принимаем
; принимаем  ;
;
Принимаем 
4. Распределение зубьев развертки
Для устранения огранки отверстий распределение зубьев развертки должно быть неравномерным, разность между соседними угловыми шагами определяется зависимостью:
 ; принимаем
; принимаем 
Значение угловых шагов
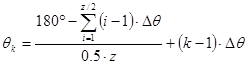 ;
;
где  порядковый номер зуба
порядковый номер зуба
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
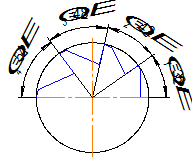
Рисунок 1.4 Распределение зубьев развертки
5. Глубина стружечной канавки.
Глубину стружечной канавки целесообразно выполнять переменной, что позволяет использовать для всех стружечных канавок фрезу с постоянным профильным углом. Глубина канавки определяется зависимостью
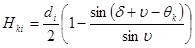 ;
;
где  угол соответствующий ширине спинки;
угол соответствующий ширине спинки;
 угол профиля фрезы;
угол профиля фрезы;
 ширина спинки зуба, приведена в табл.6
ширина спинки зуба, приведена в табл.6
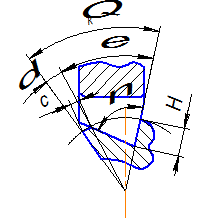
Рис 1.5 Размер стружечной канавки
Глубина стружечной канавки на первой ступени
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
Глубина стружечной канавки на второй ступени
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
|
|
|
12 |
