 |


Общее устройство автоматического ткацкого станка (одного из видов: одночелночного, многочелночного или бесчелночного), основные механизмы, их назначение, общее устройство.
|
|
|
|
Ткачество — процесс образования ткани из нитей и пряжи. При ткачестве нити основы (продольные) и утка (поперечные) переплетаются между собой в определенном порядке. Процесс ткачества включает подготовительные операции и собственно ткачество, выполняемое на ткацком станке [3,с.102].
Бесчелночные ткацкие станки с малогабаритными прокладчиками утка типа СТБ предназначены для выработки хлопчатобумажных, шерстяных, шелковых и льняных тканей. В зависимости от конструкции отдельных механизмов и по другим признакам они подразделяются на следующие группы:
- узкие —с рабочей шириной 175 (180) см и 216 (220) см и широкие —с рабочей шириной 250, 330 и 360 см;
- с одноцветным и многоцветным уточным прибором; число цветов или видов уточных нитей, которое одновременно можно перерабатывать на станках СТБ, равно 4—6;
- эксцентриковые, кареточные и жаккардовые. На эксцентриковых станках этого вида можно вырабатывать ткани главных и многих видов мелкоузорчатых переплетений, имеющих раппорт по утку не более 8 нитей, с числом ремизок до 10. Установка кареточных зевообразовательных механизмов позволяет вырабатывать ткани с раппортом по утку до 300 и количеством ремизок до 18;
-одно-, двух- и трехполотенные. На станках с шириной заправки по берду 175 (180) см вырабатывают ткани в одно полотно. На станках, имеющих рабочую ширину 216 (220) см и 250 см, возможна выработка одного и двух полотен ткани. Выпущена партия станков СТБ-220, предназначенных для выработки трех полотен для вафельных полотенец. Станки СТБ с шириной заправки по берду 330 см во всех отраслях текстильной промышленности используют как двух-и трехполотенные. На всех станках СТБ, >, кроме станка СТБ-175 (180) работают с двух навоев, а на данном станке — с одного. Один навой применяют иногда и на станках шириной 216 (220) и 250 см;
|
|
|
- с углом начала боя 140 и 105°(положение главного вала в момент вылета прокладчика из уточной боевой коробки). Станки с шириной заправки по берду 175 (180) к 216 (220) см имеют угол боя, равный 140°, станки с шириной 250 и 330 см— 105°. На станках с одним углом начала боя все одноименные механизмы работают по общим цикловым диаграммам. Станки СТБ, серийно выпускаемые в настоящее время, предназначены в основном для выработки тканей средних по напряженности заправки [3,с.104].
Процесс образования ткани на ткацких станках СТБ происходит аналогично образованию ее на челночных ткацких станках, изменен лишь способ введения уточной нити в зев.
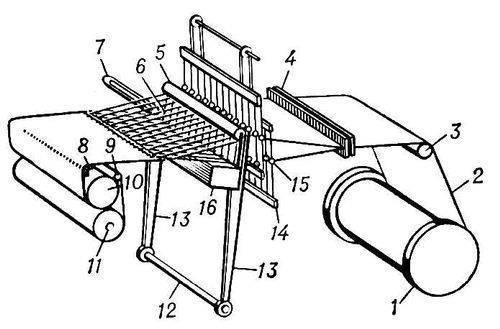
Рис. 1. Принципиальная схема образования ткани на ткацком станке: 1 — навой; 2 — нити основы; 3 — скало; 4 — ламели; 5 — вершник; 6 — бёрдо; 7 — челнок; 8 — грудница; 9 — направляющий валик; 10 — вальян; 11 — товарный валик; 12 — подбатанный вал; 13 — лопасть батана; 14 — ремизка; 15 — глазок галева; 16 — батан.
Основные рабочие органы станка — ремизка, челнок (прокладчик утка) и бёрдо. Нити основы, сматываемые с навоя, огибают направляющий валик (скало) и принимают горизонтальное или наклонное положение. Далее они проходят через отверстия ламелей и через глазки галев ремизок, перемещающих нити основы в вертикальном направлении для образования зева. В зев челноком или прокладчиком утка др. типа вводится уточная нить, которая продвигается (прибивается) к опушке ткани бёрдом, совершающим возвратно-поступательное движение вместе с батаном. У опушки ткани нити основы, переплетаясь с нитью утка, образуют ткань, которая огибает грудницу, вальян, направляющий валик и навивается на товарный валик. Порядок чередования перемещений ремизок обеспечивает изготовление тканей различного переплетения нитей. Число зубьев, приходящихся на единицу длины бёрда, и число нитей, проходящих через просветы между зубьями, обусловливают плотность ткани по основе, а перемещение (отвод) ткани, приходящееся на одну уточную нить, определяет плотность ткани по утку.
|
|
|
При выработке тяжелых тканей схему заправки основы изменяют, для чего устанавливают дополнительное неподвижное скало. В этих станках прокладывание уточной нити в зев осуществляется малогабаритными прокладчиками (количество прокладчиков, участвующих в этом процессе, зависит от заправочной ширины станка), которые принципиально отличаются от обычных челноков, так как не несут в себе уточных паковок.
Станки СТБ имеют следующие основные механизмы, обеспечивающие технологический процесс ткачества.
Обетов состоит из двух чугунных рам, соединенных между собой коробчатой полой связью. Дополнительная связь, выполненная из двутаврового проката, жестко соединена с рамами станка и служит опорой для крепления пухосборочного желоба и среднего кронштейна навоев. Подскальная труба хомутами и кронштейнами прочно соединена с рамами и придает жесткость остову.
Привод передает движение от индивидуального электродвигателя главному валу станка и обеспечивает надежный останов станка. Передача движения осуществляется четырьмя клиновидными ремнями на два шкива. Привод состоит из механизма включения, механизма сцепления, тормоза и роликовой блокировки. Пуск и останов станка осуществляют пусковыми ручками со стороны грудницы и навоев. Останов можно производить кнопкой и от контрольного устройства.
Механизм отпуска и натяжения основы предназначен для регулирования натяжения основных нитей и подачи в зависимости от величины натяжения. На станке установлен регулятор натяжения негативного типа. Подача основы осуществляется автоматически. Регулирование натяжения производится подвижным скалом. В конструкцию регулятора включено дифференциальное устройство, автоматически выравнивающее натяжение основы на двух навоях.
Товарный регулятор предназначен для обеспечения в суровой ткани заданной плотности по утку и навивания ткани на товарный валик. Необходимая плотность по утку устанавливается подбором сменных шестерен определенного сочетания. Движение ткани создается вращением вальяна, поверхность которого может быть покрыта теркой, наждачной крошкой или резиной. Наработанную ткань снимают на ходу станка. Регулятор — позитивного типа.
|
|
|
Механизм зевообразования служит для образования зева и обеспечения выработки тканей различных переплетений. На станках можно устанавливать эксцентриковые (кулачковые) или кареточные зевообразовательные механизмы и жаккардовые машины. Кулачковые механизмы предназначены для выработки тканей главных и мелкоузорчатых переплетений с раппортом по утку до 8 и числом ремизок до 10. В данных механизмах ремизные рамы получают движение от эксцентриков определенного профиля, помещенных в масляную ванну. При использовании зевообразовательных кареток на станках могут вырабатываться ткани мелкоузорчатых переплетений с раппортом по утку до 300 нитей и числом ремизок до 14—18. Жаккардовые машины устанавливают при выработке тканей крупноузорчатых переплетений.
Механизм отыскивания (розыска) раза предназначен для отключения от станка зевообразовательного механизма и установления ремизок в положение раза, т. е. в положение, когда в открытом зеве будет расположена последняя уточная нить.
Отключение механизма зевообразования может быть ручным или механизированным.
Батанный механизм служит для прибоя уточных нитей к опушке ткани и направляющей для пролета прокладчиков утка через зев. Брус батана прямоугольного сечения имеет продольный лаз, в котором крепят берда. К брусу батана прикреплена стальная гребенка, служащая направляющей для пролета прокладчиков утка. Брус батана короткими лопастями связан с батанным валом, кулачки которого помещены в масляную ванну. Боевая (левая) коробка служит для размещения следующих механизмов, участвующих в прокладывании уточной нити через зев: боевого, масляного тормоза (буфера), подъемника прокладчиков утка, раскрывателя пружины прокладчика утка, возвратчика утка, тормоза и компенсатора уточной нити, механизма контроля утка, левых уточных ножниц, центрирующего устройства.
|
|
|
Приемная (правая) коробка предназначена для размещения механизмов, осуществляющих торможение прокладчиков утка после пролета через зев, освобождение их от уточной нити и укладку прокладчиков на конвейер. Кроме того, в ней расположены контролер прилета прокладчиков в приемную коробку и правый уточный контролер [3,с.105].
Конвейер предназначен для подачи прокладчиков утка из правой (приемной) коробки в подъемник левой (боевой) коробки. Он представляет собой замкнутую роликовую цепь, за оси отдельных звеньев которой закреплены пластины, перемещающие прокладчики.
Основонаблюдатель (электрического действия) служит для останова станка при обрыве основных нитей. В механизме используют электрические ламели открытого и закрытого типов (ЛОЭ и ЛЭ).
Шпарутки предназначены для поддержания ширины ткани у опушки, приблизительно равной ширине заправки основы по берду. На станках СТБ используют дифференциальные шпарутки.
Кромкообразующий механизм служит для образования кромок по краям ткани. Механизм устанавливают у боевой и приемной коробок, а при работе в два и три полотна дополнительно устанавливают средние кромкообразо-ватели. Уточная нить, прокинутая по всей ширине заправки, захватывается у каждой кромки нитеуловителем, разрезается, подводится бердом к опушке ткани и прибивается. При образовании следующего зева концы обрезанной уточной нити заводятся в зев иглой кромкообразователя и с очередной нитью прибиваются к опушке. В результате образуется кромка с уд- военной по сравнению с фоном плотностью по утку — кромка закладного типа. Механизм смены цвета утка предназначен для передали прокладчику уточной нити от различных бобин (с нитями разного цвета или линейной плотности). В зависимости от количества цветов или видов уточных нитей могут быть двух- и четырехцветные механизмы. Привод механизма смены цвета может осуществляться от цепи картона или ремизоподъемной каретки.
|
|
|
