 |


Элементы конструкции кокилей
|
|
|
|
Кокиль, как и любая литейная форма,— ответственный и точный инструмент. Технические требования к кокилям оговорены ГОСТом. Конструктивное исполнение основных элементов кокилей — полуформ, плит, металлических стержней, вставок — зависит от конфигурации отливки, а также от того, предназначена ли форма для установки на кокильную машину.
К основным конструктивным элементам кокилей относят:





формообразующие элементы — половины кокилей, нижние плиты (поддоны), вставки, стержни; конструктивные элементы — выталкиватели, плиты выталкивателей, запирающие механизмы, системы нагрева и охлаждения кокиля и отдельных его частей, вентиляционную систему, центрирующие штыри и втулки.
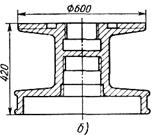
Корпус кокиля или его половины выполняют коробчатыми, с ребрами жесткости. Ребра жесткости на тыльной, нерабочей стороне кокиля делают невысокими, толщиной 0,7—0,8 толщины стенки кокиля, сопрягая их галтелями с корпусом. Толщина стенки кокиля зависит от состава заливаемого сплава и его температуры, размеров и толщины стенки отливки, материала, из которого изготовляется кокиль, конструкции кокиля. Толщина стенки кокиля должна быть достаточной, чтобы обеспечить заданный режим охлаждения отливки, достаточную жесткость кокиля и минимальное его коробление при нагреве теплотой залитого расплава, стойкость против растрескивания.
Размеры половин кокиля должны позволять размещать его на плитах кокильной машины. Для крепления на плитах машины кокиль имеет приливы.
Стержни в кокилях могут быть песчаными и металлическими.
Песчаные стержни для кокильных отливок должны обладать пониженной газотворностью и повышенной поверхностной прочностью. Первое требование обусловлено трудностями удаления газов из кокиля; второе — взаимодействием знаковых частей стержней с кокилем, в результате чего отдельные песчинки могут попасть в полость кокиля и образовать засоры в отливке. Стержневые смеси и технологические процессы изготовления песчаных стержней могут быть различными — по горячим ящикам (сплошные и оболочковые стержни), из холоднотвердеющих смесей и т. д.
|
|
|
В любом случае использование песчаных стержней в кокилях вызывает необходимость организации дополнительной технологической линии для изготовления стержней в кокильном цехе. Однако в конечном счете использование кокилей в комбинации с песчаными стержнями в большинстве случаев оправдывает себя экономически.
Металлические стержни применяют, когда это позволяют конструкция отливки и технологические свойства сплава. Использование металлических стержней дает возможность повысить скорость затвердевания отливки, сократить продолжительность цикла ее изготовления, в отдельных случаях повысить механические свойства и плотность (герметичность). Однако при использовании металлических стержней возрастают напряжения в отливках, увеличивается опасность появления в них трещин из-за затруднения усадки.
Металлические стержни, выполняющие наружные поверхности отливки, называют вкладышами (рис. 2.8, а). Вкладыши затрудняют механизацию и автоматизацию процесса, так как их уста-

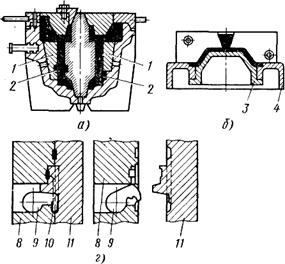

навливают и удаляют вручную. Металлические тержни, выполняющие отверстии и полости простых очертаний (рис. 2.8, б, см. рис. 2.1.) до момента полного извлечения отливки «подрывают» для уменьшения усилия извлечения стержня. Полости более сложных очертаний выполняются разъемными (рис. 2.8, в) или поворотными (рис. 2.8, г) металлическими стержнями.
|
|
|
Для надежного извлечения стержней из отливки они должны иметь уклоны 1—5°, хорошие направляющие во избежание перекосов, а также надежную фиксацию в форме.
Во многих случаях металлические стержни делают водоохлаж-даемыми изнутри. Водяное охлаждение стержня обычно включают после образования в отливке прочной корочки. При охлаждении размеры стержня сокращаются так, что между ним и отливкой образуется зазор, который уменьшает усилие извлечения стержня из отливки.


 Для извлечения стержней в кокилях предусматривают винтовые, эксцентриковые, реечные, гидравлические и пневматические механизмы. Конструкции этих устройств выполняют в соответствии с действующими ГОСТами.
Для извлечения стержней в кокилях предусматривают винтовые, эксцентриковые, реечные, гидравлические и пневматические механизмы. Конструкции этих устройств выполняют в соответствии с действующими ГОСТами.
 Вентиляционная система должна обеспечивать направленное вытеснение воздуха из кокиля расплавом. Для выхода воздуха используют открытые выпоры, прибыли, зазоры по плоскости разъема
Вентиляционная система должна обеспечивать направленное вытеснение воздуха из кокиля расплавом. Для выхода воздуха используют открытые выпоры, прибыли, зазоры по плоскости разъема
и между подвижными частями (вставками, стержнями) кокиля и специальные вентиляционные каналы: по плоскости разъема делают газоотводные каналы / (см. Б — Б на рис. 2.9), направленные по возможности вверх. В местных углублениях формы при заполнении их расплавом могут образовываться воздушные мешки (см. А — А). В этих местах в стенке кокиля устанавливают вентиляционные пробки 2. При выборе места установки вентиляционных пробок необходимо учитывать последовательность заполнения формы расплавом.
Центрирующие элементы — контрольные штыри и втулки—предназначены для точной фиксации половин кокиля при его сборке. Обычно их количество не превышает двух. Их располагают в диагонально расположенных углах кокиля.
Запирающие механизмы предназначены для предотвращения раскрытия кокиля и исключения прорыва расплава по его разъему при заполнении, а также для обеспечения точности отливок. В ручных кокилях применяют эксцентриковые, клиновые, винтовые замки и другие устройства, обеспечивающие плотное соединение частей кокиля.
Закрытие и запирание кокилей, устанавливаемых на машинах, осуществляется пневматическим или гидравлическим приводом подвижной плиты машины.
Системы нагрева и охлаждения предназначены для поддержания заданного температурного режима кокиля. Применяют электрический и газовый обогрев. Первый используется для общего нагрева кокиля, второй более удобен для общего и местного нагрева. Конструкции охлаждаемых кокилей рассмотрены выше.
|
|
|
Удаление отливки из кокиля осуществляется специальными механизмами. При раскрытии кокиля отливка должна оставаться в одной из его половин, желательно в подвижной, чтобы использовать ее движение для выталкивания отливки. Поэтому выполняют на одной стороне отливки меньшие, а на другой большие уклоны, специальные технологические приливы и предусматривают несимметричное расположение литниковой системы в кокиле (целиком в одной половине кокиля). При изготовлении крупных отливок должно быть обеспечено удаление отливки из обеих половин кокиля. Отливки из кокиля удаляются выталкивателями, которые располагают на неответственных поверхностях отливки или литниках равномерно по периметру отливки, чтобы не было перекоса и заклинивания ее в кокиле. Выталкиватели возвращаются в исходное положение пружинами (небольшие кокили) или контртолкателями.
Материалы для кокилей
В процессе эксплуатации в кокиле возникают значительные термические напряжения вследствие чередующихся резких нагревов при заливке и затвердевании отливки и охлаждений при раскрытии кокиля и извлечении отливки, нанесении на рабочую поверхность огнеупорного покрытия. Кроме знакопеременных термических напряжений под действием переменных температур в материале кокиля могут протекать сложные структурные изменения, химические процессы. Поэтому материалы для кокиля, особенно для его частей, непосредственно соприкасающихся с расплавом, должны хорошо противостоять термической усталости, иметь высокие механические свойства и минимальные структурные превращения при температурах эксплуатации, обладать повышенной ростоустойчивостью и окалиностойкостью, иметь минимальную диффузию отдельных элементов при циклическом воздействии температур, хорошо обрабатываться, быть недефицитными и недорогими. Производственный опыт показывает, что для рабочих стенок кокилей достаточно полно указанным требованиям отвечают приведенные ниже материалы.
|
|
|
| СЧ20, СЧ25 | кокили для мелких и средних отливок из алюминиевых, магниевых, медных сплавов, чугуна; кокили с воздушным и водовоздушным охлаждением |
| ВЧ42-12, ВЧ45-5 | Кокили для мелких, средних и крупных отливок из чугунов: серого, высокопрочного, ковкого; кокили с воздушным и водовоздушным охлаждением |
| Стали 10, 20, СтЗ, стали 15Л-П, 15ХМЛ | Кокили для мелких, средних, крупных и особо крупных отливок из чугуна, стали, алюминиевых, магниевых, медных сплавов |
| Медь и ее сплавы, легированные стали и сплавы с особыми свойствами | Вставки для интенсивного охлаждения отдельных частей отливок; тонкостенные водоохлаждаемые кокили; массивные металлические стержни для отливок из различных сплавов |
| АЛ9, АЛ11 | Водоохлаждаемые кокили с анодированной поверхностью для мелких отливок из алюминиевых, медных сплавов, чугуна |
Наиболее широко для изготовления кокилей применяют серый и высокопрочный чугуны марок СЧ20, СЧ25, ВЧ42-12, так как эти материалы в достаточной мере удовлетворяют основным требованиям и сравнительно дешевы. Эти чугуны должны иметь ферритно-перлитную структуру. Графит в серых чугунах должен иметь форму мелких изолированных включений. В этих чугунах не допускается присутствие свободного цементита, так как при нагревах кокиля происходит распад цементита с изменением объема материала, в результате в кокиле возникают внутренние напряжения, способствующие короблению, образованию сетки разгара, снижению его стойкости. В состав таких чугунов для повышения их стойкости вводят до 1% никеля, меди, хрома, а содержание вредных примесей серы и фосфора должно быть минимальным. Например, для изготовления кокилей с высокой тепло-нагружснностью рекомендуется [14] серый чугун следующего химического состава, мае. %: 3,0—3,2 С; 1,3—1,5 Si; 0,6—0,8 Mn; 0,7—0,9 Cu; 0,3—0,7 Ni; 0,08—0,1 Ti; до 0,12 S; до 0,1 Р.
Для изготовления кокилей используют низкоуглеродистые стали 10, 20, а также стали, легированные хромом и молибденом, например 15ХМЛ. Эти материалы обладают высокой пластичностью, поэтому хорошо сопротивляются растрескиванию при эксплуатации. Кокили для мелких отливок из чугуна и алюминиевых сплавов иногда изготовляют из алюминиевых сплавов АЛ9 и АЛ11. Такие кокили анодируют, в результате чего на их рабочей поверхности образуется тугоплавкая (температура плавления около 2273 К) износостойкая пленка окислов алюминия толщиной до 0,4 мм. Высокая теплопроводность алюминиевых стенок кокиля способствует быстрому отводу теплоты от отливки.
|
|
|
Таблица 2.1
|
|
|
