 |


Техника безопасности. 1. Пайка и лужение проводов и наконечников
|
|
|
|
Техника безопасности
При обращении с электроприборами нужно строго выполнять правила безопасности (нарушение этих правил может стать причиной несчастных случаев):
1. Ни в коем случае нельзя касаться оголенных проводов, по которым идет электрический ток.
2. Нельзя проверять наличие электрического тока в приборах или проводах пальцами. Чтобы не повредить изоляции и чтобы не было коротких замыканий (вспышек пламени), нельзя защемлять провода дверями, оконными рамами, закреплять провода на гвоздях. Нужно следить за тем, чтобы электрические провода не соприкасались с батареями отопления, трубами водопровода, с телефонными и радиотрансляционными проводами.
3. Нельзя вешать одежду и другие вещи на выключатели, ролики и провода, так как провода могут оборваться. Коснувшись один другого, они вызовут пожар.
4. Опасно включать и выключать электрические лампочки, а также бытовые приборы мокрыми руками. Заменять перегоревшие лампочки нужно при отключенном выключателе.
5. Категорически запрещается пользоваться бытовыми электроприборами, по корпусу которых проходит ток (прибор «кусается»). Штепсельную вилку при включении и выключении приборов нужно брать за пластмассовую колодку, а не за провод.
6. Нужно следить также и за тем, чтобы шнуры, снятые с приборов, не оставались присоединенными к штепсельной розетке, потому что при случайном прикосновении к ним возможно поражение током.
7. Включать и выключать любой электробытовой прибор нужно одной рукой, желательно правой, не касаясь при этом водопроводных, газовых и отопительных труб.
Тема 2: Пайка и лужение. Сварка
|
|
|
План:
1. Пайка и лужение проводов и наконечников.
2. Припои, флюсы их разновидности и составы.
3. Основной инструмент – паяльник.
4. Заделка концов проводов кабелей.
5. ТБ при выполнении работ.
6. Сварка, ТБ при сварочных работах.
1. Пайка и лужение проводов и наконечников
Паяние – процесс получения неразъёмного соединения различных металлов при помощи расплавленного промежуточного металла, плавящегося при более низкой температуре, чем соединяемые металлы.
Паяние широко применяется в различных отраслях промышленности. В электропромышленности и приборостроении паяние является в ряде случаев единственно возможным методом соединения деталей.
К преимуществам пайки относятся:
– незначительный нагрев соединяемых частей (сохранность структуры и механических свойств металлов);
– чистота соединения, не требующая в большинстве случаев последующей обработки;
– сохранение размеров и форм деталей;
– достаточно высокая точность соединения;
Современные способы позволяют паять углеродистые, легированные и нержавеющие стали, цветные металлы и их сплавы.
Припой – промежуточный сплав или металл, применяемый при пайке.

Припои должны обладать свойствами:
– иметь температуру плавления ниже температуры плавления спаиваемых металлов;
– в расплавленном состоянии, взаимодействуя с защитной средой, флюсом или в вакууме хорошо смачивает паяемый материал и легко растекаться по его поверхности;
– обеспечивать достаточно высокие характеристики (прочность, пластичность и герметичность) паяемого соединения;
– с паяемыми материалами не образовывать коррозийно-нестойкой пары;
– иметь коэффициент температурного расширения, близкий к коэффициенту паяемого материала;
|
|
|
Лужение – покрытие поверхности припоем. Применяется для защиты подготовленных болтовых соединений или пайки поверхности.
2. Припои и флюсы, их разновидности и состав.
Припои бывают:
– легкоплавкие (мягкие), температура плавления до 500°С;
– тугоплавкие (твердые), температура плавления выше 500°С.
Лёгкоплавкие припои применяются во всех отраслях промышленности и в быту.
Состав: сплав олова со свинцом (марка ПОС), содержанием олова от 18% –ПОС18 до 90% –ПОС90.
Удельная проводимость этих припоев – 9÷ 13% удельной проводимости меди. Существуют также мягкие припои с добавками алюминия, серебра. Еще более мягкие припои, в состав которых входят висмут и кадмий.
Для пайки медных жил применяют припой ПОС18, а для тонких медных проводников – более мягкие припои (ПОС40; ПОС50; ПОС61). Лёгкоплавкие припои выпускают в виде «чушек», проволоки, литых прутков, дерён, фольги, трубок с внутренней набивкой канифолью, диаметром от 2 до 5мм, а также в виде порошков и паст из порошка с флюсом.
Твёрдые припои – медно-цинковые (ПМЦ) и серебряные (ПСр).
Медно-цинковые припои (ПМЦ36; ПМЦ48 и др. ) и медно-фосфорные припои (ПФОЦ 7; 3; 2 и др. ) обладают хрупкостью и не стойки к вибрациям, ударным нагрузкам, электрическое сопротивление швов очень мало.
Серебряно- медные припои (медь 40; серебро 25; цинк 35) отличаются малым удельным электрическое сопротивлением. Широко применяются для пайки токоведущих частей, для чёрных и цветных металлов. При этом образуется механически прочные и коррозийно-стойкие швы.
Припой на алюминиевой основе с добавлениями меди, кадмия, олова отличаются повышенной механической прочностью и стойкостью к атмосферной коррозии.
Для пайки алюминиевых жил проводов применяют цинково-оловянный припой марки А (40% олова), цинково-оловянный ЦО12 (12% олова и 88% цинка) припой.
Флюс – второе важное вещество при пайке. Очищает поверхности спаиваемых металлов от окислов, загрязнений. Предохраняет спаиваемые металлы от окислений в процессе пайки, снижает поверхностное натяжение припоя, улучшает растекание припоя и смачиваемость им спаиваемых поверхностей.
|
|
|




Флюсы бывают:
– твёрдые порошкообразные вещества (бура, борная кислота, канифоль);
– жидкости (водный раствор хлористого цинка, спиртовой раствор канифоли);
– пасты (применяются редко).
По действию, оказывающему на металл, подвергаемый пайке, флюсы делят на группы:
– Активные (кислотные) флюсы – соляные кислоты, хлористые и фтористые соединения металлов и т. д.
После пайки этим флюсом место обработки тщательно промывается. При монтаже электрорадио-приборов применение активных флюсов недопустимо.
– Бескислотные флюсы – канифоль и флюсы, приготовленные на её основе с добавлением спирта, глицерина и др. неактивных веществ.
– Активированные флюсы – канифоль с добавкой активаторов (небольших количеств солянокислого или фосфорно-кислотного аммиака).
– Антикоррозийные флюсы – на основе фосфорной кислоты с добавлением органических соединений и растворителей. Остатки этих флюсов не вызывают коррозий.
3. Основной инструмент при паянии – паяльник.

Жало периодически зачищать напильником. [1л., стр. 178]
Конструкции паяльников бывают:
– с внутренним нагревом;
– микропаяльники (пайка микросхем, плёночных схем и т. д. ) мощность 4 и 6 Вт;


– с автоматической стабилизацией температуры жала. Состоит из двух электрически связанных между собой узлов: блок стабилизации температуры и собственно паяльника.

4. Заделка концов проводов и кабелей под пайку.
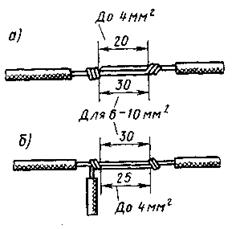
Медные жилы паяют мягкими припоями. Одно и многопроволочные жилы сечением 1, 5÷ 10мм² спаивают пропаянной скруткой.
Изоляцию с конца жилы удаляют на длине 15мм, зачищают жилу наждачной бумагой, скручивают жилы и пропаивают паяльником или в ванночке с расплавленным припоем. Оконцевание проводов сечением 1÷ 2, 5мм² выполняют в виде кольца с последующей полудой. Для этого снимают изоляцию с конца жилы на длине 30÷ 35мм.
|
|
|
Зачищают, выгибают круглогубцами жилу в виде кольца, пропаивают и после остывания изолируют поливинилхлоридной (ПВХ) трубкой или изолентой до кольца.
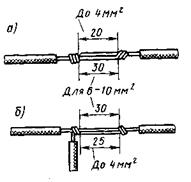
Алюминиевые провода паяют припоями марок А или ЦО12 (либо ЦА15). Паяют пропанобутановой или бензиновой паяльной лампой. Однопроволочные жилы сечением 2, 5÷ 10мм² паяют паяльником с помощью двойной скрутки [1л., стр. 179]:
 | |||
 | |||
После остывания места пайки изолируют изолентой путём обматывания спаянных жил с заходом на изоляцию провода.
Медь с алюминием паяется аналогично.
Алюминиевые многопроволочные жилы сечением 16÷ 150мм² снимают изоляцию на длине 50÷ 70мм. Перед снятием бумажной изоляции у места её обреза накладывают нитяной бандаж. Затем пассатижами ослабляют, повив проволок жилы, и бензином удаляют пропиточный состав. Жилы с резиновой изоляцией этой операции не требуется. Жилы секторной формы округляют с помощью универсальных плоскогубцев. Очищенный от изоляции конец жилы разделывают ступенями. На край изоляции навивают несколько витков шнурового асбеста во избежание плавления изоляции во время пайки. [1л., стр. 182, рис. 4, 6].
Оконцевание алюминиевых жил выполняют наконечниками. Размер наконечника будет по сечению на одну ступень выше. Если жила 50мм², берут наконечник, 70мм² для проникновения припоя в зазор между наконечником и жилой.
Соединение жил одно– и многопроволочных сечением 16÷ 40мм² выполняют методом полива предварительно расплавленного припоя. [1л., стр. 183].
Однопроволочные жилы сечением 16÷ 50мм² паяют в медных гильзах. Применяют припои ЦО12 или ЦА15. Припой разогревают до температуры 600°С. Перед пайкой производят ступенчатую разделку жил (многопроволочные) или обрезают концы ножовкой под углом 55° к горизонтали.
5. ТБ при пайке и лужении.
Работа с расплавленными припоями связана с опасностью получить ожоги. Поэтому следует остерегаться:
– попадания расплавленного припоя на незащищенные руки;
– попадания на одежду;
– попадания, на наклонную поверхность, по которой припой может скатиться в неопределённые места;
– падение капель припоя с высоты во избежание разбрызгивания.
Условия для применения различных марок флюса:
– хорошо проветриваемое помещение;
– отсос вредных испарений от каждого рабочего места при массовых работах.
Для уменьшения опасности паяльников необходимо:
– не допускать перегрева паяльника;
|
|
|
– применять паяльник с регулировкой температуры (меньший ток во время того, как паяльник лежит на подставке, больший непосредственно во время паяния);
– предотвращать возможность передавливания, перетирания или касания нагретого тела (жала) токоведущего шнура паяльника.
|
|
|
