 |


Основные операции технологического процесса
|
|
|
|
Содержание
1. Цель работы
2. Вид материала детали и химический состав……………………………..
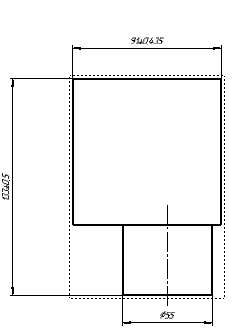
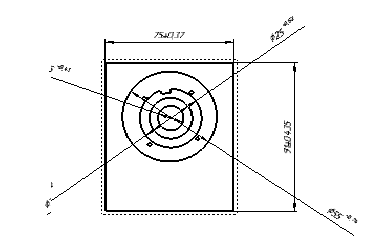
3. Описание элементов детали Крышки …………………………………..
4. Технологическая часть…………………………………………………….
4. 1. Описание процесса литья «Крышки » в кокиль……………………...
4. 2. Выбор заготовки для детали «Крышки » …………………………….
4. 2. 1 Расчет припусков……………………………………………………….
5 Планировка участка литья ………………………………………………...
5. 1 Разработка циклограммы и алгоритма процесса……………………….
5. 2 Описание планировки участка литья (чертеж)…………………………
6. Конструкторская часть…………………………………………………….
6. 1. Назначение линии разъёма ……………………………………………..
6. 2. Описание конструкции кокиля………………………………………….
6. 3. Выбор привода для перемещения кокиля………………………………
6. 4. Расчет гидроцилиндра для механизма смыкания………………………
Заключение.
Список литературы.
1 Цель работы
Цель курсового проекта разработать кокильную оснастку для изготовления детали Крышки.
Изучить химический состав алюминиевого сплава.
Разработать технологическую оснастку для получения заданной детали Крышке в количестве 8000 шт. в год.
Привести описание процесса литья в кокиль детали
Для расстановки оборудования рассмотреть вопросы организации производства с учетом технологии литья. Разработать алгоритм и циклограмму процесса. Рассмотретьвопросы, связанные с причинами появления брака.
2. Вид материала детали и химический состав
Деталь выполнена из алюминиевого сплава марки (старая марка АЛ2)
В наше время используют сплав АК12 ГОСТ 1583-93.
c1. Цель работы ремонт кокиля и оснастки
|
|
|
2. Вид материала с детали и химический состав
3. Описание элементов детали
4. Технологическая часть
4. 1. Выбор заготовки для детали Крышки
4. 2. Описание процесса литья Крышки в кокиль
4. 3. Расчет припусков
4. 4. Проектирование заготовки
4. 5 Планировка участка литья (циклограма, алгоритм)
5. Конструкторская часть
5. 1. Назначение линии разъёма
5. 2. Описание конструкции кокиля
5. 3 Выбор привода для перемещения кокиля
5. 4 Расчет гидроцилиндра для механизма смыкания
6. Эксплотационная часть
6. 1 Анализ причин брака литья и его устранения вероятные причины отказа
6. 2 Ремонт привода и др.
Заключения.
Список литературы.



| Способ получения заготовки | Базовая стоимость 1т, руб. |
| Литье в ПГФ | |
| Литье в оболочковые формы | |
| Литье в кокиль | |
| Литье по выплавляемым моделям | |
| Литье под давлением | |
| Горячая объемная штамповка |
Деталь выполнена из алюминиевого сплава – марки АЛ2 ГОСТ 1583-93.
Таблица 1. Химические, механические свойства алюминиевого сплава – марки АЛ2 ГОСТ 1583-93 [ ].
Рис. 1 Химический состав сплава АЛ2
Рис. 2 Механические свойства сплава АЛ2
Группу серийности определим с учетом объема производства.
Согласно заданию на КП (ДП) количество деталей 1-5 тыс.
Выбираем группу серийности по годовой программе определяют по таблице 4. 15
[1. А. А. Петряев Выбор заготовки. Методическое пособие. УЭМК. ]
Для КТ выбираем группу серийности 1 (Для кокиля)
Расчет себестоимости заготовки получаемой литьем определим по формуле ( 1 )
Sотл = (C / 1000) * mотл. * kT * kм * kс * kв * kп – ( mотл. – mд ) * ( Sоmл. /1000), ( 1 )
где C- базовая стоимость 1 тонны отливки, 38500руб/т;
mоmл – масса отливки, кг. Определяется по фактически принятым размерам;
KT - коэффициент, зависищий от класса размерной точности отливки;
Kм – коэффициент, зависящий от марки материала отливки;
Kc – коэффициент, зависящий от группы сложности отливки;
|
|
|
Kв - коэффициент, зависящий от массы отливки;
Kп - коэффициент, зависящий от объема производства отливок;
Для отливок, полученных литьем в кокиль
Базовая стоимость 1 т заготовок
Таким образом:
C=38500 руб., в ценах KT = 1
Kм = 5. 94
Kc = 1. 07( для группы сложности 4 )
Kв = 0. 92 ( для отливок массой до 1 кг, при объеме производства с выше 500 шт.
Kп = 1. 11
Класс размерной точности 5-9 см
Kв
Определим исходный индекс для выбора припуска на механическую обработку ( на сторону.
Исходя из анализа конфигураций детали выбираем класс точности Т4-Т5 см
Рассчитаем припуски на размер 72, 8 мм
По табл 4. 9 выберем обшей припуск для отливки 11-класс из четвёртого ряда
Для размера составляет 4, 4мм
Основные операции технологического процесса
Общая схема технологических операций, выполняемые при литье в кокиль, приведена на рис. 4. Необходимость выполнения некоторых из них зависит от конкрет-ных условий — конструктивных особенностей отливки, литейных свойств материалов, особенностей технологического процесса производства и других факторов. Так, например, операции, связанные с изготовлением песчаных стержней и с термической обработкой отливок, могут вообще отсутствовать. Необходимость же осуществления других операций может возникнуть только через несколько циклов литья (в частности, нанесение защитного покрытия).

|
|
|
