 |


Технологический процесс формовки
|
|
|
|
Наиболее распространена формовка в парных опоках по разъемной модели. Последовательность изготовления сырой песчано-глинистой формы в опоках ручным способом показана на рис. 5.2. Вначале изготавливают нижнюю полуформу. На модельную плиту 1 укладывают полумодель 2, затем устанавливают опоку 3. Полумодель располагают в опоке таким образом, чтобы оставалось место для размещения литниковой системы. К полумоделям подводят модель элемента литниковой системы — питатель 4 (рис. 5.2а). Опоку заполняют формовочной смесью, хорошо уплотняют. Для улучшения газопроницаемости формы специальной иглой (душник) накалываются вентиляционные каналы 13. Затем нижнюю полуформу поворачивают на 180° (вверх плоскостью разъема модели) и на нижнюю полумодель устанавливают верхнюю полумодель 5, совмещая шипы и впадины 12 (рис. 5.26)

На опоку нижней полуформы 3 устанавливают верхнюю опоку 6 и взаимно их фиксируют при помощи штырей 11. Поверхность нижней полуформы посыпают тонким слоем разделительного песка для предотвращения соединения двух полуформ в процессе уплотнения смеси. На самую высокую поверхность модели устанавливают выпор 7, который обеспечивает отвод газов из форм. Над моделью питателя устанавливают модель шлакоуловителя 10 и стояка 9 с литниковой чашей 8. После этого формуют верхнюю полуформу, уплотняют формовочную смесь в опоке 6. Затем из уплотненной смеси извлекают модель выпора 7 и стояка 9.
Верхнюю полуформу снимают с нижней и помещают рядом (рис. 5.2в, г). Из нижней и верхней полуформ удаляют полумодели и элементы литриковой системы. После извлечения моделей в знаковые части нижней полуформы помещают стержень 14, нижнюю полуформу накрывают верхней и скрепляют их. Литейная форма собрана и готова для заливки в нее металла (рис. 5.2d).
|
|
|
При серийном производстве уплотнение смеси в полуформах осуществляется с помощью машин: прессовых, встряхивающих и других (машинная формовка). При машинной формовке используют металлические модели.
Заливка форм. Расплав перед заливкой в формы некоторое время выдерживают в ковше для выделения газов, всплывания шлака и неметаллических включений. Заливку производят не прерывая струи, литниковая чаша должна быть полной. При перерывах струи сплав поступает отдельными порциями, может охлаждаться и окисляться, тогда в отливках образуются дефекты.
Охлаждение, выбивка и очистка отливки. Продолжительность охлаждения в форме затвердевшей отливки зависит от ее массы, толщины стенки, вида сплава, теплофизических свойств формовочных материалов и других условий. После охлаждения до требуемой температуры (300-600°С) разовую литейную форму разрушают, выбивают из нее отливку с помощью механизмов или вручную. Выбивка стержней осуществляется на гидравлических и вибрационных пневматических установках. Формовочная смесь просеивается и направляется на переработку.
Обрубку (удаление литников, прибылей и дефектов) проводят на дисковых и ленточных пилах, газовой и электродуговой резкой, пневматическими зубилами и другими способами.
Очистку отливок от остатков формовочных материалов осуществляют в дробеметных, гидропескоструйных установках, во вращающихся барабанах. В последние вместе с деталями загружают звездочки из белого чугуна. Очистка поверхности происходит в результате перекатывания и трения деталей и звездочек друг о друга.
5.5. ВИДЫ ЛИТЕЙНЫХ ДЕФЕКТОВ
Причин возникновения брака очень много: некондиционные исходные формовочные материалы, плохое качество шихты для плавки металла, неудачная конструкция детали, неудачная конструкция литниковой системы, низкое качество форм и стержней, слабый технологический контроль и др.
|
|
|
Основные виды литейных дефектов показаны на рис. 5.3.
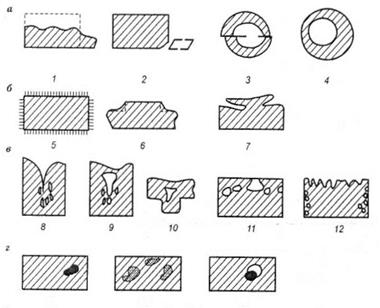
Рис. 5.3
Схема основных видов литейных дефектов:
а — несоответствие по геометрии: / — недолив; 2— вылом; 3— перекос; 4 — разностенность; б — дефекты поверхности: 5 — пригар; 6 — нарост; 7 — ужими-на; в — несплошности в теле отливки: 8,9 — усадочные раковины; 10 — утяжи-на: 11 — газовые раковины; 12 — пористость; г — включения: 13 — металлические; 14 — неметаллические; 15 — королек.
Также могут быть дефекты по несоответствию микроструктуры, химического состава, физико-механических свойств.
Дефекты можно разделить на две группы: неисправимые и исправимые.
Первые (обычно крупные по размерам) исправить невозможно или невыгодно. Такую отливку считают негодной для использования и переводят в разряд окончательного брака.
Исправимые дефекты экономически целесообразно подвергать исправлению.
Порядок выполнения работы и содержание отчета
1. Изучить формовочные материалы, порядок изготовления литейной формы и получения отливки, виды литейных дефектов.
2. Выбрать формовочную и стержневую смеси для вашей отливки.
3. Выполнить эскиз литейной формы, приготовленной по модели, разработанной вами в 4-й лабораторной работе.
4. Составить отчет о проделанной работе. Содержание отчета: цель работы, составы формовочных материалов, описание технологического процесса приготовления формы с эскизами.
Контрольные вопросы
1. Что входит в состав модельного комплекта? Каково его назначение?
2. Расскажите о последовательности изготовления песчано-гли-нистых форм по разъемной модели.
3. Какие требования предъявляются к формовочным материалам?
4. Назовите состав формовочных материалов.
5. Когда получают отливки в сухих формах?
6. Когда применяются для формовки единые, облицовочные и наполнительные смеси?
7. Какие дефекты могут быть в отливках? Назовите причины их возникновения.
8. Какие операции осуществляются после заливки?
|
|
|
