 |


Маркировка, транспортировка и хранение.
|
|
|
|
Технические характеристики, свойства и инструкция по обработке и монтажу поликарбонатных листов
Листы из поликарбоната предназначены для применения в строительстве в качестве светопропускающих элементов стеновых, кровельных, отделочных материалов и других ограждающих конструкций зданий и сооружений различного назначения.
Температурный диапазон эксплуатации листов из поликарбоната от минус 400С до плюс 1200С.
Поликарбонат превосходное сочетание физических и механических свойств, которые сохраняются при различных температурных условиях и уровнях влажности. В таблице 1 представлены данные по основным физико-механическим и температурным свойствам.
Табл.1 Основные характеристики поликарбоната
| СВОЙСТВА | ПК | |
| Плотность материала, г/см3 | 1,2 | |
| Предел прочности при растяжении, МПа | ||
| Относительное удлинение при разрушении, % | 95-120 | |
| Предел прочности при изгибе, МПа | ||
| Модуль упругости при изгибе, МПа | ||
| Твердость по Роквеллу | ||
| Ударная вязкость по Изоду, с надрезом, кДж/м2 | 10-15 | |
| Максимальная температура эксплуатации, оС | ||
| Коэффициент линейного теплового расширения, м/м оС | (6,5-7,0)х10-5 | |
| Температура размягчения по Вика, оС | ||
| Температура устойчивости под нагрузкой, оС (0,46 Мпа) | 136-144 | |
| Температура устойчивости под нагрузкой, оС (1,8Мпа) | 124-131 | |
| Воспламеняемость (DIN 4102) | В1 | |
| Светопропускание, % (для прозрачных марок) | 77-88 |
Поликарбонат является одним из самых прочных и прозрачных термопластичных материалов. Он противостоит любым ударам, от камней до молотка, не разрушаясь. Поликарбонат обладает ударной вязкостью, которая в 250 раз превосходит ударную вязкость стекла и в 10 раз ПММА, и таким образом обеспечивает большую защиту от вандализма и несанкционированного проникновения. При этом монолитный лист легче стекла в два раза, а структурный – в 16. Благодаря слою, предохраняющему от воздействия ультрафиолетового излучения, механические, оптические и термические свойства панели остаются неизменяемыми в течение всего гарантийного срока эксплуатации.
|
|
|
Табл.2 Свойства поликарбоната в зависимости от толщины и структуры листа
| Структурный ПК STRONEX СПК UV | Монолитный ПК STRONEX ЛПК-П-ЩИТ-3 | |||||||||||
| Толщина, мм/Структура | 4 Н/2 | 6 Н/2 | 8 Н/2 | 10 Н/2 | 16 Н/3 | |||||||
| Стандартная ширина листа, мм | ||||||||||||
| Стандартная длина листа, мм | 6000 и 12000 | |||||||||||
| Расстояние между ребрами жесткости, мм | 5,6 | 5,6 | 9,6 | 9,6 | 18,9 | _____ | ||||||
| Удельный вес, кг/м2 | 0,8 | 1,3 | 1,5 | 1,7 | 2,7 | 2,4 | 3,6 | 4,8 | 6,0 | 7,2 | 9,6 | 12,0 |
| Показатель звукоизоляции, дБ | ||||||||||||
| Термическое сопротивление теплопередаче, м2ºС/Вт | 0,24 | 0,27 | 0,28 | 0,29 | 0,42 | 0,17 | 0,17 | 0,18 | 0,19 | 0,2 | 0,2 | 0,21 |
| Светопропускание, % (для прозрачных марок) | 86,5 | 84,5 | ||||||||||
| Минимальный радиус изгиба арки, м | 0,7 | 1,05 | 1,5 | 1,75 | 3,0 | 0,3 | 0,45 | 0,6 | 0,75 | 0,9 | 1,2 | 1,5 |
Поликарбонат обладает высокой стойкостью в отношении многих химически активных сред. Он не подвержен воздействию большинства неорганических и органических кислот, окислительных и восстановительных агентов, кислотных и основных солей, алифатических углеводородов, спиртов, моющих средств, жиров и смазочных масел. Химическая стойкость ПК зависит от концентрации химикатов и от температуры окружающей среды при воздействии. После длительного нахождения в воде при температуре выше 60˚С, например, ПК реагирует на контакт с некоторыми растворителями, водными и спиртовыми растворами щелочей, газообразным аммиаком и аминами. Следует избегать составов для чистки стекла, содержащих аммиак, так как они разрушают поликарбонат. Поликарбонат растворим в технических растворителях: этиленхлориде, тетрахлорэтане, метакрезоле и пиридине.
|
|
|
В таблице 3 представлены данные химической устойчивости ПК к некоторым веществам.
Таблица 3 Химическая устойчивость ПК
| Вещество | + стойкий | - не стойкий |
| Аммиак (слабый р-р) | - | |
| Ацетон | - | |
| Бензин | - | |
| Бензол | - | |
| Борная кислота | + | |
| Гексан | + | |
| Глицерин | + | |
| Изопропиловый спирт | + | |
| Метиленхлорид | - | |
| Метиловый спирт | - | |
| Нефть | + | |
| Перекись водорода, 30% | + | |
| Перманганат калия, 10% | + | |
| Серная кислота 50% | + | |
| Соляная кислота, концентрированная | - | |
| Соляная кислота, 20% | + | |
| Тетрахлорэтан | - | |
| Толуол | - | |
| Уксусная кислота | + | |
| Формалин | + | |
| Фтористый водород 25% | + | |
| Хлористый водород 20% | + | |
| Хлорбензол | - | |
| Четыреххлористый углерод | - | |
| Щелочные растворы | - | |
| Этиленхлорид | - | |
| Этиловый спирт | + |
Примечания:
1. Хорошая стойкость поликарбоната к химическим веществам (см. таблицу 1), не влияет на его свойства независимо от длительности воздействия, температуры и нагрузки.
2. Очистка деталей из поликарбоната производится метиловым или изопропиловым спиртом, мягкими мыльными растворами, гептаном или гексаном. Очистка не должна производиться с помощью частично гидрированных углеводородов, кетонами, такими как ацетон и метилэтилкетон, сильными кислотами или алкалинами, такими как гидроокись натрия.
3. Для очистки поликарбонатного листа от краски (граффити) используйте растворитель уайт-спирит без содержания ароматических углеводородов, изопропанол.
4. Не рекомендуется тереть поверхность листа при помощи щеток, металлизированной ткани или другими абразивными материалами.
Обработка листов ПК
1.1.Резка и распиливание.
Поликарбонатные листовые продукты могут быть точно и легко разрезаны с использованием стандартного слесарного оборудования: ножовкой по металлу, ручной пилой, циркулярной пилой, лобзиком.
Ниже приведены общие указания и конкретные рекомендации по каждому участку резки:
|
|
|
· при использовании автоматической пилы или ножовки лист следует прижать к верстаку так, чтобы избежать нежелательной вибрации и неровного обрезания краев;
· все инструменты должны быть настроены на резку пластиков панельными ножами с мелкими зубцами;
· зубья пилы должны быть хорошо заточены;
· защитное покрытие должно оставаться на листе для предотвращения появления царапин и другого повреждения поверхности;
· по окончанию работы края всех листов должны быть чистыми, без зазубрин и заусенцев;
· стружка и пыль должны выдуваться сжатым воздухом.
Рекомендации по распиливанию циркулярными пилами:
· всегда использовать низкоскоростную подачу для получения чистого разреза;
· начинать резку только при рабочей скорости пилы;
· одиночные листы толщиной менее 3мм разрезаются ленточными или ножовочными пилами.
Ленточные пилы – это могут быть пилы обычного вертикального типа или специально разработанного горизонтального типа, пригодные для пластиковых листовых материалов. В обоих случаях важно, чтобы лист был хорошо зафиксирован во время резки. Направляющие пилы должны находиться как можно ближе к листу для уменьшения перекоса листа и кривого разреза
| Тип пилы | Ленточная | Циркулярная |
| Расстояние между зубьями (t) | Толщина листов<3мм-1÷2мм Толщина листов 3÷12мм-2÷3мм | 8÷12мм |
| Угол задней кромки (ά) | 30÷40˚ | 15˚ |
| Передний угол резания (ν) | 15˚ | 10˚ |
| Угол заточки зуба (β) | - | 15˚ |
| Скорость резания | 1200÷1700м/мин | 2500÷4000м/мин |
| Скорость пиления | - | 20м/мин |
Ножовочные пилы и станки – наиболее важными факторами, которые необходимо учитывать при этом типе резки, являются опора-фиксирование, особенно при использовании ножовочной пилы с расстоянием 2÷2,5мм между зубцами на режущем полотне.
Резка лазерная. Листы поликарбонатные могут резаться с помощью лазера. Разнотолщинность должна контролироваться более тщательно, чем при обычных машинных операциях. Мощность лазера и скорость резания необходимо подбирать особенно внимательно, чтобы исключить эффект беления листов в области резки. При обработке лазером край реза всегда имеет коричневый оттенок, поэтому в случае необходимости получения чистого края обреза от лазерной резки лучше отказаться.
|
|
|
Сверление.
а) Для сверления листовых продуктов используются стандартные высокоскоростные сверла для металла и сверла с твердосплавной режущей пластиной поскольку они сохраняют остроту режущих кромок.
Наиболее важным фактором, который необходимо учитывать при сверлении листовых продуктов является то, что в процессе сверления происходит тепловыделение. Для получения чистого хорошо обработанного отверстия без механического напряжения, необходимо снизить количество выделяемого тепла.
Следуя нескольким основным рекомендациям, можно легко получить чистые, без напряжения отверстия:
· периодически очищать отверстия от стружки;
· время от времени охлаждать сверло сжатым воздухом;
· для получения отверстия нужного размера листы должны быть закреплены соответствующим образом, и иметь опору для уменьшения вибрации;
· отверстия могут быть просверлены от края листа на расстоянии не ближе, чем двойной диаметр отверстия;
· диаметр отверстия должен учитывать допуск на тепловое расширение/сжатие и быть больше диаметра крепежного элемента (болта, винта и т. п)
б) отверстия в листе сотового поликарбоната можно сверлить ручной или автоматической дрелью, при этом используются сверла для металла. При сверлении, для избежания вибрации, непосредственно под дрель необходимо поместить опору. Чистые отверстия получаются очень легко. Применение охлаждающих средств не рекомендуется.
Сварка.
Сварка часто используется для окончательной сборки конструкционных термопластов. Детали из поликарбоната могут свариваться различными способами. Выбор способа зависит от размера, формы и назначения детали:
· сварка с горячей накладкой позволяет добиться исключительной прочности и производится при температуре 260÷300˚С;
· сварка горячим воздухом с использованием сварочного прутка, в этом случае следует производить предварительную сушку свариваемых участков и прутка при температуре 120÷130˚С в течении 12 часов;
· ультразвуковая сварка часто используется, амплитуда сварки с ультразвуковой обработкой 20кГц должна быть в диапазоне 25÷40мкм (0-пик).
Шлифовка.
Листы поликарбоната хорошо поддаются шлифованию влажным способом в противоположность сухому методу при котором происходит выделение фрикционного тепла. Для достижения наибольшей эффективности обработки следует использовать охлажденную воду. Для шлифования с хорошим результатом, лучше всего использовать кремниевую наждачную бумагу (для грубой обработки с зернистостью 80, для тонкой -280). Для финишного шлифования рекомендуется шкурка с зернистостью 400 или 600.
|
|
|
Склеивание.
Склеивание требует следования некоторым обязательным рекомендациям:
· торцы листов должны быть освобожденными от любых загрязнений;
· поверхности должны быть гладкими и ровными;
· растворитель или лак должны сохранять работоспособность во время всего рабочего периода приложения давления;
· при использовании растворителей для соединения деталей из поликарбоната необходимо контролировать климатические условия в рабочем помещении. Поддерживание низкой влажности позволит исключить эффект беления и использовать малоактивные лаки;
· давление при фиксации соединения должно осуществляться до полного его отверждения;
· при работе с растворителями следует обеспечить хорошую вентиляцию помещения.
Очистка деталей из поликарбоната производиться метиловым или изопропиловым спиртом, мягкими мыльными растворами, гептаном или гексаном. Очистка не должна производиться с помощью частично гидрированных углеводородов, кетонами, такими как МЭК, сильными кислотами или алкалинами, такими как гидроокись натрия.
Формование.
Термоформование.
Существует несколько способов термоформования, которые могут быть использованы для листов поликарбоната: нагрев листов с последующим применением матриц и механических усилий, давления воздуха или вакуума.
Применяются оба вида матриц – положительные и отрицательные. Необходимая температура для термопластического формования поликарбоната лежит в интервале 180 - 210˚С. Рекомендуется нагревать листы с обеих сторон при используемой мощности инфракрасного (ИК) излучения 30кВт/м2. Для многотиражной формованной продукции из поликарбоната следует использовать матрицы, изготовленные из таких жестких материалов как алюминий и сталь. При этом необходимо поддерживать определенную температуру матрицы. Оптимальные температуры матрицы, при которых достигается высокое качество поверхности изделий из поликарбоната составляют 80 - 120˚С, а для холодных участков формуемого листа до 130˚С. Перед формованием необходимо подвергать листы предварительной сушке, которая осуществляется при температурах 120˚С, зеркальные отражающие листы при 110-115˚С в камерах с циркуляцией воздуха для каждого листа индивидуально с удалением защитной пленки. Продолжительность предварительной сушки зависит от количества влаги, поглощенной листом, и от его толщины. Поэтому наилучший способ определения требуемого времени сушки состоит в следующем:
· Из листа опытной партии вырежьте 2 - 3 небольших образца материала.
· Поместите эти образцы в печь, нагретую до температуры предварительной сушки (110 °С÷120 °С).
· Через каждые 2 - 3 часа извлекайте очередной образец из печи и нагревайте его до температуры формовки (170 °С - 180 °С).
· Следите за появлением пузырей на образце. Если через 10 минут пузыри не образуются, значит, материал высушен. Если пузыри появятся, это будет означать, что требуется дополнительная сушка.
· Определив продолжительность сушки, переходите к предварительной сушке всей партии листового материала.
При формовании листов поликарбоната с защитным слоем от ультрафиолетового (УФ) излучения следует учитывать, что достаточный УФ-защитный слой сохраняется только в том случае, когда соотношение вытяжки не превышает 1:1,5
Вакуумформование.
Прямое вакуумформование является одним из самых распространенных процессов формования. При вакуумформовании лист поликарбоната зажимается в раму и нагревается. Когда лист достигнет эластичного состояния, он опускается в негативную форму в виде углубления. Воздух удаляется из формы с помощью вакуума и под действием атмосферного давления горячий лист облегает форму по всему контуру. После охлаждения изделие извлекается из формы.
Холодное формование.
Монолитный листовой поликарбонат можно изгибать в холодном состоянии, это дает огромную свободу дизайнерских решений при его использовании для покрытия архитектурных сооружений сложной формы – арок, куполов, конусов, цилиндров. При изгибании монолитного поликарбоната под прямыми углами минимальный радиус изгиба зависит от толщины листа
| Толщина листа (мм) | Радиус сгиба (мм) | Максимальный угол сгиба |
| 1÷2÷2,5 | 90˚ | |
| 3÷4 | 90˚ | |
| 5÷6 | 90˚ |
Горячий изгиб.
Листы поликарбоната могут быть согнуты с малым радиусом в месте сгибания посредством нагревания необходимой области с обеих сторон электрическим линейным (проволочным) нагревателем и быстрого сгибания листа по линии нагрева. Если достигнута оптимальная температура листа (приблизительно 160˚С) и сопротивление сгибанию невелико процесс проходит легко. Предварительная сушка необходима только в случае появления эффекта пузырения в зоне сгибания. В случае осуществления процесса сгибания в недогретом состоянии возникающие внутренние напряжения могут привести к растрескиванию материала. Защитную пленку необходимо удалять с обеих сторон листа или, по крайней мере, с зоны нагрева.
Маркировка, транспортировка и хранение.
На каждый лист на защитной пленке наносится маркировка, содержащая:
- обозначение внешней стороны (для установления листа определенной стороной наружу);
- дату изготовления.
Допускается в маркировке указывать дополнительную информацию по согласованию изготовителя и потребителя.
Листы должны транспортироваться упакованными в пачки на поддонах, на которые наклеивается этикетка с указанием:
- наименования или товарного знака предприятия-изготовителя;
- торговой марки
- номера заказа (партии);
- условного обозначения листов;
- количества листов в пачке.
Листы из поликарбоната могут транспортироваться любым видом транспорта в соответствии с установленными Правилами перевозок грузов. Размещение и крепление поддонов с листами в транспортных средствах должно производиться в соответствии с Техническими условиями погрузки и крепления грузов, действующими на данном виде транспорта.
При погрузо-разгрузочных работах и транспортировке поддонов с листами из поликарбоната следует обращаться осторожно, во избежании возникновения царапин и повреждения краев.
Условия транспортирования и хранения листов, а также способы их упаковки должны обеспечивать предохранение изделий от загрязнений, деформаций и механических повреждений. Поддоны с листами следует перевозить в крытых транспортных средствах при условии обеспечения защиты их от атмосферных осадков.
Листы поликарбоната должны храниться в защищенных от атмосферного воздействия (солнце, дождь и т.д.) условиях. Листы одной длины следует укладывать друг на друга. В случае, если складируются листы разной длины, то более длинные листы следует укладывать вниз для того, чтобы избежать прогибания и свешивания краев листа из-за отсутствия опоры. Не размещайте пачки листов там, где по ним будут ходить или в них могут въехать. Складировать ПК необходимо на деревянных брусьях шириной не менее 100 мм, в стопку один на один высотой не более 1000 мм. Стопку плит необходимо закрыть непрозрачным материалом.
Монтаж листов ПК
Общие рекомендации
- Поверхность листов из поликарбонатачувствительна к механическим воздействиям. Поэтому монтаж следует производить, не удаляя защитную пленку с обеих поверхностей плиты.
- Материал способен впитывать влагу из атмосферы. Снижение относительной влажности может привести к образованию конденсата внутри каналов листа, удалить который уже в собранной конструкции будет нелегко. Поэтому перед монтажом необходимо выдержать материал несколько суток в сухом помещении, а затем заклеить торцы самоклеющейся алюминиевой лентой. В случае, если конденсат уже образовался, его можно удалить, продувая пустоты сжатым воздухом.
· Не следует применять на поверхности ПК газо- и паронепроницаемые материалы (например, полиэфирные и металлизированные пленки). Влага, выпарившаяся на поверхность, образует тонкий слой воды между СПК и нанесенной пленкой. Следствием может явиться образование пузырей, отслоение пленки или почернение металлизированного слоя.
- Крыши из ПК следует всегда проектировать с наклоном как минимум 5° (около 90 мм/м), чтобы обеспечить сток дождевой воды.
· Запрещается ходить непосредственно по листам. В случае необходимости следует применять доски, опирающиеся, как минимум, на несколько ребер плиты.
2.2.Монтаж листов СПК.
Для правильного монтажа, следует все настоящие рекомендации соотнести с особенностями конструкции и с условиями, в которых будет происходить монтаж.
Крепление СПК должно быть последней операцией монтажа. Запрещен монтаж плит, поврежденных во время транспортировки или обработки. Несущая конструкция должна быть полностью подготовленной: все составляющие элементы закреплены на своих местах, если конструкция окрашивалась или покрывалась специальными растворами, то все они должны быть высушены.
СПК имеют слой, устойчивый к воздействию УФ. Эта сторона покрыта пленкой с многочисленными надписями (содержащими рекомендации по складированию, обработке, монтажу и т.д .). Листы следует монтировать указанной стороной вверх (наружу). Незадолго до монтажа, необходимо отсоединить защитную пленку с обеих сторон листа на расстоянии около 50 мм от краев и опорных поверхностей. Полностью защитную пленку следует снять только после завершения монтажа.
Листы нужно устанавливать так, чтобы направление ребер соответствовало направлению наклона крыши (плоскость ребер – вертикальная), что обеспечит более эффективный отвод конденсата.
Каналы должны быть защищены от проникновения пыли и насекомых, а также от излишней влаги. Верхний край листа должен быть плотно закрыт. Для этого применяется самоклеящаяся непроницаемая лента HDPE (маркировка TZ-Z…) шириной, соответствующей ширине плиты. Нижний край плиты защищается самоклеящейся, пропускающей водяной пар, лентой HDPE (маркировка TZ-P…) соответствующей ширины. Она не позволяет проникать в каналы пыли и насекомым, но пропускает в каналы воздух, благодаря чему происходит выравнивание парциального давления водяного пара в воздухе, находящемся в каналах, и снаружи. При этом изоляционные свойства листа не ухудшаются.
Края листов, установленных на скатах крыш, таких как наклонные навесы, двухскатные и арочные кровли, кроме защиты соответствующими лентами, требуют также применения алюминиевого профиля типа «F» или поликарбонатного типа «U», а также уплотнения силиконом.
Нужно убедиться в том, что все вспомогательные средства, использованные в ходе монтажа, не влияют отрицательным образом на листы.
Следует обеспечить необходимую ширину опорной поверхности листа в крепящем профиле не менее 20 мм. Важно помнить, что по крайней мере одно ребро должно быть установлено и закреплено в профиле несущей системы. Ввиду теплового расширения поликарбонатных плит, которое, как правило, выше, чем у остальных материалов, применяющихся в конструкции, эти плиты не могут быть закреплены слишком плотно. Установка без достаточного зазора приведет к температурным напряжениям и боковому выпучиванию! На практике, требуемый зазор может быть определен как 3 мм на каждый метр длины либо ширины формата. Запрещено чрезмерно крепкое крепление и зажим плит, ибо это ограничивает свободу расширения и отрицательно сказывается на конструкции.
На коньковых навесах, а также в местах больших ветровых нагрузок необходимы дополнительные крепления. Для этого применяются грибкообразные прокладки. В этом случае не следует сильно зажимать винты. Максимальное провисание плиты на коньковый навес должно составлять 50-60 мм, что обеспечит правильный сток дождевой воды в сточную трубу.
Рис.1. Крепление плит алюминиевым профилем к несущей.

| g – толщина плиты е – глубина установки плиты | b- толщина основы х – свойственный размер соединения l – длина винта |
Рис.2: Крепление листов алюминиевой системой.

Рис. 3: Дополнительное крепление листа ПК
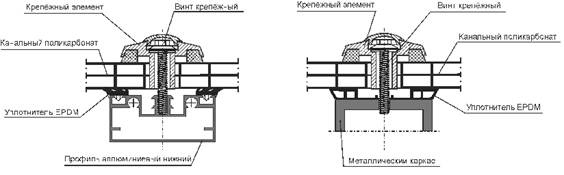
Рис. 4: Крепление конькового элемента.

Рис.5. Защита внутреннего пространства каналов.

|
|
|
