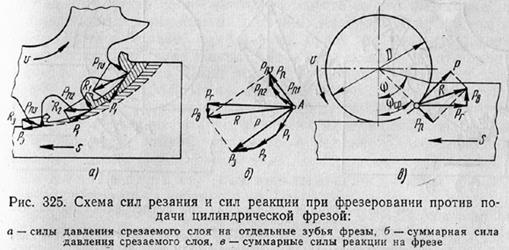
Силы резания при фрезеровании и факторы, влияющие на их величину.
Окружная, или тангенциальная, сила Р является наиболее важной, так как она производит основную работу резания. По величине силы Р определяют мощность электродвигателя привода станка и рассчитывают на прочность валы, зубчатые колеса и другие звенья привода станка.
 2. Радиальная сила Р р представляет то усилие (противодавление), с которым обрабатываемая заготовка стремится оттолкнуть от себя фрезу; эта сила изгибает фрезерную оправку и давит на опоры шпинделя.
2. Радиальная сила Р р представляет то усилие (противодавление), с которым обрабатываемая заготовка стремится оттолкнуть от себя фрезу; эта сила изгибает фрезерную оправку и давит на опоры шпинделя.
3. Горизонтальная составляющая силы резания Р г представляет усилие, которое необходимо приложить к столу станка для осуществления рабочей подачи.
При этом при фрезеровании против подачи направление горизонтальной составляющей Р г противоположно направлению движения стола. Поэтому механизм, перемещающий стол (механизм винта и гайки), должен преодолеть силу Р г. Так как при фрезеровании и при перемещении стола вхолостую приходится преодолевать сопротивление движению, витки винта и гайки остаются все время прижатыми друг к другу. Если между ними имеются зазоры, то они на работе вредно не сказываются, так как сила Р г выбирает эти зазоры.
При фрезеровании по подаче горизонтальная составляющая Р г направлена в сторону движения стола. При этом методе фрезерования направление вращения фрезы совпадает с направлением подачи стола, но так как фреза вращается быстрее, чем движется стол, то зуб фрезы подтягивает за собой стол с обрабатываемой заготовкой на величину зазора между ходовым винтом и гайкой. Когда зуб фрезы выходит из контакта с обрабатываемой поверхностью заготовки и резание прекращается, прекращается и действие силы Р г. Стол на короткое время останавливается, пока винт продольной подачи не выберет зазора в гайке и не возобновит перемещение стола. Тогда вступает в работу новый зуб фрезы и снова проявляется действие силы Р г) которая потянет за собой заготовку вместе со столом станка, и стол переместится рывком на величину зазора между винтом и гайкой. Следовательно, каждый раз будет получаться рывок вперед, остановка стола, новый рывок и т. д., т. е. работа будет протекать неспокойно. Лишь тогда, когда между винтом и гайкой нет зазора, работа может быть спокойной. Как было изложено ранее, для устранения зазора между гайкой и винтом отечественные фрезерные станки, начиная с модели 6Б82, снабжены компенсирующей гайкой на винте продольного перемещения стола.
4. Вертикальная составляющая силы резания Р в направлена вертикально. При этом:
при фрезеровании против подачи (рис. 325) вертикальная составляющая Р в стремится поднять закрепленную в приспособлении заготовку вместе со столом и консолью станка. Кроме того, сила Рв вызывает вибрации станка, так как меняется от нуля до максимума вследствие переменной толщины стружки. Поэтому сила Р в ухудшает процесс фрезерования;
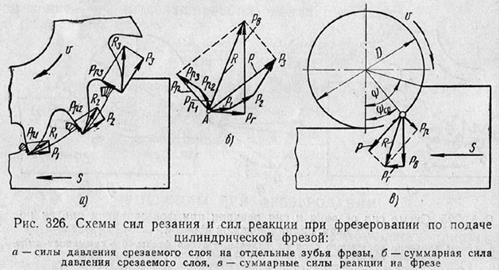
при фрезеровании по подаче (рис. 326) вертикальная составляющая Р в прижимает обрабатываемую заготовку к столу; здесь сила Р в улучшает условия обработки.
Таким образом, составляющие результирующей силы R необходимо учитывать при работе на станке. Горизонтальную составляющую Р г необходимо преодолеть, осуществляя рабочую подачу стола станка. Вертикальная составляющая Р в при фрезеровании по подаче прижимает обрабатываемую заготовку к столу или зажимному приспособлению и, наоборот, при фрезеровании против подачи отрывает обрабатываемую заготовку от стола или из зажимного приспособления.
При работе фрез с винтовыми зубьями к окружной и радиальной силам прибавляется еще осевая, обозначаемая Р о, В зависимости от направления винтовой линии осевая сила стремится вытащить оправку из шпинделя или, наоборот, вогнать ее в шпиндель (см. табл. 3 и 4).
Осевая сила Р о при работе цилиндрическими или концевыми фрезами с винтовыми зубьями оказывает давление на упорные подшипники шпинделя фрезерного станка, действует на приспособление для закрепления заготовки, нагружает винт поперечной подачи и направляющие станка.
Воспользуйтесь поиском по сайту:



