 |


Формование изделий из бетонных смесей
|
|
|
|
ЗАДАНИЕ №26
1. Требования к формам. Классификация.
Классификация форм.
1) В зависимости от организации технологического процесса:
Неподвижные (стендовые) - собираемые на формовочных стендах;
Перемещаемые (передвижные и переносные) — перемещаются краном или на вагонетках.
2) В зависимости от условий работы:
Силовые (напрягаемые) - усилие от натяжения арматуры передается на упоры формы;
Не силовые (ненапрягаемые) - обычные.
3) В зависимости от числа изделий одновременно изготавливаемых в форме:
Одиночные - индивидуальные - на одно изделие;
Групповые - для нескольких изделий.
4) В зависимости от вида изделий:
Линейные (b ≤ 2h; L ≥ 15h);
Плоскостные (b > 2h);
Стеночные (b ≤ 2h; L < 15h);
Трубчатые.
L - длина; b - ширина; h - высота изделия в положении формования.
5) В зависимости от расположения изделий при формовании:
Горизонтальные;
Вертикальные - кассетные.
6) В зависимости от материала, из которого изготовлены формы:
Металлические (стальные, алюминиевые) формы;
Железобетонные формы;
Деревянные формы;
Комбинированные формы;
Стеклопластиковые формы;
Деревянные формы:
Рабочие поверхности имеют полимерное покрытие, остальные поверхности покрывают специальными составами, препятствующими проникновению влаги.
Рабочие поверхности как правило изготавливают из брусьев и досок, для форм повышенного качества из специальной фанеры.
Деревянные формы не обладают стабильностью размеров и достаточной оборачиваемостью, поэтому имеют ограниченное применение.
Стеклопластиковые Формы:
Целесообразно применять для изготовления фасадных изделий с рельефом. Также формы изготавливаются в виде оболочки толщиной 5 - 8 мм с ребрами жесткости, для снижения деформативности.
|
|
|
Комбинированные формы:
При изготовлении больших форм помимо оболочки изготавливается несущая конструкция в виде стального или деревянного поддона.
Железобетонные формы:
Наиболее доступны по применяемым материалам и стоимости. Рабочая поверхность может иметь полимерный слой, может быть и без него.
Рекомендуется использовать железобетонные формы для изготовления изделий различного назначения и очертаний.
7) В зависимости от конструкции:
С поддонами;
Бортовые формы (бортовая оснастка);
Формы — матрицы;
Специальные конструкции форм.
8) В зависимости от конструктивных особенностей, связанных с освобождением изделий:
Неразъемные;
Сборно-разборные;
С шарнирно-открывающими бортами;
С отодвигающимися бортами.
Технологические требования к формам.
В процессе эксплуатации к формам и формовочной оснастке предъявляют ряд требований, основными из которых являются:
- Соблюдение проектных размеров изделий;
- Получение гладких высококачественных поверхностей;
- Минимум трудовых затрат на съем готового изделия и сборку-разборку форм;
- Соответствие габаритов и массы форм параметрам технологического оборудования;
- Обеспечение минимального влияния на качество изделий деформаций формы при тепловой обработке и напряжении арматуры.
Трудоемкость съема готового изделия зависит от конструктивного решения узлов форм, применения специальных устройств, тщательной очистки формы от остатков бетона предыдущего формования и надлежащей смазки поверхностей формы.
Во избежание заклинивания изделий боковыми поверхностями форм необходимо придавать уклон от 1:10 до 1:20 в сторону съема изделия.
Уменьшение площади соприкосновения формы с бетоном при извлечении изделия достигается за счет:
|
|
|
Открывания бортов;
Удаления вкладышей;
Удаления съемных стенок.
2. Конструктивные элементы металлических форм
Назначение форм и формовочной оснастки.
Заключается в придании уплотняемой бетонной смеси требуемых очертаний и геометрических размеров, соответствующих проектным параметрам.
В зависимости от способа производства, вида бетонной смеси, типа изделий форма или оснастка снимается в различные периоды времени:
- Непосредственно после формования (бортовая оснастка);
- После приобретения изделием распалубочной прочности или достижении им 70 % проектной прочности (форма).
От качества форм зависят не только геометрические размеры изделий и внешний вид, но и:
плотность;
прочность бетона;
трещиностойкость изделий;
жесткость изделий;
конечный выгиб ПН конструкций.
Конструктивные элементы форм.
Наибольшее распространение получили формы с поддонами и бортами. Эти формы предназначены для изготовления: плит, балок, колонн и т. д.
Как правило, такие формы состоят:
1) Поддоны:
Конструируют по балочной схеме из швеллеров № 14 - 18 и листовой стали толщиной 8-10 мм.




 - Раскосная одинарная решетка
- Раскосная одинарная решетка

 - Раскосная двойная решетка
- Раскосная двойная решетка

 - Раскосная решетка с одной продольной балкой
- Раскосная решетка с одной продольной балкой
 - Раскосная решетка с двумя продольными балками
- Раскосная решетка с двумя продольными балками
Раскосная решетка в поддонах значительно увеличивает жесткость конструкции.
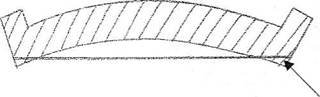
2) Поддоны с выгибом:
Предназначены для изготовления ПН конструкций.
Они обеспечивают восприятие сил натяжения арматуры за счет предварительного выгиба поддона тягами.
Тяга (А-IIIв. Aт-IVc)
Число и диаметр тяг определяют расчетом.
Выгиб поддона погашается при натяжении арматуры.
Конструкция поддона формы должна обеспечивать минимальный эксцентриситет между осью напрягаемой арматурой и центральной плоскостью сечения формы; для снижения (уменьшения) момента изгибающего форму:

Оси совпадают:

3) Бортовые элементы:
Выполняют из швеллеров, уголков или составными из листов и уголков. Борта к поддонам, как правило, крепят пластинчатыми или трубчатыми шарнирами. Продольные и поперечные борта форм скрепляют между собой замками различной конструкции.
|
|
|
Наиболее простыми являются накидные замки. Могут применяться также натяжные и другие устройства.
Резьбовые замки натяжного типа обеспечивают плотное соединение бортов. 
4) Подъемные петли или скобы для подъема формы при транспортировании:
Приваривают к поддону на расстоянии 1/5 длины формы, от ее концов. Конструкция скоб не должна увеличивать габариты формы.
5) Вкладыши для дверных. окопных проемов:
Могут быть съемными или несъемными, которые приварены к поддону.
Съёмный вкладыш:
Несъемный вкладыш:

3. Чистка и смазка форм. Виды смазок.
Срок службы форм зависит не только от надежности их конструкции, но и от ухода за ними в процессе эксплуатации.
Основные требования правильной эксплуатации сводятся к тщательной очистке форм, освобожденных от изделий, к применению хорошей смазки, облегчающей извлечение готовых изделий, а также к рациональной организации текущего и предупредительного планового ремонта форм.
Чистка форм.
При формовании изделий на металлической форме или поддоне после распалубки остаются мелкие кусочки бетона, поверхности покрываются цементной пленкой, остатками смазки и др. если форму не чистить, на ней образуется слой затвердевшего бетона, который ухудшает качество изделий и затрудняет их распалубку.
Поэтому формы после каждого цикла формования очищают, применяя для этого различные приспособления.
Машины с абразивными кругами:
Применяются только для периодической чистки форм (1 раз в 2 - 3 месяца). При этом поверхности формы должны быть гладкими.
При частом использовании таких машин очищаемые поверхности быстро изнашиваются.
Машины с металлическими мягкими щетками:
Такие машины эффективны только на незапущенных поддонах для очистки их после каждого цикла промывания. Применение жестких щеток не желательно, т.к. царапают поверхность металла, что увеличивает сцепление бетона с поддоном.
Машины с инерционной фрезой:
Фреза имеет 6 пальцев, на которых: свободно висят металлические кольца. При вращении фрезы кольца ударяют по очищаемой поверхности поддона и дробят оставшуюся на нем пленку схватившегося цемента.
|
|
|
Форму очищают по двум схемам:
1) Машина передвигается над формой (форма не подвижна)
2) Форма перемещается под машиной.
Инерционная фреза:


Блок инерционных фрез - 1 - располагаются в шахматном порядке.
После обработки поддона инерционной фрезой все остатки, отделившиеся частицы сметают с поверхности металлическими щетками.
Химический способ очистки форм:
Основан на свойстве некоторых кислот (соляной), разрушать цементную пленку. Для очистки необходим: 7-15% раствор технической соляной кислоты, в зависимости от толщины пленки, температуры форм.
Например, при увеличении температуры формы с 20°С до 50°С скорость реакции увеличивается в 10 раз.
Химическую очистку форм рекомендуют проводить не более 2-х раз в год.
Смазка форм.
На качество железобетонных изделий существенно влияет сцепление бетона с поверхностью формы.
Одним из способов уменьшения сцепления является применение различных смазок.
Смазка для форм должна удовлетворять следующим требованиям:
1) По консистенции должна быть пригодной для нанесения распылителем или кистью на холодные или нагретые до 40°С поверхности формы.
2) Ко времени извлечения изделия из формы смазка должна превращаться в прослойку, не вызывающую сцепления с поверхностью форм.
3) Не оказывать вредного воздействия на бетон, не приводить к образованию пятен и подтеков на лицевой поверхности изделия.
4) Не вызывать коррозии рабочей поверхности форм.
5) Не создавать антисанитарных условий в цехах и быть пожаробезопасной.
6) Технология приготовления смазки должна быть простой, позволяющей механизировать процессы ее нанесения.
Виды смазок.
Смазки, которые применяются на заводах железобетонных изделий можно разделить на три группы.
| СМАЗКИ | ||
| Водные и водно- | Водно-масляные и водно-мыльно- | Машинные масла, |
| масляные | керосиновые эмульсии | нефтепродукты и их смеси |
| суспензии | ||
| - Водные растворы | - Коллоидные системы, состоящие из | - Керосин |
| минеральных | двух малорастворимых друг в друге | - Петролатум |
| веществ | жидкостей | - Машинные масла |
| (тонкодисперсных) | прямые; | - Соляровое масло, солидол |
| - Известковая | обратные. | и зола 1:0,5:1,3 по массе |
| -Меловая | Прямые эмульсии («масло в воде»): | - Соляровое масло, солидол |
| - Глиняная | и автол 1:1:1 | |
| - Шламовая | Эмульсол ЭКС в количестве 10л на | Парафино-керосиновая |
| 100л смазки; вода мягкая = 90л, сода | смазка 1:3 | |
| Такие смазки | кальцинированная = 0,7кг. | |
| просты в | Применение таких смазок | |
| приготовлении и | Обратные эмульсии ОЭ - 2 («вода в масле») - более водостойкие | ограничено их высокой |
| имеют низкую | стоимостью. | |
| стоимость, но не | и вязкие: | |
| всегда дают | 20л ЭКС на 100л | |
| хорошие | водный раствор (насыщенный | |
| результаты при | извести): | |
| распалубке | 1 г извести на 1л воды = 53л | |
| изделий. | вода = 27л |
|
|
|
Способы нанесения смазок.
Ручное нанесение;
Механизированное нанесение - при помощи удочки или распылителей.
4. Укладка и распределение бетонной смеси
Укладка и распределение бетонной смеси.
Укладка бетонной смеси и равномерное ее распределение внутри форм, по поверхности поддонов является важной технологической задачей, т. к. от этого зависит равномерность прочности по всей площади.
Укладка и разравнивание бетонной смеси является трудоемкой операцией, особенно при изготовлении изделий сложной конфигурации из жестких бетонных смесей. Для укладки бетонной смеси используют:
- Бункера;
- Бетонораздатчики;
- Бетоноукладчики;
- Фактуроукладчики.
Бункера и бетонораздатчики выдают бетонную смесь в форму, как правило без разравнивания.
Бетоноукладчики имеют бункера, установленные на раме и дополнительные устройства для распределения бетонной смеси в форме.
Способы укладки бетонной смеси.
Схемы укладки бетонных смесей:
1) С вибронасадком.
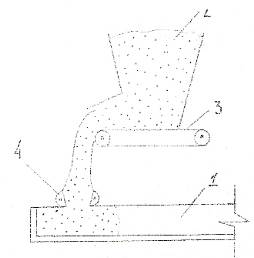
1 - форма; 2 - бункер; 3 - ленточный питатель; 4 - вибронасадок.
2) С вибролотковым питателем.

5 - вибролотковый питатель.
3) С плужковым разранивателем.

1 — плужковый разравниватель.
4) С поворотной воронкой.
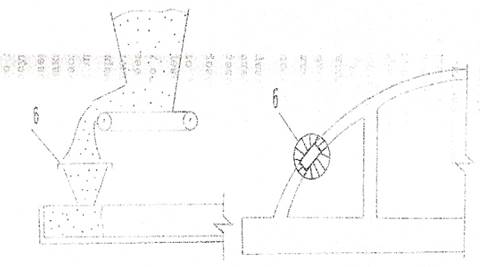
6 - поворотная воронка
5) С винтовым питателем.

8 - винтовой питатель; 9 - распределительный конус.
Для укладки бетонной смеси в линейные конструкции используется бетонораздатчик консольного типа СМЖ 71А:
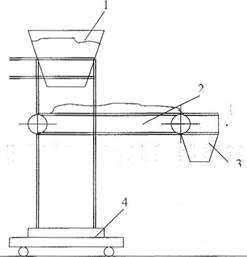
1 - бункер V = 1,8 м3; 2 - питатель ленточный; 3 - течка для выдачи смеси; 4 - поворотная платформа.
Радиус выдачи смеси = 4400 мм.
Бетоноукладчики оснащают ленточными питателями, вибронасадками, вибропротяжными устройствами, поворотными воронками, плужковыми разравнивателями, вибролотками, которые позволяют равномерно распределить бетонную смесь в форме.
Схема бетоноукладчика:

1- малый бункер (для фактурного слоя); 2 большой бункер; 3 - поворотная
воронка; 4 заглаживающий брус.
Эффективным способом транспортирования и укладки литых и подвижных бетонных смесей в вертикальные формы - кассеты - является система пневмотранспорта, включающая в себя камерный питатель, самоходный бетоноукладчик и бетоновод.
Параметры устройств для укладки и распределения бетонной смеси.
1) Полезный объем бункеров, при периодическом их заполнении:
ƞ- пусготность бетонной смеси.
2) При непрерывном заполнении бункера:
V≥ 1м3
3) При формовании изделий из литых и подвижных бетонных смесей применяют бункеры с наклоном стенок 55° - 65° и сечением выходного отверстия 200x400 мм;
4) При формовании изделий из малоподвижных бетонных смесей применяют бункеры с наклоном стенок = 70° и сечением выходного отверстия 400x500 мм;
5) Транспортная скорость бетоноукладчиков: v = 20 - 25 м /мин,
Скорость рабочего хода бетоноукладчиков с поворотной воронкой: v = 15 - 18 м / мин,
Скорость рабочего хода фактуроукладчиков: v = 10 - 12 м/мин,
Скорость рабочего хода поперечных кареток бетоноукладчиков: v = 6 - 8 м/мин.
5. Усадка и ползучесть бетона.
Усадка бетона – процесс твердения сопровождается изменением объема. Уменьшение объема происходит при твердении в атмосферных условиях, при твердении в воде. Уменьшение может не происходить и может наблюдаться некоторое набухание. Усадка бетона происходит за счет физико-химических процессов, твердение цемента. Суммарная величина усадки складывается из 3 частей: влажностной, контракционной, корбанизационной. Влажностная усадка происходит за счет перемещения и испарения влаги, она имеет наибольшую по абсолюту величину. Контракционная - вызывается тем, что конечные продукты гидратации цемента занимают меньший объем, чем сумма первоначальных компонентов. Корбанизационная усадка – происходит в результате корбанации гидрата окиси кальция и идет от поверхности бетона в глубину. Влажностная и корбанизационная усадки протекают уже в затворенном бетоне и вызывают возникновение трещин. Это наиболее часто наблюдается в местах расположенных предварительно напряженной арматуры, а так же на изделиях с большой открытой поверхностью. Контракционная усадка проходит в начале периода твердения и трещинообразования не вызывает. Усадка увеличивается с увеличением расхода воды и Ц в мелко зерновых бетонах и бетонах на пористых заполнителях. Величина усадки зависит от многих факторов но в основном для определения ползучести следующая формула: Eу=Еуmax*ξ1*ξ2*ξ3*ξ4, Еу – предельное значение для бетона для данного вида, определенного вида. Еуmax- предельная значение усадки состава бетона. (В/Ц=0,5; ЦТ=0,2; кубики 2,5х2,5х2,5; W=70%), ξ1…4-безразмерный коэффициент учитывающий: 1.водоизмерительное соотношение, 2.содержание Ц теста, 3.размер образца, 4.Влажная окр. Среда.
Полз. бетона – его способность деформироваться во времени при длительном действии постоянной нагрузки. Причина недостаточно ясна, считается, что это обусловлено пластическими св-ми цементного камня и изменением состояния основной составляющей бетона.
Деформация ползучести чаще наблюд-ся в первые сроки после приложения нагрузки, но и у бетона 1го года и больше.
Факторы, как при деформации усадки:
Расход и вид цемента, ВЦ, вид и крупность заполнителя, степень уплотнения бетона, степень гидратации цемента к моменту приложения нагрузки, температура и влажность окруж.среды и самого бетона, размеры образца и относительное значение напряжения бетона.
Мера ползучести – с=εполн/σ,
Где εполн= деформация ползучести.
Температурная деформация. Бетон при нагревании расширяется и сжимается при охлаждении, в среднем коэффициент линейного расширения a=10*10^-6 однако он может изменятся в зависимости от состава бетона и свойств заполнителя и вяжущего. С увеличением крупности заполнителя а увеличивается. Гранит (9.8*10^-6), Керамзит (7,5*10^-6), Известняк (8,5*10^-6).
|
|
|
