 |


Операционные технологические процессы. Термины.
|
|
|
|
Этапы подготовки управляющих программ.
Одним из важных технических мероприятий, определяющим эффективность эксплуатации станков с ЧПУ, является подготовка УП для обработки детали на станке, включающая в себя два этапа. На первом этапе производится сбор геометрической и технологической информации. К геометрической информации, определяемойиз чертежа детали, относятся: координаты центров отверстий; радиусы дуг окружностей контура; координаты центров этих окружностей; координаты опорных точек; элементы траектории и др. К технологической информации, определяемой служебным назначением детали и техническими условиями на ее изготовление, а такжеиз справочников и каталогов, относятся: операционная технологическая карта; данные о режущем и вспомогательном инструменте и оснастке; режим резания; задание технологических команд и др.
На втором этапе полученная информация переводится на машинный язык, который воспринимается системой ЧПУ. Перед кодированием и записью УП на программоноситель информация должна быть четко откорректирована в целях изготовления детали требуемого качества за минимальное время. Для повышения эффективности работы станков с ЧПУ необходимо сокращать время подготовки УП и ее стоимость.
МЕТОДЫ ПОДГОТОВКИ УПРАВЛЯЮЩИХ ПРОГРАММ
Управляющие программы (УП) могут быть подготовлены ручным или автоматизированным методами.
При изготовлении простых по конфигурации деталей, когда трудоемкость подготовки УП вручную соизмерима с трудоемкостью подготовки исходных данных для расчетов на ЭВМ, используют ручной метод. Ручное программирование применяется и для систем ЧПУ класса НМС с набором программ непосредственно на пульте УЧПУ. Для выполнения ручного программирования необходимы: чертеж детали с техническими требованиями на ее изготовление; руководство по эксплуатации станка с ЧПУ; инструкция по программированию для УЧПУ данного станка; каталог режущего инструмента с настроечными размерами; нормативы режимов резания. Результатом ручного программирования является текстовая или табличная запись кадров УП, которые затем наносятся перфоратором на перфоленту в виде соответствующих комбинаций остерегай или набирается на пульте УЧПУ.
|
|
|
Ручная подготовка УП (рис. 4.1) состоит из следующих этапов:
1) изучение технологом чертежа детали в целях получения геометрической информации и разработки технических условий на исходную заготовку с учетом минимального съема стружки при обработке; 2) разработка маршрутной технологии обработки, представляемой в виде последовательности операций с выбором режущих и вспомогательных инструментов, станочных приспособлений; 3) разработка технологом-программистом операционного технологического процесса с определением схемы закрепления заготовки, с расчетом (или выбором) режимов резания, с построением траекторий движения режущих инструментов, с указанием места входа и выхода инструмента и позиции исполнительного органа станка для смены инструмента; 4) расчет координат опорных точек траектории движения режущих инструментов; 5) составление расчетно-технологической карты; 6) разработка карты наладки станка; 7) кодирование информации (формирование кадров УП с их записью в виде текста или таблицы); 8) нанесение информации на программоноситель; 9) контроль УП и ее коррекция.
Нанесение информации на программоноситель осуществляет; оператор, обслуживающий устройства записи УП, например, на перфоленту. Перфолента передается оператору станка с ЧПУ. На станке, оснащенном соответствующими приспособлениями, режущим, вспомогательным и измерительным инструментом, производится обработка заготовки. После обработки осуществляют контроль фактических размеров детали. При выходе этих значений за предельно допустимые производят необходимую корректировку УП и перфоленты. Автоматизированный метод подготовки УП с использованием ЭВМ снижает стоимость УП и ускоряет их подготовку.
|
|
|
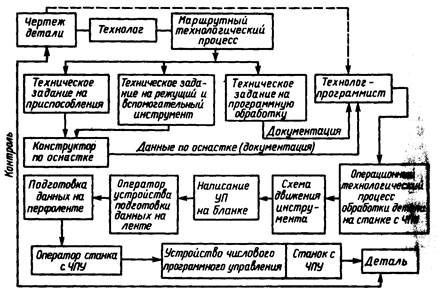
Рис.1. Структурная схема ручной подготовки управляющих программ.
Операционные технологические процессы. Термины.
Технологическим процессом называют часть производственного процесса, содержащую целенаправленные действия по изменению и (или) определению состояния предмета труда. В результате выполнения технологических процессов изменяются физико-химические свойства материалов, геометрическая форма, размеры м относительное положение элементов деталей, качество поверхности и т. д. Технологический процесс выполняют на рабочих местах.
Рабочее место — это часть цеха, в котором размещено соответствующее технологическое оборудование. Технологический процесс состоит из технологических и вспомогательных операций.
Технологической операцией при обработке резанием называют законченную часть технологического процесса обработки заготовки, выполняемую на одном рабочем месте. Технологические операции делятся на технологические и вспомогательные переходы, а также на рабочие и вспомогательные ходы.
Технологический переход — законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке. При обработке резанием технологический переход — это процесс получения каждой новой поверхности или сочетания поверхностей одним инструментом. Обработку осуществляют за один переход (например, сверление отверстия) или за несколько переходов (например, сверление, зенкерование и развертывание отверстия).
Вспомогательный переход — законченная часть технологической операции, состоящая из действия человека и (или) оборудования, которые не сопровождаются изменением свойств предметов труда, но необходимы для выполнения технологического перехода; например, установка обрабатываемой заготовки, ее закрепление, смена режущего инструмента. Переходы могут совмещаться во времени путем одновременной обработки нескольких поверхностей детали несколькими режущими инструментами (например, торца и отверстия). Переходы можно выполнять последовательно, параллельно (например, одновременная обработка нескольких поверхностей на агрегатных или многорезцовых стайках) и параллельно-последовательно.
|
|
|
При работе на станке с ЧПУ используют также элементарный переход, т. е. обработку отдельного участка (зоны) поверхности одним режущим инструментом.
Рабочим ходом называют законченную часть технологического перехода, состоящую из однократного перемещения инструмента относительно заготовки, сопровождаемого изменением формы, размеров, качества поверхности или свойств заготовки.
Вспомогательный ход отличается от рабочего тем, что он не сопровождается перечисленными изменениями заготовки. При обработке резанием при каждом рабочем ходе с поверхности или сочетания поверхностей заготовки снимается один слой материала. Чтобы заготовку обработать, ее нужно установить с требуемой точностью в приспособлении или на столе станка.
Установка - это часть технологической операции, выполняемая при неизменном закреплении заготовки. Операция может выполняться за одну или несколько установок. Например, для токарной обработки вала или втулки, как правило, необходимы две установки. Положение объекта производства относительно оборудования или инструмента изменяют поворотными или другими устройствами. В этом случае он занимает несколько позиций.
Позицией называют фиксированное положение, занимаемо* неизменно закрепленной обрабатываемой заготовкой совместно с приспособлением относительно инструмента или неподвижной части оборудования при выполнении определенной части операции (одного или нескольких переходов).
Проектирование операционного технологического процесса включает в себя: выбор заготовки, станочных приспособлений, режущих и вспомогательных инструментов; определение числа установок, числа и последовательности выполнения переходов и рабочих ходов; расчет (или выбор по таблицам) режима резания. Проектирование должно осуществляться с учетом требуемого качества обработки и максимальной производительности. Построение операций механической обработки на станках с ЧПУ в принципе не отличается от построения аналогичных операций для обработки на станках с ручным управлением.
|
|
|
При проектировании операция обработки важным является правильные выбор заготовок. Так, для токарных станков с ЧПУ использование заготовок из проката для изготовления ступенчатых деталей типа тел вращения во многих случаях нерационально из-за большой трудоемкости обработки и значительных отходов металла в стружку. В многономенклатурном производстве рационально использовать комплексные штампованные заготовки (рис. 4.2), приближенные по форме и размерам к готовой детали, но с таким расчетом, чтобы из одной и той же заготовки можно было изготовить несколько деталей разных типоразмеров. Для снижения трудоемкости обработки и отходов материала в ряде случаев следует предварительную обработку заготовок производить на обычной оборудовании, а окончательную — на станках с ЧПУ.
Кодирование информации.
Сформированный технологом-программистом или наладчиком операционный технологический процесс должен быть описан на машинном языке. Различные модели ЧПУ имеют свои способы задания технологических команд, описанных в руководстве по программированию. Запись УП осуществляется в буквенно-цифровом виде. При этом буквами обозначают оси координат исполнительных органов станка, а также технологические команды.
Вся УП состоит из кадров. Кадр программы (фраза) - последовательность слов, расположенных в определенном порядке и несущих информацию об одной технологической рабочей операции. Слово программы - последовательность символов, находящихся в определенной связи как единое целое, например G27, M08, X27. Глава программы – определенное число заданных в необходимой последовательности кадров, первый из которых является главным, т. е. характеризующим начальное состояние следующего за ним участка программы. В главном кадре программируют подготовительные функции, размерную информацию (по всем координатам), подачу, частоту вращения шпинделя, инструмент и вспомогательные функции. Формат - условная запись структуры кадра УП с максимально возможным объемом информации. Формат определяет набор и последовательность расположения применяемых слов, объем информации каждого слова.
|
|
|
Как уже отмечалось, УП содержит буквенно-цифровые записи (команды). Для того чтобы электронное устройство, каким по своей сути является УЧПУ, могло воспринимать символы записанные в УП принята кодировка. При этом каждый буквенный символ имеет свой цифровой эквивалент. Но и этого не достаточно. Электронное устройство способно распознать всего две цифры 0 и 1, что соответствует низкому и высокому уровню электрического сигнала.
Существуют понятия „цифра" (О, 1, 2, 3,.... 8, 9) и „число", являющееся последовательностью цифр с учетом их разрядности. Совокупность приемов, наименования и обозначения (записи) чисел называется счислением. Для построения системы счисления в качестве основания можно использовать любое целое число В ≥1. Тогда любое число можно записать следующим образом:
A=AnBn-1+…+ A2B1+A1B0
где A1, A2 … An – цифры; В – основание; n – разряд числа.
Десятичная система счисления (основание В = 10). Число 659,45 в этой системе можно записать в виде: 6 • 102 + 5 • 101 + 9 • 100 + 4 • 10-1 + 5 • 10-2. В десятичной системе счисления, таким образом, число является суммой произведения цифр (0,1,2,..., 9) на 10 в степени, определяемой разрядностью этого числа.
В двоичной системе счисления всего две цифры 0 и 1. Чтобы представить цифры от 0 до 9 в двоичной системе счисления необходимо использовать четырехразрядные двоичные числа.
Табл. 1. Таблица преобразования десятичных цифр к двоичной системе счисления
| Табл. 2. Десятичные цифры | Табл. 3. В=2 | Табл. 4. Как образуется число | |||
| Табл. 5. 23 | Табл. 6. 22 | Табл. 7. 21 | Табл. 8. 20 | ||
| Табл. 9. 0 | Табл. 10. 0 | Табл. 11. 0 | Табл. 12. 0 | Табл. 13. 0 | Табл. 14. 0*8+0*4+0*2+0*1=0 |
| Табл. 15. 1 | Табл. 16. 0 | Табл. 17. 0 | Табл. 18. 0 | Табл. 19. 1 | Табл. 20. 0*8+0*4+0*2+1*1=1 |
| Табл. 21. 2 | Табл. 22. 0 | Табл. 23. 0 | Табл. 24. 1 | Табл. 25. 0 | Табл. 26. 0*8+0*4+1*2+0*1=2 |
| Табл. 27. 3 | Табл. 28. 0 | Табл. 29. 0 | Табл. 30. 1 | Табл. 31. 1 | Табл. 32. 0*8+0*4+1*2+1*1 =3 |
| Табл. 33. 4 | Табл. 34. 0 | Табл. 35. 1 | Табл. 36. 0 | Табл. 37. 0 | Табл. 38. 0*8+1*4+0*2+0*1=4 |
| Табл. 39. 5 | Табл. 40. 0 | Табл. 41. 1 | Табл. 42. 0 | Табл. 43. 1 | Табл. 44. 0*8+1*4+0*2+1*1=5 |
| Табл. 45. 6 | Табл. 46. 0 | Табл. 47. 1 | Табл. 48. 1 | Табл. 49. 0 | Табл. 50. 0*8+1*4+1*2+0*1=6 |
| Табл. 51. 7 | Табл. 52. 0 | Табл. 53. 1 | Табл. 54. 1 | Табл. 55. 1 | Табл. 56. 0*8+1*4+1*2+1*1=7 |
| Табл. 57. 8 | Табл. 58. 1 | Табл. 59. 0 | Табл. 60. 0 | Табл. 61. 0 | Табл. 62. 1*8+0*4+0*2+0*1=8 |
| Табл. 63. 9 | Табл. 64. 1 | Табл. 65. 0 | Табл. 66. 0 | Табл. 67. 1 | Табл. 68. 1*8+0*4+0*2+1*1=9 |
Таким образом, любое слово УП можно представить в виде комбинации нулей и единиц или другими словами перевести на машинный язык.
Как уже отмечалось ранее каждому символу используемому в управляющих программах присвоен цифровой эквивалент – код. Для первых станков с ЧПУ был использован код ИСО-7 бит. Этот код предназначен для записи информации на восьмидорожечной перфоленте и позволяет кодировать 128 символов.
Восьмая дорожка необходима для обеспечения помехозащищенности кода. Помехозащищенность осуществляется построчным контролем на четность. Для этого на восьмой дорожка осуществляется пробивка, в случае если на семи предыдущих число отверстий нечетное.
Целые числа, записанные в одной системе счисления, в новую систему счисления переводятся последовательным делением числа и получаемых частных на основании той системы, в которую оно переводится, до тех пор, пока не получится частное меньше основания системы. Результатом будут остатки от деления, прочитанные в порядке, обратном их получению, и последнее частное.
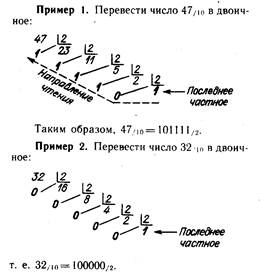
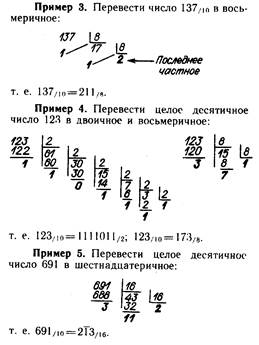
Рис.2. Примеры перевода чисел из одной системы счисления в другую.
|
|
|
