 |


Диаграмма состояния «железо–цементит»
|
|
|
|
На диаграмме состояния «железо–цементит» приведены фазовый состав и структура сплавов с концентрацией углерода от 0 до 6,67% (рис. 6.2).
Область перитектического превращения в районе температуры плавления чистого железа условно не показана.
Линия АСD – линия ликвидус, линия начала кристаллизации сплавов. Выше этой линии все сплавы находятся в жидком состоянии.
Линия АECF – линия солидус, линия конца кристаллизации сплавов. Ниже этой линии все сплавы находятся в твердом состоянии.
Линии АС и DС показывают температуры начала кристаллизации аустенита (АС) и первичного цементита (DС). При выделении из жидкой фазы кристаллов аустенита состав жидкой фазы будет обогащаться углеродом и по мере снижения температуры изменяться по линии АС. Состав твердой фазы (аустенита) при этом будет обогащаться углеродом и изменяться по линии АE. При выделении из жидкой фазы кристаллов первичного цементита состав ее будет обедняться углеродом и с понижением температуры изменяться по линии DС. Состав твердой фазы (цементита) остается постоянным. Количество углерода в цементите – 6,67%.
При достижении температуры 1147°С состав жидкой фазы для любого сплава, расположенного между концентрациями от точки Е (2,14% С) до точки F (6,67% С), будет соответствовать точке С (4,3% С). При этой температуре оставшаяся часть жидкой фазы данного состава кристаллизуется при постоянной температуре с образованием эвтектической механической смеси, содержащей то же количество углерода, что и жидкость, т.е. 4,3%. Эта эвтектика называется ледебуритом. Она состоит из аустенита состава точки Е (2,14% С) и цементита состава точки F (6,67% С) Ж.ФС «ЛС(АЕ + Fe3C). Линия ЕСF обозначает постоянную температуру образования эвтектики ледебурита и температуру конца кристаллизации сплавов, содержащих углерода более 2,14%. Эта линия называется линией эвтектического превращения. Структура сплава, содержащего 4,3% углерода, будет состоять только из ледебурита. В сплавах, расположенных левее точки С, в избытке будет находиться аустенит и структура их после затвердевания будет состоять из первичных кристаллов аустенита и ледебурита; для сплавов, расположенных правее точки С в избытке будет находиться цементит, поэтому структура этих сплавов после затвердевания состоит из первичных кристаллов цементита и ледебурита.
|
|
|
Сплавы, расположенные левее точки Е, после окончания процесса кристаллизации (область АESG) имеют структуру аустенита.
При дальнейшем охлаждении затвердевших железоуглеродистых сплавов ниже линии АECF (линия солидус) происходят процессы, связанные с изменением растворимости углерода в железе a и g, а также процессы, которые обуславливаются полиморфным превращением железа.
Линия GS показывает температуру начала превращения аустенита в феррит. В сплавах, находящихся левее точки S, при понижении температуры ниже линии GS из аустенита будут выделяться кристаллы феррита.
Линия ЕS представляет собой линию изменения предельной растворимости углерода в аустените в зависимости от температуры. При охлаждении ниже этой линии происходит выделение из аустенита вторичного цементита, а при нагреве на этой линии заканчивается распад вторичного цементита и растворение углерода в аустените. Состав аустенита при понижении температуры будет все время изменяться: в сплавах, находящихся левее точки S, - обогащаться углеродом и изменяться по линии GS; в сплавах, находящихся правее точки S, - обедняться углеродом и изменяться по линии ES.
Ниже линии SECF во всех сплавах при охлаждении из аустенита будет выделяться вторичный цементит по закону линии ES.
|
|
|
При достижении в процессе охлаждения сплавов температуры 727°С состав аустенита для всех сплавов будет соответствовать точке S (0,8% С). При этой температуре аустенит будет превращаться в эвтектоидную механическую смесь, состоящую из феррита и цементита, которая называется перлитом: АS «ПS (ФP + Fe3C).
Следовательно, линия PSK показывает постоянную температуру образования перлита (эвтектоида) при охлаждении. Линия PSK называется линией эвтектоидного, или перлитного, превращения.
Образование перлита протекает при строго определенной постоянной температуре (727°С). Структура сплава, содержащего 0,8% углерода, ниже 727°С будет состоять из перлита. В сплавах, расположенных левее точки S, в избытке будет находиться феррит. Структура таких сплавов состоит из феррита и перлита. Количество феррита увеличивается с уменьшением содержания углерода в сплаве. В сплавах, расположенных правее точки S, в избытке будет находиться цементит. С увеличением содержания углерода количество цементита будет расти. Структура этих сплавов будет состоять из перлита и вторичного цементита (от 0,8 до 2,14% С), при этом вторичный цементит выделяется по границам зерен в виде цементитной сетки; перлита, вторичного цементита и ледебурита (от 2,14 до 4,3% С); ледебурита (4,3% С); первичного цементита и ледебурита (от 4,3 до 6,67% С).
Линия GP показывает температуру конца превращения аустенита в феррит. При охлаждении железоуглеродистых сплавов ниже линии PSK из феррита при понижении температуры будет выделяться третичный цементит. Это связано с уменьшением растворимости углерода в a-железе.
Линия PQ показывает температуру начала выделения третичного цементита из феррита. Третичный цементит может присутствовать во всех сплавах, содержащих более 0,006% С, однако как отдельная фаза он находится только в сплавах, содержащих от 0,006 до 0,02% С.
На рис. 6.2 показана диаграмма состояния системы «железо-цементит» и приведен ряд сплавов с различной концентрацией углерода. Описание процессов, протекающих в сплавах при их охлаждении из жидкого состояния, приведено в табл. 6.1.

Рис. 6.2. Диаграмма состояния системы «железо-цементит»
Влияние углерода на строение и свойства сталей
|
|
|
Сталями называются сплавы железа с углеродом, содержащие углерода до 2,14%. Углерод является важнейшим элементом, определяющим как структуру, так и свойства углеродистых сталей, ее прочность и поведение при производстве деталей и их эксплуатации.
Классификация сталей по структуре. Стальная часть диаграммы состояния «железо-цементит» (до 2,14% С) соответствует структуре стали в отожженном (равновесном) состоянии, т.е. после медленного охлаждения сплавов. По структуре в равновесном состоянии стали подрезделяются:
1) на доэвтектоидные, содержащие от 0,02 до 0,8% углерода. Структура этих сталей состоит из феррита и перлита (табл. 6.1, К2);
2) эвтектоидную, содержащую 0,8% углерода. Структура этой стали состоит из перлита. Зерна перлита состоят из чередующихся пластинок феррита и цементита (табл. 6.1, К3);
3) заэвтектоидные, содержащие от 0,8 до 2,14% углерода. Структура этих сталей состоит из перлита и вторичного цементита (табл. 6.1, К4).
Сплавы железа с углеродом, содержащие углерода до 0,02%, называются техническим железом. Структура их состоит из феррита и небольшого количества третичного цементита (табл. 6.1, К1).
Таблица 6.1 Процессы и микроструктуры железоуглеродистых сплавов при охлаждении
| Сплав | Процессы, происходящие при охлаждении сплава | Конечная микроструктура |
К1
С£0,02%
техническое
железо,
 х1000 х1000
| 1-2 Охлаждение жидкого сплава 2-3 Выделение из жидкого сплава кристаллов аустенита: Ж®А (перитектическое превращение условно не учитывается) 3-4 Охлаждение аустенита 4-5 Превращение аустенита в феррит: А®Ф 5-6 Охлаждение феррита 6-7 Выделение из феррита третичного цементита: Ф+ЦIII | 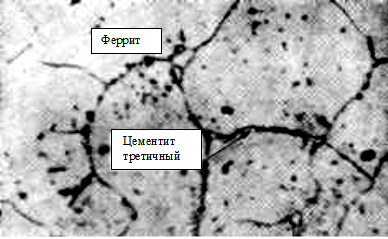
|
| Сплав | Процессы, происходящие при охлаждении сплава | Конечная микроструктура |
К3
С=0,8%
эвтектоидная
сталь,
х500

| 1-2 Охлаждение жидкого сплава 2-3 Кристаллизация жидкого сплава с образованием аустенита: Ж®А 3-4 Охлаждение аустенита 4 Эвтектоидное превращение: А0,8% С ® П0,8% С (Ф0,02% С + Ц6,67% С) 4-5 Выделение из феррита третичного цементита: Ф+ЦIII | 
|
| К4 С=0,8…2,14% заэвтектоидная сталь, х500 | 1-2 Охлаждение жидкого сплава 2-3 Кристаллизация жидкого сплава с образованием аустенита: Ж®А 3-4 Охлаждение аустенита 4-5 Выделение из аустенита кристаллов вторичного цементита: А+ЦII 5 Эвтектоидное превращение: А0,8% С ® П0,8% С (Ф0,02% С + Ц6,67% С) 5-6 Выделение из феррита третичного цементита: Ф+ЦIII | 
|
|
|
|
Классификация сталей по содержанию углерода. Чем больше углерода в стали (до 0,9% С), тем выше твердость, прочность, но ниже пластичность. По содержанию углерода стали подразделяют:
1) на низкоуглеродистые стали с содержанием углерода до 0,2%(08кп, 10, 15, 20). Они обладают высокой пластичностью и используются для деталей сложной формы, штампуемых из листа, а также для сварных конструкций. Стали марок 10, 15, 20 применяют для изготовления цементуемых деталей;
2) среднеуглеродистые стали с содержанием углерода от 0,2 до 0,65%. Их используют в термообработанном состоянии для изготовления осей, валов, плунжеров, муфт, бандажей и других аналогичных деталей.
Стали марок 55, 60 с содержанием углерода 0,5...0,6% применяют для изготовления пружин и пружинных деталей (закалка и средний отпуск);
3) высокоуглеродистые стали с содержанием углерода 0,7% и более (У7, У8, У10, У12) термически обрабатывают на высокую прочность и твердость (закалка и низкий отпуск) и применяют для мерительного и режущего инструментов.
Структура, свойства и применение чугунов
Сплавы железа с углеродом с содержанием углерода более 2,14% называются чугунами.
В зависимости от условий кристаллизации и последующей обработки углерод в чугунах может находиться в виде цементита либо в виде графита. В соответствии с этим различают две группы чугунов - белые и серые.
Белые чугуны по структуре могут состоять из перлита и ледебурита (доэвтектические чугуны с содержанием углерода до 4,3%), ледебурита (эвтектический белый чугун) и ледебурита и цементита (заэвтектические белые чугуны, содержащие более 4,3% С).
Из-за присутствия в белых чугунах большого количества цементита они тверды и хрупки и для изготовления деталей машин практически не используются. Иногда на некоторых участках чугунных деталей (коренные шейки коленчатых валов, прокатные валки и т.д.) специально получают отбеленный поверхностный слой в целях повышения твердости и износостойкости.
Серые чугуны содержат большую часть углерода в виде графита. По форме графитовых включений они подразделяются на серые, ковкие и высокопрочные. Наличие графита в свободном состоянии приводит к уменьшению прочности, коэффициента трения и амплитуды резонансных колебаний (при этом гасится вибрация).
Серый чугун маркируется буквами: С - серый, Ч - чугун, например: СЧ10, СЧ15, СЧ18. Цифры обозначают предел прочности чугуна в кгс/мм2. В сером чугуне ледебурит отсутствует, а углерод частично или полностью находится в виде пластинчатого графита (рис. 6.3).
|
|
|

Рис. 6.3. Серый чугун с пластинчатым графитом: перлитоферритографитная микроструктура, х200
Основная металлическая матрица серого чугуна может состоять из феррита, смеси феррита и перлита или перлита. Соответственно этому подобные чугуны часто называются ферритными, ферритно-перлитными и перлитными. Серые Ф-П чугуны используют для изготовления деталей, испытывающих средние динамические нагрузки (блоки цилиндров двигателей, головки цилиндров, корпуса гидронасосов и др.) и работающих в условиях трения (гильзы цилиндров, барабаны сцепления и др.).
Перлитные серые чугуны применяют для изготовления деталей, работающих при достаточно высоких динамических нагрузках и в условиях трения (шестерни, звездочки, храповики, шпиндели, поршневые кольца и др.).
Ковкий чугун отличается тем, что углерод в нем находится в свободном состоянии в форме хлопьевидного графита (рис. 6.4).

Рис. 6.4. Ковкий чугун с хлопьевидным графитом: ферритографитная микроструктура, х250
Ковкие чугуны получают путем специального отжига белого чугуна. В зависимости от режима отжига основная металлическая матрица может быть ферритной, ферритно-перлитной и перлитной. Образующиеся участки графита имеют вид крупных пятнистых включений неправильной формы с глубоко изрезанными границами.
Ковкий чугун маркируется буквами: К - ковкий, Ч - чугун, например: КЧ 30-6, КЧ 35-10. Первая цифра обозначает предел прочности чугуна в кгс/мм2, вторая - относительное удлинение в %. Ферритно-перлитные и перлитные ковкие чугуны применяют для изготовления деталей, работающих при высоких статических и динамических нагрузках и в тяжелых условиях износа (муфты, звездочки и звенья приводных цепей, тормозные колодки, коленчатые валы, лопасти центробежных дробеметных барабанов и др.).
Высокопрочный чугун характеризуется тем, что углерод в нем в значительной степени или полностью находится в свободном состоянии в форме шаровидного графита (рис. 6.5).
Такие чугуны получают путем добавки в жидкий чугун перед разливкой небольших количеств определенных элементов (Mg, Zr, Ge и др.), которые изменяют условия кристаллизации. Графит имеет почти правильную шаровидную форму с четко очерченными границами.

Рис. 6.5. Высокопрочный чугун с шаровидным графитом: перлитоферритографитная микроструктура, х200
Основная структура обычно представляет собой перлит. Иногда вокруг графита наблюдается оболочка феррита.
Высокопрочный чугун маркируется буквами: В - высокопрочный, Ч - чугун, например: ВЧ 35, ВЧ 70. Цифра обозначает предел прочности чугуна в кгс/мм2. Высокопрочные чугуны применяют для изготовления ответственных деталей, испытывающих знакопеременные динамические нагрузки (коленчатые валы двигателей, кронштейны, шестерни, тормозные диски, прокатные валки и др.).
Задание и методические рекомендации
1. Изучить диаграмму состояния «железо-цементит», на ее графическом изображении обозначить области существования соответствующих структур и фазовый состав сплавов.
2. Указать значения линий и точек диаграммы.
3. Дать определение и характеристику свойств основных фаз и двухфазных структур железоуглеродистых сплавов.
4. Для заданного сплава построить кривую охлаждения и указать, какие превращения происходят при охлаждении.
5. Изучить под микроскопом или на компьютере микроструктуру сталей с различным содержанием углерода. Зарисовать микроструктуру. В соответствии с диаграммой определить основные структурные составляющие и обозначить их на рисунках. Пользуясь справочными таблицами, указать основные механические характеристики сталей и их применение.
6. По структуре отоженной стали определить процентное содержание углерода. Например, в доэвтектоидной стали содержится 20% перлита и, следовательно, 80% феррита (определяем на глаз под микроскопом или по микрофотографии). При приближенном расчете, не учитывая содержания углерода в феррите, считают, что весь углерод находится только в перлите. В этом случае количество углерода в стали определяется так:
100% перлита содержат 0,8% С, 20% перлита содержит х1 % С.
Тогда х1=  = 0,16% С.
= 0,16% С.
При более точном определении содержание углерода в стали, особенно в малоуглеродистой, необходимо учитывать углерод, содержащийся в феррите и в третичном цементите, который определяется следующим образом: 100% феррита содержат 0,025% С (при 727°С),
80% феррита содержат х2% С. Тогда
х2=  = 0,02% С.
= 0,02% С.
Содержание углерода в стали равно сумме: х1+х2.
Если сталь заэвтектоидная и ее структура содержит 95% перлита и 5% вторичного цементита, содержание углерода в стали определяется так:
1) 100% перлита содержат 0,8% С, 95% перлита содержат х1 % С.
Тогда х1=  = 0,76 % С;
= 0,76 % С;
2) 100% цементита содержат 6,67% С, 5% цементита содержат х2% С. Тогда х2=  = 0,33% С.
= 0,33% С.
Содержание углерода в стали равно х1+х2.
7. Рассмотреть классификацию и способы производства различных чугунов. Изучить под микроскопом или на компьютере структуру различных марок чугунов, зарисовать ее в таблице с обозначением основных фаз и структур. Указать основные механические характеристики и применение различных чугунов.
Контрольные вопросы
1. Какие фазы и сложные структуры образуются в железоуглеродистых сплавах?
2. Как называются линии, точки и отдельные области диаграммы "железо-цементит"?
3. Как изменяется структура сталей в равновесном состоянии по мере увеличения содержания в ней углерода? Как классифицируются стали по структуре?
4. Как классифицируются стали по содержанию в них углерода?
Как они маркируются?
5. Как изменяются свойства сталей в зависимости от их структуры и содержания углерода? Указать области применения сталей с различным содержанием углерода.
6. Как изменяются свойства чугуна в зависимости от их структуры? Указать области применения серых, ковких и высокопрочных чугунов.
Лабораторная работа № 7
Термическая обработка углеродистых сталей
Цель работы
1. Ознакомиться с различными видами термической обработки углеродистых сталей и их назначением.
2. Разобраться в сущности упрочняющей термической обработки сталей (закалка и отпуск). Научиться правильно выбирать режимы нагрева сталей под закалку по диаграмме состояния "железо-цементит".
3. Изучить способы и технологию закалки сталей, их преимущества и недостатки.
4. Экспериментально определить влияние на закаливаемость сталей: а) их состава (содержания углерода); б) скорости непрерывного охлаждения из аустенитной области.
5. Экспериментально исследовать влияние отпуска при различной температуре на структуру и свойства закаленной стали.
6. Изучить с помощью металлографического микроскопа микроструктуру сталей после различных видов термической обработки.
Содержание работы
Теория термической обработки сталей базируется на четырех основных превращениях:
1) превращение перлита в аустенит при нагреве выше точек А1 или А3;
2) превращение аустенита в перлит при охлаждении ниже точек А1, А3 (изотермический распад аустенита и распад аустенита при непрерывном охлаждении);
3) превращение аустенита в мартенсит при закалке сталей;
4) превращения мартенсита и остаточного аустенита при нагреве (отпуск сталей).
Для полного или частичного перевода сталей в структурно-равновесное состояние применяют различные виды отжига.
Отжигом называют такой вид термической обработки, при котором сталь нагревают ниже или выше температуры критических точек, выдерживают при этой температуре и затем медленно охлаждают.
Отжиг I рода проводят при температурах выше или ниже температур фазовых превращений. К отжигу I рода относятся диффузионный отжиг (гомогенизация), рекристаллизационный отжиг и отжиг для снятия внутренних напряжений. Этот вид термообработки в зависимости от температурных условий его выполнения устраняет химическую или структурную неоднородность, созданную предшествующими обработками.
Отжиг II рода заключается в нагреве стали до температур выше точек А1 или А3, выдержке и, как правило, последующем медленном охлаждении (вместе с печью). При этом виде отжига протекают фазовые превращения, определяющие структуру и свойства стали. Для сталей проводят следующие виды отжига: полный отжиг с температурой нагрева доэвтектоидных сталей выше температуры А3 и заэвтектоидных сталей выше температуры А1 и неполный отжиг, когда температура выше А1, но ниже А3. Структура сталей после отжига: перлит + феррит, перлит или перлит + цементит. Отжиг II рода применяют для получения равновесной структуры в целях снижения твердости, повышения пластичности и вязкости стали; улучшения обрабатываемости; измельчения зерна.
Нормализация (рис. 7.3, режим V4) заключается в нагреве доэвтектоидной стали до температуры, превышающей точку А3 на 40…50°С, заэвтектоидной стали до температуры выше критических точек Аст также на 40…50°С, в непродолжительной выдержке для завершения фазовых превращений и охлаждении на воздухе. Углеродистые стали после нормализации несколько прочнее, чем после отжига. Их пластичность при этом ниже максимально возможной. Так как при производстве полуфабрикатов (прутков, уголков, швеллеров, листов, полос и др.) методами горячей обработки давлением после деформации их охлаждение происходит на воздухе, то структура и свойства таких полуфабрикатов соответствуют нормализованному состоянию, что обычно указывается в справочниках.
Настоящая работа посвящена упрочняющим видам термической обработки углеродистых сталей - закалке и отпуску.
Закалка - это термическая операция, состоящая из нагрева стали до температуры аустенитного состояния, выдержки при этой температуре с последующим охлаждением со скоростью больше критической в целях получения структурно-неустойчивого состояния. В результате закалки аустенит превращается в мартенсит.
Мартенсит представляет собой пересыщенный (неравновесный) напряженный твердый раствор углерода в a-железе (рис. 7.1).
Уровень пересыщенности определяется содержанием в стали углерода и характеризуется понятием «степень тетрагональности мартенсита» - с/а, где с - наибольшее ребро, а - наименьшее ребро искаженной ОЦК кристаллической решетки мартенсита.
Таким образом, закаливаемость - способность сталей упрочняться закалкой - зависит от содержания в стали углерода. Закаливаемыми считаются средне- и высокоуглеродистые стали (начиная с содержания в стали 0,25% С и более).

Рис. 7.1. Мелкоигольчатый мартенсит, х500. Сталь марки У8
Определение режимов нагрева сталей под закалку
Для назначения режимов нагрева сталей под закалку используется диаграмма «железо-цементит».
Целью нагрева является получение аустенитной структуры. При этом цементит должен распасться, а углерод равномерно раствориться во всем объеме аустенита. Доэвтектоидные стали нагреваются выше критических точек А3 на 30...50°С (Ас3), а заэвтектоидные выше А1 на 30...50°С (Ас1).
Нагрев до более высоких температур вызывает рост зерна аустенита, увеличение уровня внутренних напряжений в сталях при закалке, возможное коробление, трещинообразование и поэтому нежелателен. Практически время выдержки для углеродистых сталей выбирается из расчета - одна минута на каждый миллиметр сечения детали.
Наиболее существенное влияние на свойства стали оказывает скорость охлаждения. Изменяя скорость охлаждения, можно изменить структуру и свойства стали. Различные закалочные среды обеспечивают следующие скорости охлаждения в интервале температур 650...550°С: вода при температуре 18°С - 600 град/с; вода при температуре 74°С - 300 град/с; минеральное машинное масло - 150 град/с; трансформаторное масло - 120 град/с; спокойный воздух - 3 град/с.
Как было отмечено ранее, для превращения аустенита в мартенсит деталь необходимо охлаждать со скоростью больше критической. При этом распад аустенита не успевает начаться, и при температуре ниже температуры начала мартенситного превращения (Мн) протекает бездиффузионное превращения аустенита в мартенсит. Критическая скорость закалки – это минимальная скорость охлаждения, при которой образуется мартенсит. Эта скорость представляет собой касательную к линии начала распада аустенита на диаграмме его изотермического распада. На этой же диаграмме удобно графически изобразить различные способы закалки (координаты: температура-время, рис. 7.2).

Рис. 7.2. Схема диаграммы изотермического распада аустенита для стали У8 с нанесенными на ней режимами охлаждения при различных способах закалки
Время сквозного прогрева, максимальная температура нагрева и время выдержки стальных деталей при нужной температуре определяются составом стали, формой и размерами закаливаемых деталей. Способы закалки характеризуются различными режимами охлаждения при закалке.
Непрерывная закалка (1) предусматривает охлаждение сталей в одной среде (воде, масле или любой другой, обеспечивающей охлаждение со скоростью больше Vкр). В результате в стали образуется мартенситная структура. Но так как мартенситное превращение протекает быстро и сопровождается увеличением объема, то в деталях высок уровень внутренних напряжений, возможно трещинообразование, коробление и другие дефекты.
Прерывистая закалка (2) - это закалка в двух средах. Сначала сталь охлаждается в среде с большей скоростью охлаждения до температуры несколько выше Мн, а далее со значительно меньшей скоростью. Это может быть, например, закалка из воды в масло. Мартенситное превращение в этом случае протекает медленнее, что приводит к снижению уровня внутренних напряжений, уменьшению коробления и трещинообразования.
Ступенчатая закалка (3) предусматривает охлаждение с большой скоростью до температуры несколько выше Мн, изотермическую выдержку при этой температуре в пределах инкубационного периода (не доходя до линии начала изотермического распада аустенита) и последующее довольно медленное охлаждение. Этот способ практически не имеет недостатков, присущих предыдущим способам. Перед мартенситным превращением температура детали выравнивается во всем объеме. Мартенситное превращение протекает одновременно во всем объеме детали с умеренной скоростью.
Закалка с самоотпуском может осуществляться при закалке массивных деталей. Охлаждение проводится по одному из вышеназванных способов до образования в поверхностном слое мартенсита, но охлаждение деталей прекращается в тот момент, когда внутренние слои деталей имеют еще довольно высокую температуру и определенный запас тепла. Этого тепла должно быть достаточно для прогрева всей детали до желаемой температуры, при которой и протекает отпуск. Способ требует высокой квалификации термиста или регламентированной по времени механизации процесса извлечения деталей из закалочной ванны, но не требует затрат тепла на процесс отпуска. Закалка и отпуск выполняются с одного нагрева.
Изотермическая закалка (4) проводится так же, как и ступенчатая, но выдержка при температуре несколько выше Мн длительная (до полного распада аустенита с образованием бейнита нижнего (рис. 7.3)).
Изотермическая выдержка может осуществляться в расплавах солей, щелочей или в термостатах. Этот способ закалки, как правило, не требует отпуска, а детали со структурой нижнего бейнита имеют повышенную конструкционную прочность и удельную ударную вязкость.

Рис. 7.3. Бейнит нижний (игольчатый), х1000
Обработка сталей холодом. В высокоуглеродистых (С> 0,6%) и легированных сталях температура конца мартенситного превращения ниже комнатной. При охлаждении деталей при закалке до комнатной температуры мартенситное превращение останавливается и не доходит до конца. В результате закалки кроме мартенсита в структуре частично может присутствовать остаточный аустенит (Аост)(рис.7.4).

Рис. 7.4. Мартенсит и остаточный аустенит, х1000
В целях перевода аустенита в мартенсит и завершения процесса упрочнения при закалке, а чаще для стабилизации размеров закаленных деталей их непосредственно после закалки охлаждают в течение 3-4 часов при температуре -60...-70°С (ниже Мк). При этом остаточный аустенит превращается в мартенсит. После обработки холодом стали чаще всего подвергают низкому отпуску.
После закалки стали с мартенситной структурой находятся в термодинамически неустойчивом состоянии, имеют максимальную твердость и прочность и минимальную пластичность. Промежуточные показатели механических свойств можно получить путем нагрева.
Термическая операция, заключающаяся в нагреве закаленных сталей до температур не выше критических, называется отпуском сталей. На практике различают три вида отпуска: низкий, средний и высокий.
Низкий отпуск - это нагрев закаленной стали до температур 130...250°С, выдержка и охлаждение. При этом снижаются внутренние напряжения, мартенсит закалки превращается в мартенсит отпуска или отпущенный мартенсит (рис. 7.5). Немного улучшается вязкость без заметного снижения твердости. Высокоуглеродистая сталь после низкого отпуска сохраняет твердость в пределах 58...63 HRС и имеет высокую износостойкость. Этому виду отпуска подвергают режущий инструмент, детали после поверхностной закалки, а также после цементации и закалки.

Рис. 7.5. Мартенсит отпуска, х500. Сталь марки У8
Средний отпуск проводится путем нагрева закаленных деталей до температур 350...500°С. Структура стали после отпуска - троостит отпуска (феррит и коагулированные частицы цементита) (рис 7.6).
Твердость средне- и высокоуглеродистых сталей - в пределах 40...50 НRС. Стали при этом имеют высокий предел упругости, предел выносливости и релаксационную стойкость. Средний отпуск применяют обычно для пружин, рессор и большинства ответственных сильно нагруженных деталей авиационной техники.

Рис. 7.6. Троостит отпуска, х1000 (справа вверху – то же, х15000)
Высокий отпуск проводится при температурах 500...680°С. При этом образуется структура - сорбит отпуска (феррит и цементит зернистого строения) (рис. 7.7), обеспечивающая стали наилучшее соотношение прочности и вязкости.
Высокий отпуск применяют для тяжелонагруженных деталей, испытывающих ударные нагрузки.
Термическую обработку, состоящую из закалки и высокого отпуска, называют улучшением сталей.

Рис. 7.7. Сорбит отпуска, х1000 (справа вверху – то же, х15000)
Длительность нагрева при отпуске - 1-2 часа и более. Во избежание термических напряжений после отпуска рекомендуется медленное охлаждение, за исключением сталей, подверженных обратимой отпускной хрупкости, которые от температуры высокого отпуска охлаждают в воде или масле.
Задание и методические рекомендации
1. Изучить содержание работы и заполнить вводную часть отчета по предложенной форме.
2. Нарисовать часть диаграммы «железо-цементит» (область сталей), указать на ней область закалочных температур. Выбрать температуру нагрева под закалку сталей 30, 45, У8.
3. Нарисовать диаграмму изотермического распада аустенита и нанести на ней кривые охлаждения для нормализации и различных способов закалки: а) непрерывной; б) прерывистой в двух средах; в) ступенчатой; г) изотермической.
4. Выполнить закалку в воде углеродистых сталей марок 30, 45, У8. Измерить твердость и построить график зависимости твердости закаленной стали от содержания углерода. Указать причину изменения твердости.
5. Нагреть до закалочной температуры и провести охлаждение стали 45 или У8 в различных охлаждающих средах (воздухе, масле, воде); измерить твердость образцов, пользуясь данными таблицы, построить график зависимости твердости от скорости охлаждения. Указать причину изменения твердости.
6. Провести закалку образцов из стали 45 или У8 в воде и отпуск при различных температурах (температуры отпуска указаны в соответствующей таблице журнала-отчета). Измерить твердость образцов после отпуска и построить график зависимости твердости стали от температуры отпуска. Объяснить причину изменения твердости. Указать структуры, образующиеся при различных температурах отпуска.
7. С помощью металлографического микроскопа или компьютера изучить микроструктуру сталей (4-5 микрошлифов) после различных видов термообработки. Сделать зарисовку микроструктур. Указать свойства и применение сталей после соответствующих видов термической обработки.
Контрольные вопросы
1. Как выбирают температуры нагрева под закалку для доэвтектоидных и заэвтектоидных сталей?
2. Какие структуры получают при изотермическом распаде аустенита?
3. Что такое критическая скорость закалки? Что представляет собой структура сталей после закалки?
4. Какие существуют способы закалки в зависимости от режима охлаждения? В чем их отличие?
5. Охарактеризуйте виды отпуска в зависимости от температуры. Каковы структура, свойства и применение сталей после различных видов отпуска?
6. В каких случаях в стали после закалки кроме мартенсита присутствует остаточный аустенит? Как его перевести в мартенсит?
Лабораторная работа № 8
Особенности упрочняющей термической обработки легированных сталей
Цель работы
1. Изучить влияние легирования на структуру и свойства сталей в равновесном состоянии.
2. Выяснить особенности закалки и отпуска легированных сталей по сравнению с углеродистыми на всех стадиях процесса термического упрочнения.
3. Ознакомиться с нормализацией сталей и их классификацией по структуре после нормализации.
4. Экспериментально определить принадлежность нескольких марок сталей к тому или иному классу по структуре после нормализации.
5. Ознакомится с показателями прокаливаемости сталей. Изучить влияние легирования на прокаливаемость сталей.
6. Провести определение прокаливаемости углеродистой и легированной сталей методом торцевой закалки.
7. Выявить, изучить с помощью оптического микроскопа или компьютера и зарисовать структуры наиболее характерных легированных сталей в различном состоянии, ознакомиться с их свойствами и применением.
Содержание работы
Влияние легирования на структуру и свойства сталей
Легирующие элементы вводятся в стали для улучшения их механических свойств. Путем легирования добиваются повышения прочности, вязкости, прокаливаемости, снижения порога хладноломкости, получают коррозионно-стойкие, жаростойкие и жаропрочные стали.
Чаше всего легирующие элементы образуют с железом твердые растворы. Карбидообразующие легирующие элементы могут также замещать атомы железа в решетке цементита, т.е. образовывать легированный цементит или самостоятельные специальные карбиды. В определенных условиях легирующие элементы могут образовывать с железом или между собой интерметаллические соединения.
Легирующие элементы существенно влияют на температуру полиморфных превращений и область существования a- и g-железа.
Элементы, снижающие температуру точки А3 и повышающие температуру точки А4, называют g-стабилизаторами. К этой группе относятся никель, марганец, а также хром в сочетании с никелем (Cr+Ni). В результате легирования расширяется область существования g-фазы. При определенных степенях легирования в равновесии могут быть получены ферритно-аустенитная и даже полностью аустенитная структуры.
Легирующие элементы, снижающие температуру критической точки А4 и повышающие температуру критической точки А3, называют a-стабилизаторами (Cr, W, Mo, V, Si, Al и др.). При определенных степенях легирования могут быть получены ферритные стали, в которых превращения a-фазы в g-фазу не наблюдается вплоть до температуры плавления.
Легирующие элементы, растворенные в фе<
|
|
|
