 |
Технология производства стали
|
|
|
|
Стали – железоуглеродистые сплавы, содержащие практически до 1,5% углерода, при большем его содержании значительно увеличиваются твердость и хрупкость сталей и они не находят широкого применения (теоретически до 2,14%). Основными исходными материалами для производства стали являются передельный чугун и стальной лом (скрап).
Содержание углерода и примесей в стали значительно ниже, чем в чугуне. Поэтому сущность любого металлургического передела чугуна в сталь – снижение содержания углерода и примесей путем их избирательного окисления и перевода в шлак и газы в процессе плавки.
Железо окисляется в первую очередь при взаимодействии чугуна с кислородом в сталеплавильных печах:
2Fe + O2 = 2FeO + Q
Одновременно с железом окисляются кремний, фосфор, марганец и углерод. Образующийся оксид железа при высоких температурах отдает свой кислород более активным примесям в чугуне, окисляя их.
Процессы выплавки стали осуществляют в три этапа.
1. Первый этап – расплавление шихты и нагрев ванны жидкого металла. Температура металла сравнительно невысокая, интенсивно происходит окисление железа, образование оксида железа и окисление примесей: кремния, марганца и фосфора.
Наиболее важная задача этапа – удаление фосфора. Для этого желательно проведение плавки в основной печи, где шлак содержит CaO. Фосфорный ангидрид P2O5 образует с оксидом железа нестойкое соединение (FeO)3 x P2O5. Оксид кальция CaO – более сильное основание, чем оксид железа, поэтому при невысоких температурах связывает P2O5 и переводит его в шлак:
2P + 5FeO + 4CaO = (CaO)4 x P2O5 + 5Fe
Для удаления фосфора необходимы невысокие температура ванны металла и шлака, достаточное содержание в шлаке FeO. Для повышения содержания FeO в шлаке и ускорения окисления примесей в печь добавляют железную руду и окалину, наводя железистый шлак. По мере удаления фосфора из металла в шлак, содержание фосфора в шлаке увеличивается. Поэтому необходимо убрать этот шлак с зеркала металла и заменить его новым со свежими добавками CaO.
|
|
|
2. Второй этап – кипение металлической ванны. Начинается по мере прогрева до более высоких температур. При повышении температуры более интенсивно протекает реакция окисления углерода, происходящая с поглощением теплоты:
FeO + C = CO + Fe – Q
Для окисления углерода в металл вводят незначительное количество руды, окалины или вдувают кислород. При реакции оксида железа с углеродом, пузырьки оксида углерода CO выделяются из жидкого металла, вызывая «кипение ванны». При «кипении» уменьшается содержание углерода в металле до требуемого, выравнивается температура по объему ванны, частично удаляются неметаллические включения, прилипающие к всплывающим пузырькам CO, а также газы, проникающие в пузырьки CO. Все это способствует повышению качества металла. Следовательно, этот этап – основной в процессе выплавки стали.
Также создаются условия для удаления серы. Сера в стали находится в виде сульфида (FeS), который растворяется также в основном шлаке. Чем выше температура, тем большее количество сульфида железа FeS растворяется в шлаке и взаимодействует с оксидом кальция CaO:
FeS + CaO = CaS + FeO
Образующееся соединение CaS растворяется в шлаке, но не растворяется в железе, поэтому сера удаляется в шлак.
3. Третий этап – раскисление стали. Заключается в восстановлении оксида железа, растворённого в жидком металле. При плавке повышение содержания кислорода в металле необходимо для окисления примесей, но в готовой стали кислород – вредная примесь, так как понижает механические свойства стали, особенно при высоких температурах.
|
|
|
Сталь раскисляют двумя способами: осаждающим и диффузионным.
Осаждающее раскисление осуществляется введением в жидкую сталь растворимых раскислителей (ферромарганца, ферросилиция, алюминия), содержащих элементы, которые обладают большим сродством к кислороду, чем железо. В результате раскисления восстанавливается железо и образуются оксиды: MnO, SiO2, Al2O5, которые имеют меньшую плотность, чем сталь, и удаляются в шлак.
Диффузионное раскисление осуществляется раскислением шлака. Ферромарганец, ферросилиций и алюминий в измельчённом виде загружают на поверхность шлака. Раскислители, восстанавливая оксид железа, уменьшают его содержание в шлаке. Следовательно, оксид железа, растворённый в стали переходит в шлак. Образующиеся при этом процессе оксиды остаются в шлаке, а восстановленное железо переходит в сталь, при этом в стали снижается содержание неметаллических включений и повышается ее качество.
В зависимости от степени раскисления выплавляют стали:
спокойные – спокойная сталь получается при полном раскислении в печи и ковше.
кипящие – кипящая сталь раскислена в печи неполностью. Ее раскисление продолжается в изложнице при затвердевании слитка, благодаря взаимодействию оксида железа и углерода: FeO + C = Fe + CO. Образующийся оксид углерода CO выделяется из стали, способствуя удалению из стали азота и водорода, газы выделяются в виде пузырьков, вызывая её кипение. Кипящая сталь не содержит неметаллических включений, поэтому обладает хорошей пластичностью.
полуспокойные – полуспокойная сталь имеет промежуточную раскисленность между спокойной и кипящей. Частично она раскисляется в печи и в ковше, а частично – в изложнице, благодаря взаимодействию оксида железа и углерода, содержащихся в стали.
Основные операции ковки
Основной способ, с помощью которого достигается деформация ковких или пластичных металлов. Ковка бывает ручной и машинной. Нас интересует именно первый способ. Ударами ручника или кувалды достигается желаемая форма заготовки в холодном или разогретом состоянии (в зависимости от ее толщины). Различают свободную и штампованную ковку. Первая осуществляется произвольными ударами молота на усмотрение ковщика. Вторая — ударами по штампу, вдавливанием в заготовленную форму мягкого металла ударами кувалды.
|
|
|
Художественная ковка в основном производится вручную. Нужная форма придается заготовке последовательным механическим воздействием на нее ударными инструментами.
Ручная ковка требует от ковщика не только художественного вкуса, сноровки и кропотливой работы, но и определенных физических данных и выносливости. Поскольку ручник не так уж тяжел, придется нанести в процессе изготовления кованного изделия несчетное количество ударов. А чтобы 8-10-килограммовой кувалдой махать — нужно иметь недюжинную силу. Раньше кузнецы работали в паре — старший (основной) мастер и подручный (молотобоец): старший ручником указывал помощнику место удара кувалдой, направлял весь процесс ковки. В индивидуальной кузнице приходится все ковочные процессы выполнять одному, то есть быть универсалом, как, впрочем, и в других видах художественной обработки металла.
Поскольку многие ковочные операции приходится выполнять с разогретым металлом, очень важно правильно осуществлять его нагрев, который производится в условиях мастерской горелкой или в горне — в зависимости от величины детали и температурных качеств материала. Наиболее благоприятный температурный интервал ковки — в пределах 800-900ºС.
Воздух, необходимый для процесса горения топлива, в горн подается электровентилятором. Огонь в горне необходимо поддерживать ровным, не допускать высокого пламени, поливая, если нужно, водой, чтобы сбить длинные языки пламени в горне и чтобы самый сильный жар концентрировался внутри шахты горна — в горновом гнезде. Золу выгребают кочергой, не раскалывая. Уголь подкладывают не сверху, а по краям. Заготовку помещают под верхний слой углей — там наибольший жар (в нижней части гнезда жар слабее из-за потока поступающего воздуха). Нагрев металла осуществляют медленно, чтобы он прогрелся равномерно и достаточно, но не перегревался, особенно это касается инструментальной стали, перегрев которой чреват трещинами в заготовке и разрушением при ковке.
|
|
|
Если все-таки перегрев какой-то части случится, то ее нужно отрубить. При оптимальном для ковки температурном режиме (800-900ºС) максимально возрастает пластичность стали и в 20 раз снижается ее прочность.
Плазменная сварка
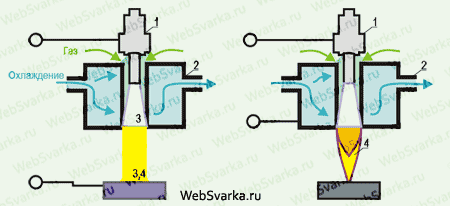
1 - вольфрамовый электрод - катод; 2 - канал сопла; 3 - столб дуги; 4 - поток плазмы
подробная иллюстрация плазменной сварки
Сущность способа.
Плазма - ионизированный газ, содержащий
электрически заряженные частицы и способный проводить ток.
Ионизация газа происходит при его нагреве. Степень ионизации
тем выше, чем выше температура газа. В центральной части сварочной дуги газ нагрет до температур 5000-30000° С, имеет высокую электропроводность, ярко светится и представляет собой типичную плазму. Плазменную струю, используемую для сварки и резки, получают в специальных плазматронах, в которых нагревание газа и его ионизация осуществляются дуговым разрядом в специальных камерах.
Вдуваемый в камеру газ, сжимая столб дуги в канале сопла плазматрона и охлаждая его поверхностные слои, повышает температуру столба. В результате струя проходящего газа, нагреваясь до высоких температур, ионизируется и приобретает свойства плазмы. Увеличение при нагреве объема газа в 50-100 и более раз приводит к истечению плазмы со сверхзвуковыми скоростями. Плазменная струя легко расплавляет любой металл.
Дуговую плазменную струю для сварки и резки получают по двум основным схемам. При плазменной струе прямого действия изделие включено в сварочную цепь дуги, активные пятна которой располагаются на вольфрамовом электроде и изделии. При плазменной струе косвенного действия активные пятна дуги находятся на вольфрамовом электроде и внутренней или боковой поверхности сопла. Плазмообразующий газ может служить также и защитой расплавленного металла от воздуха. В некоторых случаях для защиты расплавленного металла используют подачу отдельной струи специального, более дешевого защитного газа. Газ, перемещающийся вдоль стенок сопла, менее ионизирован и имеет пониженную температуру. Благодаря этому предупреждается расплавление сопла. Однако большинство плазменных горелок имеет дополнительное водяное охлаждение.
Дуговая плазменная струя - интенсивный источник теплоты с широким диапазоном технологических свойств. Ее можно использовать для нагрева, сварки или резки как электропроводных металлов, так и неэлектропроводных материалов, таких как стекло, керамика и др. (плазменная струя косвенного действия). Тепловая эффективность дуговой плазменной струи зависит от величины сварочного тока и напряжения, состава, расхода и скорости истечения плазмообразующего газа, расстояния от сопла до поверхности изделия, скорости перемещения горелки (скорости сварки или резки) и т. д. Геометрическая форма струи может быть также различной (квадратной, круглой и т. д.) и определяться формой выходного отверстий сопла.
|
|
|
Схема шлифования
Детали современных машин представляют собой сочетание плоских и круговых цилиндрических, конических наружных и внутренних поверхностей. Другие поверхности встречаются редко. В соответствии с формами деталей машин наиболее распространены схемы шлифования, приведенные на рис. 7.1.
Для всех технологических способов шлифовальной обработки главным движением резания Vк (в м/с) является вращение круга.
При плоском шлифовании возвратно-поступательное перемещение заготовки является продольной подачей Sпр (в м/мин) (рис. 7.1, а). Для обработки поверхности на всю ширину b заготовка или круг должны перемешаться с поперечной подачей Sп (в мм/дв. ход). Это движение происходит прерывисто (периодически) при крайних положениях заготовки в конце продольного хода.
Периодически производится и подача Sв (в мм) на глубину резания, которая осуществляется также в крайних положениях заготовки, но в конце поперечного хода. При круглом шлифовании продольная подача происходит за счет возвратно-поступательного движения заготовки (рис. 7.1, б). Подача Sпр (в мм/об) соответствует осевому перемещению заготовки за один ее оборот. Вращение заготовки является круговой подачей Sкр (в м/мин)
Sкр = p·Dзаг·nзаг /1000,
где nзаг – частота вращения заготовки, об/мин; Dзаг – диаметр заготовки, мм.
Подачу Sп (в мм/дв.ход, мм/ход) на глубину резания для приведенной схемы обработки производят при крайних положениях заготовки. Движения, осуществляемые при внутреннем шлифовании, показаны на рис. 7.1, в.
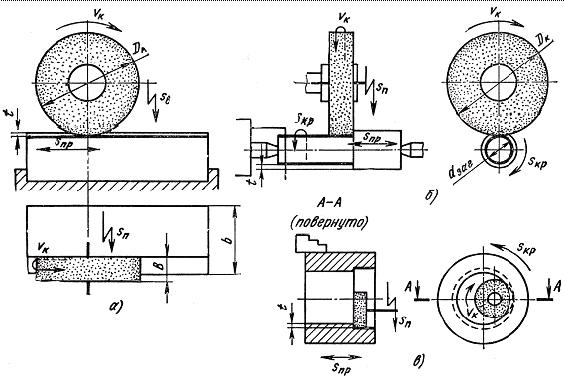
Рис. 7.1. Основные схемы шлифования: а – плоское; б – круглое; в – внутреннее
|
|
|
