 |
Техника безопасности при обслуживании электрооборудования станков
|
|
|
|
Современные станки, как правило, имеют индивидуальный электропривод. В большинстве случаев электродвигатели, реле и другие электрические аппараты размещены или на самом станке, или в отдельно стоящем шкафу. Станки имеют двигатели, конечные и путевые выключатели, размещенные внутри станка.
Работу по наладке, эксплуатации и ремонту электрооборудования станков разделяют на четыре категории: работы:
При полном снятии напряжения;
Работы с частичным снятием напряжения;
Работы без снятия напряжения вблизи токоведущих шин;
Работы без снятия напряжения вдали от токоведущих шин.
Работой при полном снятии напряжения считается работа, которую выполняют в электроустановке, где со всех токоведущих частей снято напряжение и где нет незапертого входа в соседнюю электроустановку, находящуюся под напряжением.
К такому виду работ относятся:
а) прозвонка цепей силовой схемы,
б) ремонт или замена электрической аппаратуры непосредственно на станке,
в) проверка величины сопротивления изоляции токоведущих частей.
Работой с частичным снятием напряжения считается работа, которую проводят на отключенных частях электроустановки, в то время как другие ее части находятся под напряжением или напряжение снято полностью, но есть незапертый вход в соседнюю электроустановку, находящуюся под напряжением.
К такому виду работ относятся:
а) регулировка параметров срабатывания реле,
б) регулировка и чистка контактов аппаратов,
в) смена ламп освещения в шкафу и на станке.
Работой без снятия напряжения вблизи и на токоведущих частях считается работа, которая требует принятия технических и организационных мер и производится на неотключенной электроустановке с применением защитных средств. К такому виду работ относятся: измерение величин тока и напряжения с помощью измерительных клещей.
|
|
|
Работой без снятия напряжения вдали от токоведущих частей считается работа, при которой исключено случайное приближение работающих людей и используемых ими ремонтной оснастки и инструмента к токоведущим частям на опасное расстояние и не требуется принятия технических и организационных мер для предотвращения такого приближения.
К такому виду работ относятся:
а) протирка пультов и шкафов управления с наружной стороны,
б) протирка электродвигателей станка,
в) измерение частоты вращения двигателей тахометром,
Работу по наладке электрооборудования станков должны выполнять не менее чем два лица, старший из которых - производитель работ - должен иметь квалификационную группу (по технике безопасности) не ниже третьей, а второй - член бригады - не ниже второй.
Наладочные работы производят по устному или письменному распоряжению ответственного руководителя работ (начальника электролаборатории, механика, мастера эксплуатации или старшего электромонтера), который проверяет наличие у производителя удостоверения на право допуска к работам на электрооборудовании, дает задание на наладку и обеспечивает его технической документацией (принципиальной электрической схемой и спецификацией к ней).
Непосредственно перед допуском бригады к работе допускающий (дежурный электромонтер или ответственный руководитель работ) проверяет:
а) наличие у членов бригады удостоверений на право работы,
б) знание производителем работ «Правил технической эксплуатации электроустановок потребителей», «Правил техники безопасности при эксплуатации электроустановок потребителей» и электрической схемы настраиваемого оборудования,
|
|
|
в) обеспечение безопасного производства работ на рабочем месте.
Перед началом работы производитель работ подготавливает рабочее место: выключатель пульта управления станком устанавливает в положение «Отключено» и вывешивает плакат «Не включать - работают люди», осматривает техническое состояние пульта, шкафа с электрооборудованием: подготавливает защитные средства коврики, диэлектрические перчатки, монтерский инструмент), подготавливает электроизмерительные и другие приборы, необходимые при наладке.
После проведения подготовительных работ производитель разрешает бригаде приступить к работе. Во время наладки электрооборудования бригаде разрешается выполнять следующие работы:
а) проверку правильности выполнения монтажа,
б) включение и отключение оборудования,
в) манипуляции органами управления (кнопками, переключателями, командоаппаратами на станке и щите управления,
г) выявление дефектов оборудования путем его осмотра,
д) замену дефектных мест монтажа вторичной коммутации и силовой схемы,
е) замену дефектного оборудования,
ж) измерение параметров схемы переносными измерительными приборами,
з) испытание электрооборудования станка повышенным напряжением,
и) измерение сопротивления изоляции катушек аппаратов и обмоток электрических машин мегомметром,
к) испытание электрооборудования станка при холостом ходе и под нагрузкой.
Проверку дефектов монтажной схемы разрешается проводить только на полностью отключенном оборудовании. Осмотр электрооборудования с целью выявления его дефектов можно производить без снятия напряжения производителем работ через открытую дверь в присутствии второго лица из состава бригады.
Замену вышедших из строя аппаратов проводят при полном снятии напряжения, при этом на ручке вводного автомата или рубильника должен быть вывешен плакат «Не включать - работают люди».
|
|
|
При подаче напряжения на отдельные участки схемы по временным перемычкам должны быть обеспечены условия безопасной работы для остальных членов бригады, занятых на наладке аппаратуры, установленной на станке или в другом шкафу. При подаче напряжения на всю схему необходимо поставить ограждения в местах, доступных для проникновения посторонних лиц и вывесить плакат «Стой! Опасно для жизни! ».
При замене предохранителей, измерениях переносными приборами и мегомметром необходимо пользоваться защитными средствами. Перед использованием в работе защитных средств необходимо убедиться в том, что срок пользования ими не истек (для диэлектрических перчаток он составляет 6 месяцев, для диэлектрических ковриков 2 года, для монтерского инструмента с изолированными ручками 1 год. Одновременно необходимо убедиться в механической целостности диэлектрических перчаток. При обнаружении прорывов и других механических повреждений пользоваться защитными средствами запрещается.
С точки зрения возможного травматизма, наиболее ответственными и опасными являются испытания работы станка вхолостую и под нагрузкой, так как в процессе ремонта или наладки могут быть не выявлены и не устранены некоторые дефекты оборудования, влияющие на безопасность работы на станке. Поэтому проверку работы станка вхолостую и под нагрузкой необходимо проводить с большой осторожностью.
Перед проверкой работы станка удаляют с него посторонние предметы, совместно с механиком убеждаются в правильной работе кинематической схемы, проверяют крепление всех аппаратов, электрических машин, состояние и работу предохранительных и блокировочных устройств, действие остановочных, пусковых и реверсирующих устройств, переключающих рукояток фрикционных муфт, путевых выключателей.
Перед пуском станка четко уясняют последовательность операции включения и отключения главного привода и приводов подач, убеждаются в правильном подключении электродвигателей их направление вращения должно соответствовать требованиям паспорта.
|
|
|
Первоначальное опробование станка под нагрузкой нужно производить на самых низких оборотах и при самых легких режимах с постепенным увеличением загрузки станка. При испытании станка под нагрузкой следует строго руководствоваться правилами техники безопасности, относящимися к выполняемой на нем работе и вытекающими из его конструктивных особенностей.
Техническую эксплуатацию электрооборудования станков нужно производить в строгом соответствии с действующими «Правилами технической эксплуатации электроустановок потребителей» и «Правилами техники безопасности при эксплуатации электроустановок потребителей».
2. Наладка электрооборудования.
Некоторые положения.
Общие положения и необходимые приборы
Под наладкой электрооборудования металлорежущего стайка принято понимать комплекс работ по приведению в действие всех элементов электрооборудования, обеспечивающих технологический процесс обработки в заданных режимах. При пусконаладочных работах проверяют соответствие установленного электрооборудования и выполненного монтажа проекту, выявляют и устраняют неисправности в электрической схеме электрооборудования, настраивают и регулируют электроаппараты и привода, проверяют состояние изоляции и заземляющих устройств, параметры электронных приборов, испытывают работу электрооборудования под напряжением в различных режимах и проводят другие работы в зависимости от сложности и типа примененного на станке электрооборудования. Наладочные работы являются заключительным этапом монтажных работ и, как правило, способствуют эк
Наладку электрооборудования металлорежущих станков начинают с организации бригады, в состав которой включают наладчиков или электромонтеров определенной квалификации в зависимости от сложности электрической схемы станка. Руководство бригадой поручают опытному наладчику или электромонтеру, имеющему большой производственный опыт. Бригадир обязан вести журнал проведения наладочных работ, в котором он записывает все замечания по монтажу, наладке, обнаруженным дефектам, производственным переделкам в схеме.
Наладочные работы начинают с ознакомления с принципиальными электрическими схемами, выявления отступлений исполненной схемы от проекта. Затем путем внешнего осмотра электрооборудования выявляют соответствие установленной аппаратуры проекту, ее состояние. При обнаружении значительных поломок аппаратов производят их ремонт или замену. Полный объем наладочных работ состоит из следующих пунктов.
|
|
|
а) измерение сопротивления изоляции токоведущих частей электрооборудования;
б) измерение сопротивления постоянному току обмоток электрических машин, трансформаторов, катушек пускателей, реле, сравнение данных измерений с данными принципиальной схемы;
в) снятие диаграммы переключений командоаппаратов, путевых переключателей;
г) проверка выпрямителей, формовка селеновых выпрямителей, отбраковка и замена на новые;
д) проверка и снятие характеристик усилителей и преобразователей;
е) измерение сопротивления изоляции вторичных цепей;
ж) проверка правильности монтажа вторичной коммутации, выполняемая путем включения аппаратуры по участкам или прозвонкой;
з) проверка защит в силовой и вторичной цепях станка;
и) проверка работы электрических машин вхолостую и под нагрузкой;
к) окончательная регулировка путевых и конечных переключателей;
Порядок описания электрооборудования станков в дальнейшем принят следующим: указывают назначение станка и приводят перечень основных элементов электрооборудования, затем описывают работу схемы, указывают виды защит и блокировок и, наконец, описывают наладку.
Электрические схемы управления электроприводами станков отличаются между собой сложностью, видами применяемых электроаппаратов, назначением и т. д., поэтому работа наладчика не может строиться по шаблону. Однако во всех случаях целесообразно использовать некоторые общие методы сокращающие время выявления неисправностей. Метод наблюдения является простейшим и самым необходимым в работе наладчика. Он состоит в наблюдении за действием элементов схемы и оценке правильности их действия. Даже в станках со сложной электроавтоматикой и большим количеством аппаратуры в одной операции управления приводом участвует не более 3—4 аппаратов. Зная назначение и расположение аппаратов, по их состоянию наладчик может судить о режиме работы, направлении движении и пр. Очень часто можно установить причину неисправности или ограничить круг поисков только путем наблюдения.
^ Метод исключения или локализации проверяемого участка заключается в искусственном сокращении объема участка, содержащего необнаруженный неисправный элемент путем последовательного отключения до тех пор, пока не обнаружится неисправность. Под связями в данном случае понимают все виды связей, в том числе и механические. Например, снятие ремня и проверка двигателя на холостом ходу позволяет установить, что именно неисправно — двигатель или механизм.
^ Метод сравнения заключается в замене проверяемого элемента или узла схемы соответственно исправным элементом или узлом (панелью блоком). Если после замены элемента или узла неисправность исчезает, наладчик продолжает работу, оставляя неисправный элемент или узел в мастерской.
^ Метод обратной последовательности применяют при проверке схемы, состоящей из нескольких звеньев, связанных функциональной зависимостью. Он заключается в том, что проверку производят на выходе каждого звена последовательно, от последнего к первому. Если при этом какое-то промежуточное звено имеет нормальный выход, т. е. выполняют требуемую функцию, то сразу же после этого можно проверить выход предыдущего звена. Такой метод исключает лишние контрольные операции и, следовательно, сокращает время наладки. Этот метод дает наибольший эффект в условиях серийного производства и эксплуатации.
При наладке опытного станка со сложным электрооборудованием или при отсутствии у наладчика достаточного опыта часто используют метод прямой последовательности. Но и в этих условиях рекомендуется все же обратная последовательность в целях выработки определенного навыка.
^ При наладке электрооборудования металлорежущих станков возникает необходимость в определенном количестве электроизмерительных приборов, инструмента и приспособлений, номенклатуру и число которых определяют в зависимости от сложности схем электроприводов и систем автоматизации, а также типами применяемой электроаппаратуры и электронных приборов. Применяются как специальные, так и универсальные измери тельные приборы. Универсальные многошкальные приборы обычно используют при наладке схем, содержащих одновременно элементы переменного и постоянного тока. Во избежание неправильных включений, приводящих к выходу из строя приборов, особенно электронных, проверка работоспособности электрических схем и их наладка требуют от наладчиков определенных навыков и квалификации. Оснащение участка наладчиков приборами, инструментом и соответствующими приспособлениями должно быть таким, чтобы способствовать обеспечению быстрого отыскания возможных неисправностей в схемах.
В целях увеличения производительности труда при производстве наладочных работ очень часто применяют простые и наиболее удобные при пользовании приборы, например индикаторы напряжения (контрольная лампочка) при проверке наличия напряжения. Контрольные лампочки выбирают соответственно величине измеряемого напряжения. Так, при проверке наличия напряжения силовых цепей до 220 В можно использовать лампочку на 220 В, цепей управления 24 В — коммутаторную лампочку на 24 В. Применение индикаторов (контрольных ламп) дает иногда возможность одновременно с проверкой наличия напряжения произвести проверку полярности цепей.
В качестве приборов, служащих для прозвонки электрических цепей, могут быть применены тестер, пробник, в отдельных случаях (при отсутствии в цепи элементов приборов или электроаппаратов, рассчитанных на напряжение менее чем 1000 В) возможно применение мегометра на соответствующее напряжение. Пробник является одним из распространенных среди наладчиков приборов по прозвонке электрической цепи. Он состоит из последовательно включенных низковольтных батарейки и лампочки. При замыкании контактов пробника на проверяемую цепь, если нет обрыва, лампочка загорается.
В практике измерения выдержек времени на включение и отключение аппаратов, приборов, отдельных схемных узлов применяют электрический секундомер. Достоинством электрического секундомера является возможность проведения достаточно точного отсчета, так как начало и конец отсчета времени совпадает с моментом включения и отключения контактов соответствующих аппаратов схемы. При необходимости проведения точных измерений, а также для исследования во времени процессов, происходящих в электрической цепи, широко применяют осциллографы.
Перечисленные приборы не являются обязательным минимумом приборов электроучастка. В зависимости от характера и мощности электропривода, электроучасток укомплектовывают испытательными стендами и приборами, полностью обеспечивающими производство наладочных работ. При наладке электрических схем с применением измерительных трансформаторов необходимо помнить, что у трансформатора напряжения вторичная обмотка должна быть подключена к вольтметру, ваттметру или же ее цепь должна находиться в разомкнутом состоянии, обмотка же трансформатора тока должна быть замкнута на амперметр или закорочена.
Для защиты трансформаторов напряжения от возможных перенапряжений и токов короткого замыкания в их первичные цепи в оба провода на стороне высокого напряжения устанавливают предохранители. При включении во вторичные цепи трансформаторов напряжения измерительных приборов ввиду возможных неправильных их включений могут возникнуть перегрузки — защита от перегрузок подобного рода осуществляется предохранителями.
Во избежание неправильных показаний приборов выходные клеммы трансформаторов тока и напряжения и входные клеммы измерительных приборов обычно предварительно согласовывают между собой. При подключении трансформаторов тока и напряжения необходимо обратить внимание на то, чтобы их вторичные обмотки и корпуса были заземлены.
^
Приложение для использования при самостоятельном изучении учебного материала.
Токарно-винторезный станок 1К625. Вариант схемы силовых цепей с приводом удаления стружки и гидроприводом подач.
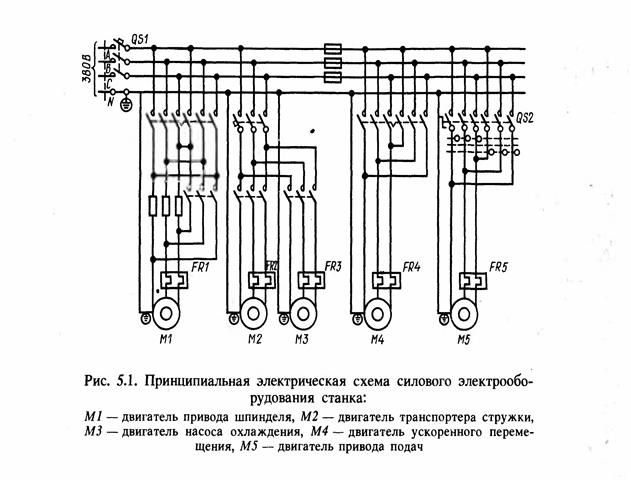
Токарно-винторезный станок 1К625 предназначен для выполнения чистовых и получистовых токарных работ. Помимо изготовления тел вращения, на нем можно нарезать различные резьбы. Принципиальная электросхема станка показана на рис. 5. 1. На станке установлены четыре асинхронных короткозамкнутых двигателя:
а) двигатель главного привода (вращения шпинделя) (ДТ) АО52/4, 10 кВт; 220/380 В, 1460 об/мин;
б) двигатель ускоренного хода каретки суппорта (ДБХ) АОЛ12/4; 0, 8 кВт, 220/380 В; 1350 об/мин;
в) двигатель насоса охлаждения (ДО) ПА-22; 0, 12 кВт; 220/380 В; 2800 об/мин;
г) двигатель гидронасоса (ДГП) АОЛ21/6; 1, 1 кВт; 220/380 В; 960 об/мин.
Подключение станка к сети производится вводным пакетным выключателем (или автоматом) АВ1.
Нажатием на кнопку 1КУ «Пуск» включают магнитный пускатель КТ, который своим замыкающим контактом блокирует кнопку и включает двигатель главного привода ДТ, двигатель насоса охлаждения ДО, если включен выключатель АВ2, и двигатель гидропривода ДГП, если он подключен через штепсельный разъем РШ При установке рукоятки фрикциона в среднее положение освобождается конечный выключатель KB и размыкает контакт в цепи питания реле времени РВ, которое с выдержкой времени отключает схему. Для осуществления быстрого хода суппорта нажимают на кнопку БХ «Быстрый ход», встроенную в рукоятку фартука. При этом включается пускатель двигателя быстрого хода КБХ. При опускании кнопки движение быстрого хода суппорта прекращается.
Для устранения неправильных операций и аварийных режимов работы электрооборудования в схеме станка предусмотрены следующие защиты и блокировки:
а) момент окончания обработки детали фиксируется конечным выключателем KB, замыкающий контакт которого замыкается после отключения фрикционной муфты (это нужно, чтобы подать команду на отсчет времени холостого хода);
б) холостой ход станка ограничивается реле времени РВ, которое отключает двигатель главного привода, если в течение выдержки времени реле (3—8 мин) подачи станка не будут включены;
в) защита электрооборудования от перегрузок осуществляется тепловыми реле РТГ, РТО и РТГП;
г) защита электрооборудования от коротких замыканий осуществляется плавкими предохранителями;
д) нулевая защита осуществляется магнитными пускателями КГ, КБХ, которые при снижении напряжения ниже 85% поминального отключают станок.
В главных приводах токарных станков широкого назначения малой и средней мощности основным типом привода является привод с асинхронным короткозамкнутым двигателем. Частота вращения шпинделя токарных станков регулируется путем переключения зубчатых передач коробки скоростей. В последнее время появляется все больше станков, в которых переключения производится дистанционно с помощью электромагнитных фрикционных муфт. Для пуска, останова и изменения направления вращения (реверсирования) в токарных станках малой и средней мощности часто применяют фрикционные муфты. Двигатель при этом все время включен и вращается в одном направлении. Движение подачи малых и средних токарных станков чаще всего осуществляется от главного привода. Регулирование подачи осуществляется аналогично с помощью коробки зубчатых передач, которая переключается вручную или дистанционно.
Вспомогательные приводы токарных станков (ускоренного перемещения каретки суппорта, зажима изделия, насоса охлаждения и т. п. ) оснащены асинхронными двигателями с короткозамкнутым ротором.
|
|
|
