 |
При комбинированной фальцовке сгибы в тетради могут располагаться по отношению один к другому как параллельно, так и перпендикулярно.
|
|
|
|
ФАЛЬЦОВКА ЛИСТОВ И ОБОРУДОВАНИЕ ДЛЯ ФАЛЬЦОВКИ
Общие сведения о фальцовке листов
Отпечатанные листы после разрезки на определенное число частей поступают на фальцовку.
ФАЛЬЦОВКА — это складывание, сгибание листов в определенной последовательности (в порядке нумерации страниц) для получения необходимых элементов книжных или брошюрных изданий определенного формата — тетрадей, форзацев, накидных иллюстраций, обложек и др.
Фальцовка листов текста необходима для получения тетрадей с определенным числом страниц, из которых в дальнейшем комплектуют книжные или брошюрные блоки. Фальцовку производят либо вручную, либо на специальных фальцевальных машинах. При печатании текста на рулонных ротационных машинах фальцовка выполняется в самой печатной машине, оснащенной для этой цели фальцаппаратом.
Качество ручной и машинной фальцовки листов во многом зависит от массы 1 м2 бумаги, ее влажности и направления волокон бумаги относительно фальца.
При фальцовке листов с большой массой 1 м2 уменьшается упругая деформация бумажных волокон, а остаточная деформация возрастает. Это способствует повышению качества фальцовки — сгибы (фальцы) получаются более ровными и четкими.
Слишком высокая влажность бумаги затрудняет проведение последующих технологических операций, что понижает качество продукции.
Важным фактором, влияющим на процесс фальцовки, является расположение волокон бумаги по отношению к фальцу. При совпадении машинного (долевого) направления растительных волокон с линией сгиба фальц получается более плотным и ровным.
В зависимости от числа сгибов и их расположения один относительно другого фальцовка листов может быть нескольких видов.
|
|
|
По числу сгибов различают фальцовку в один, два, три и четыре сгиба.
По расположению сгибов в тетради один относительно другого фальцовка может быть перпендикулярной (а, д. з), параллельной (рис. б, в, г) и скомбинированным расположением сгибов (е, ж, и, к).
При перпендикулярной фальцовке листов каждый последующий сгиб должен быть перпендикулярен предыдущему. Число взаимно перпендикулярных сгибов в тетрадях ограничено — не более четырех и не менее двух. При увеличении числа сгибов число страниц в тетради увеличивается.
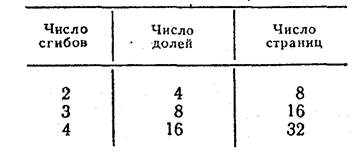
Зависимость числа страниц в тетради от числа сгибов при перпендикулярной фальцовке
При параллельной фальцовке каждый последующий сгиб параллелен предыдущему.
Число параллельных сгибов в тетради может быть различным и зависит от характера и назначения продукции.
Для книжной продукции число параллельных сгибов обычно не превышает четырех, так как нельзя получить достаточно плотный фальц.
При параллельной фальцовке листов увеличение числа сгибов не всегда приводит к увеличению числа страниц в тетради. В этом случае число страниц зависит от варианта параллельной фальцовки.
При комбинированной фальцовке сгибы в тетради могут располагаться по отношению один к другому как параллельно, так и перпендикулярно.
Наименьшее число сгибов при комбинированной фальцовке — три, а наибольшее число сгибов определяется назначением продукции и не должно превышать пяти или шести.
Наибольшее распространение получили перпендикулярная и комбинированная фальцовка. Тетради с перпендикулярным расположением сгибов получают в основном при фальцовке листов на фальцевальных машинах, а тетради с комбинированным расположением сгибов — на рулонных ротационных машинах, а также на фальцевальных машинах.
|
|
|
Параллельная фальцовка используется чаще всего при изготовлении различных приклеек и вкладок (карты, диаграммы и др.), а также детских изданий.

Основные виды фальцовки листов
Фальцовка листов в один сгиб применяется при изготовлении приклейных форзацев, обложек для брошюр, скомплектованных вкладкой, четырехстраничных иллюстраций и дробных частей листа, содержащих две доли, или 4 страницы. Фальцовку листов в один сгиб можно выполнять как вручную, так и на фальцевальных машинах.
Фальцовка листов в два сгиба применяется в основном для получения восьмистраничных тетрадей, фальцовка в два сгиба может быть как перпендикулярной а, так и параллельной б, в. При перпендикулярной фальцовке получается тетрадь, содержащая 8 с., а при параллельной фальцовке тетрадь может содержать либо 8 либо 6 страниц (в зависимости от варианта фальцовки)
Дефект при фальцовке плотной бумаги - появление морщин, идущих по диагонали страницы от угла, образуемого головкой и корешком, так как наличие глухих петель в тетради препятствует свободному вытеснению воздуха между листами.
Чем плотнее бумага, тем больше диагональных морщин появляется при фальцовке, что сильно снижает качество издания. Этого можно избежать, уменьшить число сгибов в тетради. Фальцевать листы в два сгиба можно вручную и на фальцевальных машинах различных типов.
Фальцовка в три сгиба (д, ё, ж) обеспечивает высокое качество тетрадей, так как при нормальной толщине бумажного листа 70—100 мкм не образуются морщины и фальцы получаются четкими. При фальцовке листов толщиной более 100 мкм необходимо производить перфорацию, т. е. просечку листов по последнему третьему сгибу, так как в противном случае могут появиться диагональные морщины.
Блок, скомплектованный из трехсгибных тетрадей, получается плотным и компактным что облегчает его дальнейшую обработку.
Фальцовка в три сгиба может быть перпендикулярной, параллельной и комбинированной.
При перпендикулярной фальцовке (д) трехсгибная тетрадь имеет 16 с., при параллельной фальцовке в три сгиба число страниц в тетради может быть различным — 8, 12 или 16. Трехсгибную фальцовку можно выполнять вручную, на фальцевальных машинах различного типа и в фальцевальных аппаратах рулонных ротационных печатных машин.
|
|
|
Фальцовка листов в четыре сгиба применяется в основном для изданий отпечатанных на бумаге толщиной менее 70 мкм. Сгибы в тетради могут располагаться по-разному. К перпендикулярной четырехсгибной фальцовке прибегают крайне редко, а для ряда изданий она вообще неприменима, так как полученная при этом тетрадь получается рыхлой и на развороте ее неизбежны морщины. Параллельная и комбинированная фальцовка в четыре сгиба применяется лишь для фальцовки различных дополнительных элементов изданий — вкладок и др.
Во всех случаях блоки, скомплектованные из четырехсгибных тетрадей, получаются рыхлыми, что в дальнейшем осложняет их обработку, а также снижает прочность и долговечность изданий. Объясняется это тем, что при фальцовке последнего сгиба нельзя получить хорошо, обжатого фальца, поскольку большой объем тетради не позволяет полностью преодолеть упругое сопротивление волокон бумаги изгибу. Образовавшееся утолщение снижает плотность полученных тетрадей, а следовательно, и всего блока, что отрицательно сказывается на качестве продукции.
Основной недостаток тетрадей, имеющих перпендикулярную фальцовку в четыре сгиба, — наличие морщин и значительное утолщение фальца тетради. Для устранения морщин рекомендуется сделать перфорацию (просечку) листа по месту последнего сгиба. Через отверстия, полученные в результате перфорации, воздух свободно выходит и тем самым устраняется возможность образования морщин.
Факторами, влияющими на выбор объема тетрадей, составляющих блок, являются: объем блока в страницах, тираж издания, вид бумаги, способ скрепления блоков, а также тип издания (его назначение, срок службы, частота пользования и др.).
Для повышения качества изданий желательно, чтобы они состояли из тонких малообъемных тетрадей, так как чем меньше объем тетрадей, тем выше качество их фальцовки, прочнее и плотнее швейное скрепление, устойчивее форма корешка, компактнее блок.
|
|
|
Но чем меньше объем каждой тетради, тем из большего числа тетрадей будет состоять блок, тем выше трудоемкость комплектовки и шитья. Кроме того, большее число тонких тетрадей заметно утолщает корешок блока при потетрадном шитье нитками.
Вся сфальцованная продукция должна удовлетворять следующим техническим требованиям:
1) во всех тетрадях должна быть соблюдена правильная последовательность страниц;
2) контрольные метки на головном и корешковом сгибах тетради должны быть расположены точно по сгибу;
3) линейные размеры тетрадей после фальцовки должны соответствовать формату изданий до обрезки;
4) не допускаются отклонения в ширине корешкового и верхнего полей двух смежных страниц, а также в косине, превышающие 1 мм;
5) фальцы тетрадей должны быть хорошо обжатыми; в тетрадях не должно быть морщин, и других повреждений;
6) тетради, предназначенные для шитья на автоматах, имеющих самонаклады - раскрыватели, должны иметь передний шлейф не менее 5 мм;
7) верхние сгибы 16- и 32-страничньюх тетрадей, изготовленных из плотной бумаги, должны быть перфорированы;
8) не допускаются следы отмарывания краски.
Сфальцованная продукция, удовлетворяющая перечисленным требованиям, может быть допущена на последующие операции технологического процесса.
|
|
|
